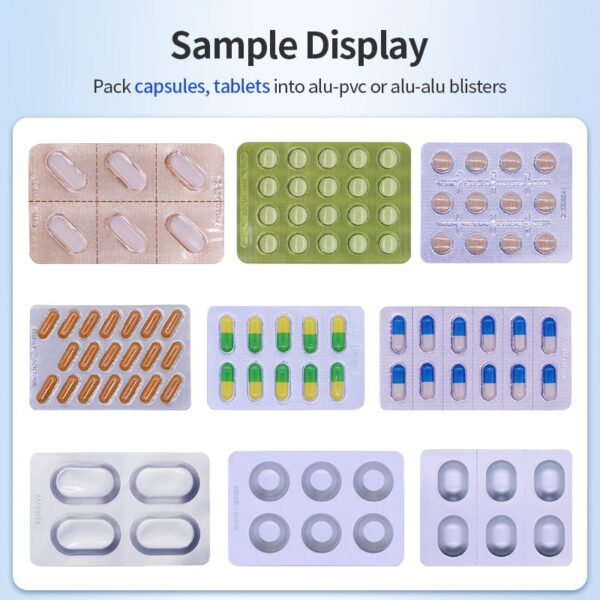
उत्पादन के दौरान ब्लिस्टर क्रशिंग यांत्रिक गलत संरेखण से उत्पन्न होती है, थर्मल/दबाव असंतुलन, या भौतिक विसंगतियाँ, जिससे ढही हुई गुहिकाएँ उत्पन्न होती हैं जो उत्पाद की अखंडता से समझौता करती हैं. नीचे, हम इसके मूल कारणों का विश्लेषण करते हैं, प्रभाव डालता है, और लक्षित समाधान.
1. ब्लिस्टर क्रशिंग कैसे होती है: 4 मूल तंत्र
1.1 गलत संरेखित टूलींग स्टेशन
भौतिक विज्ञान: बनाने, मुद्रण, और विभिन्न विमानों पर चलने वाले पंचिंग स्टेशन कतरनी बल लगाते हैं.
क्रिटिकल थ्रेशोल्ड: >0.1मिमी अक्षीय ऑफसेट संपीड़न के दौरान ब्लिस्टर साइडवॉल को कुचल देता है.
1.2 वैक्यूम/थर्मोफॉर्मिंग दोष
प्रक्रिया विफलता: असंगत वैक्यूम दबाव (नीचे 0.6 छड़) कमजोर गुहा दीवारें बनाता है.
ऊष्मा स्थानांतरण दोष: असमान हीटिंग के कारण पीवीसी की मोटाई में भिन्नता होती है (±0.05मिमी), सीलिंग दबाव के तहत पतन को प्रेरित करना.
1.3 भौतिक थकान & बेजोड़ता
गेज बेमेल: पीवीसी मोटाई <0.25मिमी या अलु पन्नी >30μm सीलिंग तापमान पर लचीला होता है (150-180°C).
नमी अवशोषण: नमी से सूजे हुए पीवीसी छाले ठंडा होने के दौरान सिकुड़ जाते हैं और विकृत हो जाते हैं.
1.4 समय तुल्यकालन त्रुटियाँ
सर्वो लैग: फॉर्मिंग → सीलिंग स्टेशनों के बीच मिलीसेकंड की देरी हवा की जेबों को फंसा देती है.
अति-संपीड़न: समय से पहले मुक्का मारने से असमर्थित छाले कुचल जाते हैं.
2. उत्पादन प्रभाव: लागत, अनुपालन & बरबाद करना
| क्षेत्र | परिणाम | वित्तीय क्षति |
| उपज हानि | 8कुचली हुई गोलियों से -20% अस्वीकृति दर | $2,500-$10,000 प्रति बैच |
| स्र्कना | 30+ मैन्युअल निकासी के लिए मिनट/घंटा | $720/मानव संसाधन (औसत. फार्मा लाइन) |
| नियामक जोखिम | सीजीएमपी/आईएसओ गैर-अनुपालन → विफल ऑडिट | $50k+ दंड याद रखें |
| सामग्री अपशिष्ट | बर्बाद पीवीसी/अलू + सक्रिय सामग्री | 15-30% अधिक सामग्री लागत |
3. लक्षित समाधान: परिशुद्धता इंजीनियरिंग सुधार
3.1. मिसलिग्न्मेंट को दूर करें
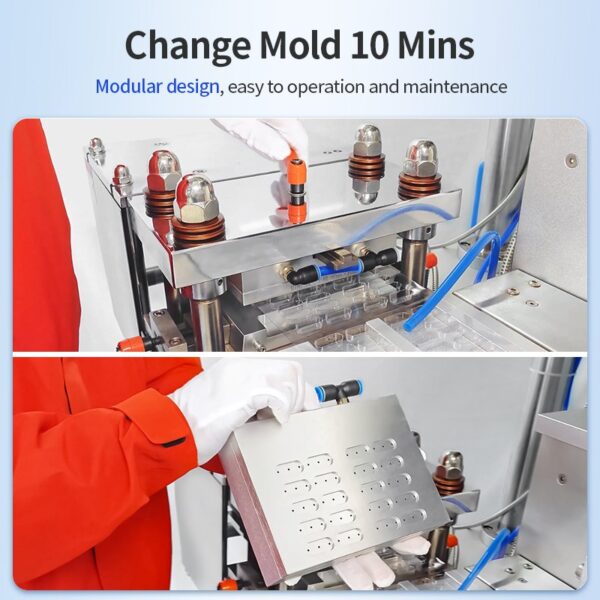
कोर-शाफ़्ट प्रौद्योगिकी: एक ही अक्ष पर माउंट फॉर्मिंग/सीलिंग/पंचिंग स्टेशन (डीपीपी-180प्रो) हैंडव्हील माइक्रो-एडजस्टमेंट के साथ (<0.01मिमी सहनशीलता).
लेज़र-निर्देशित अंशांकन: प्रत्येक गलत संरेखण को स्वत: सही करें 500 चक्र.
3.2. थर्मोफॉर्मिंग का अनुकूलन करें
गतिशील दबाव नियंत्रण: सर्वो-विनियमित वैक्यूम पंप 0.7±0.05 बार बनाए रखते हैं.
दोहरे चरण का ताप: पहले से गरम कर लें + ज़ोन बनाने से एक समान पीवीसी लचीलापन सुनिश्चित होता है.
3.3. सामग्री & प्रक्रिया नियंत्रण
ऑटो-गेज सेंसर: 0.25-0.3 मिमी रेंज के बाहर पीवीसी को अस्वीकार करें.
नमी प्रतिरोधी पीवीसी: नमीरोधी फिल्मों का प्रयोग करें (पर परीक्षण किया गया 60% आरएच).
3.4. तुल्यकालन उन्नयन
बंद-लूप सर्वो: एनकोडर फीडबैक 5ms के भीतर स्टेशनों को सिंक करता है.
कैविटी सपोर्ट पिन: पंचिंग के दौरान माइक्रो-पिन फफोले को संभालते हैं.
निष्कर्ष: स्मार्ट इंजीनियरिंग से क्रशिंग को रोका जा सकता है
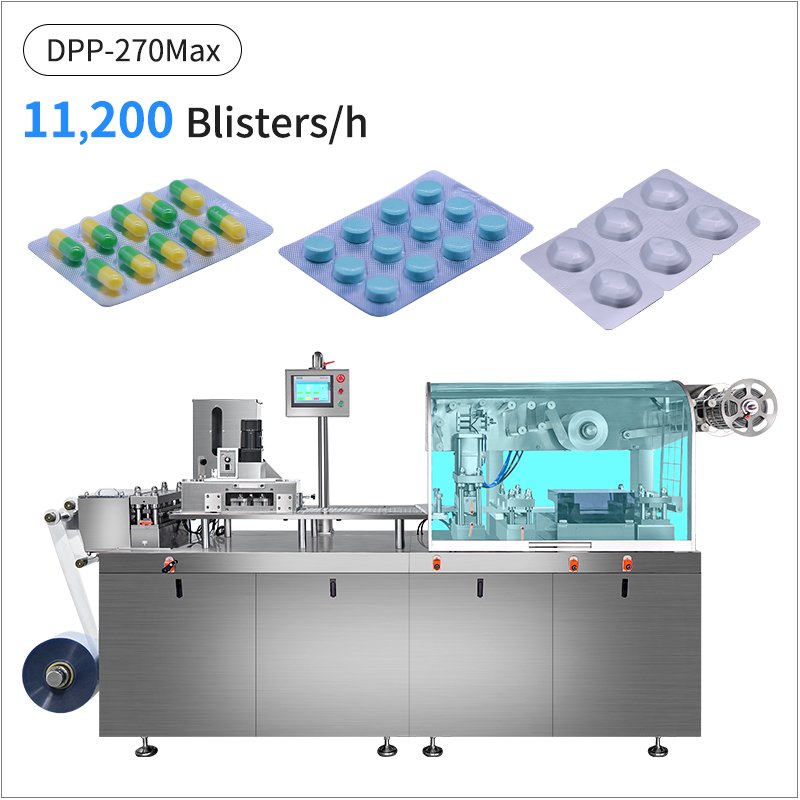
ब्लिस्टर क्रशिंग मशीन के गलत संरेखण से उत्पन्न होती है, अनियंत्रित थर्मोफॉर्मिंग, या घटिया सामग्री—अनिवार्यता नहीं. एकीकृत-अक्ष टूलींग लागू करना, सर्वो-संचालित दबाव नियंत्रण, और वास्तविक समय की निगरानी से दोष कम हो जाते हैं 95%. DPP-180Pro जैसी मशीनें cGMP सुविधाओं में लगभग शून्य अस्वीकृति दर के माध्यम से इसे प्रदर्शित करती हैं, यह साबित करते हुए कि सटीक डिज़ाइन आरओआई को बढ़ावा देते समय समाप्त हो जाता है.
 सामग्री पर जाएं
सामग्री पर जाएं