Het verpletteren van de blaren tijdens de productie is het gevolg van een mechanische verkeerde uitlijning, thermische/drukonevenwichtigheden, of materiële inconsistenties, waardoor ingestorte holtes ontstaan die de productintegriteit in gevaar brengen. Onderstaand, we ontleden de grondoorzaken ervan, gevolgen, en gerichte oplossingen.
1. Hoe het verpletteren van blaren gebeurt: 4 Kernmechanismen
1.1 Verkeerd uitgelijnde gereedschapsstations
Natuurkunde: Vormen, afdichting, en ponsstations die op verschillende vlakken werken, oefenen schuifkrachten uit.
Kritieke drempel: >0.1mm axiale offset verplettert de zijwanden van de blister tijdens compressie.
1.2 Vacuüm-/thermovormingsdefecten
Procesfout: Inconsistente vacuümdruk (onderstaand 0.6 bar) zorgt voor zwakke spouwmuren.
Gebreken in de warmteoverdracht: Ongelijkmatige verwarming veroorzaakt variaties in de dikte van PVC (±0,05 mm), waardoor bezwijken onder afdichtingsdruk wordt veroorzaakt.
1.3 Materiële vermoeidheid & Onverenigbaarheid
Gauge-mismatch: PVC-dikte <0.25mm of aluminiumfolie >30μm buigt bij afdichtingstemperaturen (150–180°C).
Vochtopname: Door vocht gezwollen PVC-blaasjes krimpen en vervormen tijdens het afkoelen.
1.4 Timingsynchronisatiefouten
Servovertraging: Milliseconden vertragingen tussen vorming → sealstations vangen luchtbellen op.
Overcompressie: Voortijdige stootafdaling verplettert niet-ondersteunde blaren.
2. Productie-effecten: Kosten, Naleving & Afval
| Gebied | Gevolg | Financieel verlies |
| Opbrengstverlies | 8–20% afwijzingspercentage van gemalen tabletten | $2,500– $ 10.000 per batch |
| Stilstand | 30+ minuten/uur voor handmatige vrijgave | $720/uur (gem. farmaceutische lijn) |
| Regelgevend risico | cGMP/ISO niet-naleving → mislukte audits | $50k+ terugroepboetes |
| Materieel afval | Geruïneerd PVC/Alu + actieve ingrediënten | 15–30% hogere materiaalkosten |
3. Gerichte oplossingen: Precisietechnische oplossingen
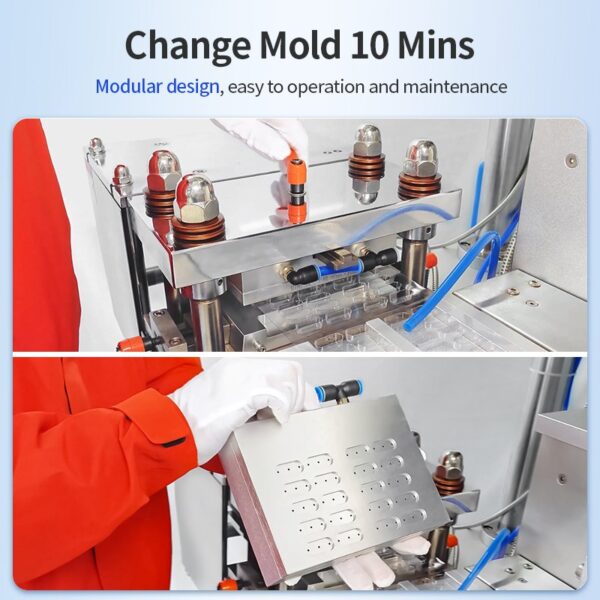
3.1. Elimineer verkeerde uitlijning
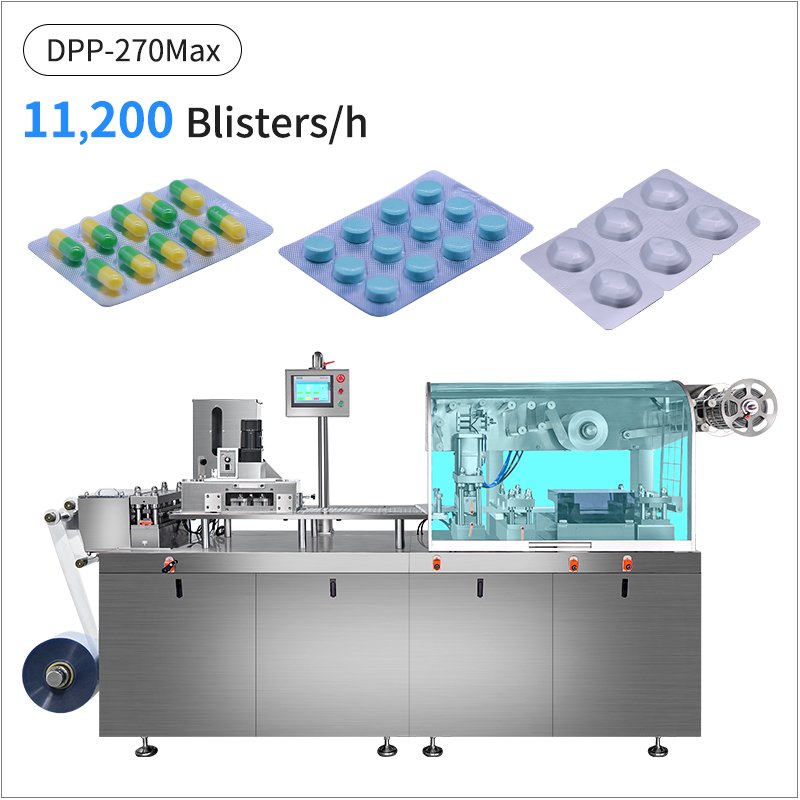
Kern-schachttechnologie: Monteer vorm-/seal-/ponsstations op één as (DPP-180Pro) met handwiel-micro-afstelling (<0.01mm tolerantie).
Lasergestuurde kalibratie: Automatische correctie van verkeerde uitlijning elke 500 cycli.
3.2. Optimaliseer thermovormen
Dynamische drukcontrole: Servogestuurde vacuümpompen handhaven een druk van 0,7 ± 0,05 bar.
Tweetraps verwarming: Voorverwarmen + vormzones zorgen voor een uniforme PVC-ductiliteit.
3.3. Materiaal & Procescontroles
Automatische metersensoren: Weiger PVC buiten het bereik van 0,25–0,3 mm.
Vochtbestendig PVC: Gebruik anti-vochtfilms (getest bij 60% RV).
3.4. Synchronisatie-upgrades
Servo's met gesloten lus: Encoderfeedback synchroniseert stations binnen 5 ms.
Steunpennen voor holtes: Micro-pinnen ondersteunen blaren tijdens het ponsen.
Conclusie: Verplettering is te voorkomen met Smart Engineering
Het verpletteren van blaren is het gevolg van een verkeerde uitlijning van de machine, ongecontroleerd thermovormen, of materialen van mindere kwaliteit – niet onvermijdelijk. Implementatie van unified-axis tooling, servogestuurde drukregeling, en real-time monitoring vermindert defecten met 95%. Machines zoals de DPP-180Pro demonstreren dit via bijna nul afwijzingspercentages in cGMP-faciliteiten, wat bewijst dat precisieontwerp elimineert en tegelijkertijd de ROI verhoogt.
 Ga naar inhoud
Ga naar inhoud