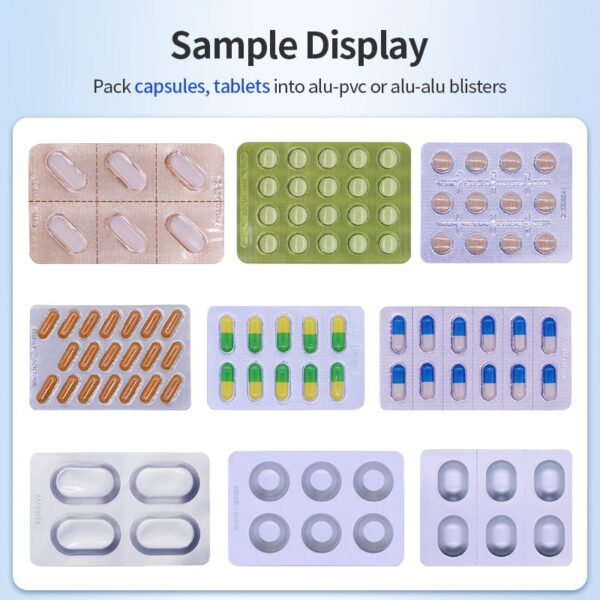
Vỉ dập trong quá trình sản xuất bắt nguồn từ sai lệch cơ học, mất cân bằng nhiệt/áp suất, hoặc sự không nhất quán về mặt vật chất, gây ra các lỗ hổng bị sập làm ảnh hưởng đến tính toàn vẹn của sản phẩm. Dưới, chúng tôi mổ xẻ nguyên nhân gốc rễ của nó, tác động, và giải pháp mục tiêu.
1. Quá trình nghiền vỉ xảy ra như thế nào: 4 Cơ chế cốt lõi
1.1 Trạm dụng cụ sai lệch
Vật lý: hình thành, niêm phong, và các trạm đột hoạt động trên các mặt phẳng khác nhau tác dụng lực cắt.
Ngưỡng quan trọng: >0.1Độ lệch trục mm làm nát các thành bên của vỉ trong quá trình nén.
1.2 Khiếm khuyết chân không / ép nhiệt
Lỗi quy trình: Áp suất chân không không nhất quán (dưới 0.6 thanh) tạo ra các bức tường khoang yếu.
Lỗi truyền nhiệt: Gia nhiệt không đều gây ra sự thay đổi độ dày PVC (± 0,05mm), gây ra sự sụp đổ dưới áp suất bịt kín.
1.3 Mệt mỏi vật chất & Không tương thích
Máy đo không khớp: độ dày PVC <0.25giấy mm hoặc Alu >30μm uốn cong ở nhiệt độ niêm phong (150–180°C).
Hấp thụ độ ẩm: Vỉ PVC bị phồng do ẩm co lại và biến dạng trong quá trình làm mát.
1.4 Lỗi đồng bộ hóa thời gian
Độ trễ của servo: Độ trễ một phần nghìn giây giữa quá trình tạo hình → trạm niêm phong bẫy các túi khí.
Nén quá mức: Cú đấm sớm đè bẹp các mụn nước không được hỗ trợ.
2. Tác động sản xuất: Trị giá, Sự tuân thủ & Rác thải
| Khu vực | Kết quả | Tổn thất tài chính |
| Mất năng suất | 8–20% tỷ lệ từ chối từ viên nén nghiền nát | $2,500–$10,000 mỗi đợt |
| Thời gian ngừng hoạt động | 30+ phút/giờ đối với giải phóng mặt bằng thủ công | $720/giờ (trung bình. dòng dược phẩm) |
| Rủi ro pháp lý | Không tuân thủ cGMP/ISO → đánh giá thất bại | $50k+ hình phạt thu hồi |
| Chất thải vật liệu | PVC/Alu bị hư hỏng + hoạt chất | 15–Chi phí vật liệu cao hơn 30% |
3. Giải pháp nhắm mục tiêu: Sửa chữa kỹ thuật chính xác
3.1. Loại bỏ sai lệch
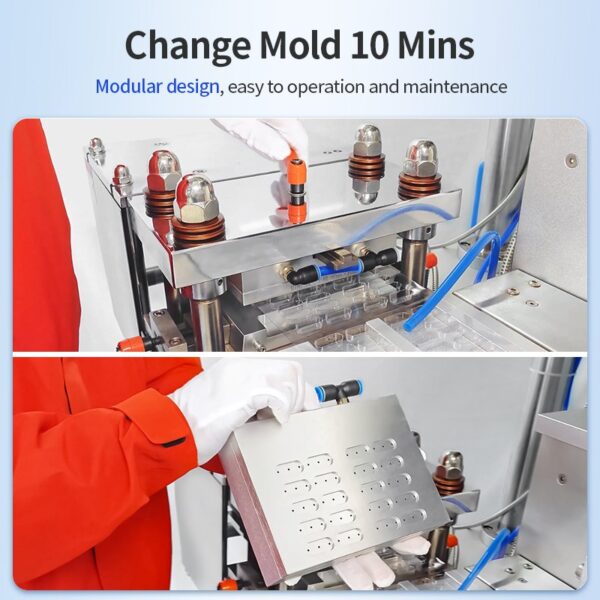
Công nghệ trục lõi: Gắn các trạm tạo hình/niêm phong/đục lỗ trên một trục (DPP-180Pro) với điều chỉnh vi mô tay quay (<0.01dung sai mm).
Hiệu chuẩn hướng dẫn bằng laser: Tự động sửa sai lệch mỗi lần 500 chu kỳ.
3.2. Tối ưu hóa quá trình tạo nhiệt
Kiểm soát áp suất động: Bơm chân không điều chỉnh bằng servo duy trì 0,7±0,05 bar.
Hệ thống sưởi hai giai đoạn: Làm nóng trước + vùng hình thành đảm bảo độ dẻo PVC đồng đều.
3.3. Vật liệu & Kiểm soát quy trình
Cảm biến đo tự động: Loại bỏ PVC ngoài phạm vi 0,25–0,3mm.
PVC chống ẩm: Sử dụng màng chống ẩm (đã thử nghiệm tại 60% RH).
3.4. Nâng cấp đồng bộ hóa
Động cơ servo vòng kín: Phản hồi của bộ mã hóa đồng bộ hóa các trạm trong vòng 5 mili giây.
Chân hỗ trợ khoang: Vết phồng rộp chân micro trong quá trình đục lỗ.
Phần kết luận: Có thể phòng ngừa được sự nghiền nát bằng Kỹ thuật thông minh
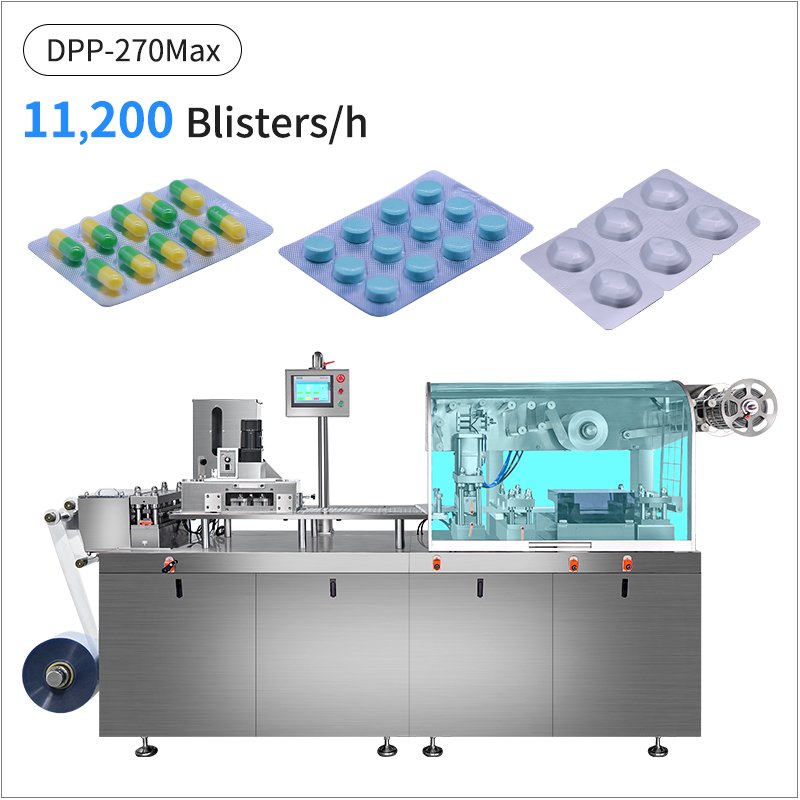
Nghiền vỉ bắt nguồn từ việc đặt sai máy, ép nóng không kiểm soát, hoặc vật liệu kém chất lượng – không phải tất yếu. Triển khai công cụ trục thống nhất, điều khiển áp suất bằng servo, và giám sát thời gian thực làm giảm sai sót bằng cách 95%. Các máy như DPP-180Pro chứng minh điều này thông qua tỷ lệ từ chối gần như bằng 0 trong các cơ sở cGMP, chứng minh rằng thiết kế chính xác giúp loại bỏ đồng thời tăng ROI.
 Bỏ qua nội dung
Bỏ qua nội dung