Kruszenie pęcherzy podczas produkcji wynika z niewspółosiowości mechanicznej, nierównowaga termiczna/ciśnieniowa, lub istotne niespójności, powodując zapadnięcie się ubytków, które zagrażają integralności produktu. Poniżej, analizujemy jego pierwotne przyczyny, wpływy, i ukierunkowane rozwiązania.
1. Jak dochodzi do kruszenia pęcherzy: 4 Podstawowe mechanizmy
1.1 Niewłaściwie ustawione stacje narzędziowe
Fizyka: Tworzenie się, opieczętowanie, i stanowiska wykrawania działające w różnych płaszczyznach wywierają siły ścinające.
Próg krytyczny: >0.1mm przesunięcie osiowe miażdży ścianki boczne pęcherzy podczas ściskania.
1.2 Wady próżniowe/termoformujące
Błąd procesu: Nierówne ciśnienie podciśnienia (poniżej 0.6 bar) tworzy słabe ściany szczelin.
Wady przenoszenia ciepła: Nierównomierne ogrzewanie powoduje różnice w grubości PVC (±0,05 mm), powodując zapadnięcie się pod ciśnieniem uszczelniającym.
1.3 Zmęczenie materiału & Niezgodność
Niedopasowanie miernika: Grubość PCV <0.25mm lub folia aluminiowa >30μm wygina się w temperaturach uszczelniania (150–180°C).
Absorpcja wilgoci: Pęczniejące pod wpływem wilgoci pęcherze z PVC kurczą się i odkształcają podczas chłodzenia.
1.4 Błędy synchronizacji rozrządu
Opóźnienie serwa: Opóźnienia milisekundowe pomiędzy formowaniem → stacje zgrzewające zatrzymują kieszenie powietrzne.
Nadmierna kompresja: Przedwczesne opadanie stempla miażdży niepodparte pęcherze.
2. Wpływ produkcji: Koszt, Zgodność & Marnować
| Obszar | Konsekwencja | Strata finansowa |
| Strata plonów | 8–20% współczynnika odrzuceń w przypadku pokruszonych tabletek | $2,500– 10 000 dolarów za partię |
| Przestoje | 30+ min/godzinę w przypadku ręcznego kasowania | $720/godz (średnio. linia farmaceutyczna) |
| Ryzyko regulacyjne | Niezgodność z cGMP/ISO → nieudane audyty | $50k+ kary za wycofanie |
| Odpady materiałowe | Zniszczone PCV/Aluminium + składniki aktywne | 15–30% wyższe koszty materiałów |
3. Ukierunkowane rozwiązania: Poprawki inżynierii precyzyjnej
3.1. Wyeliminuj niewspółosiowość
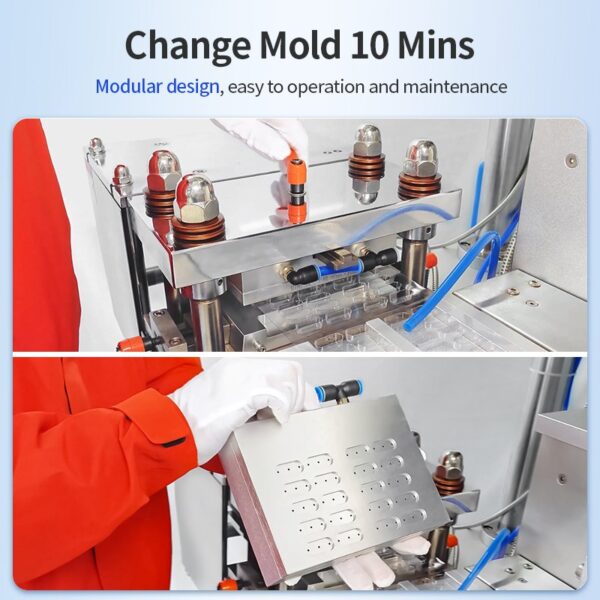
Technologia rdzenia i wału: Zamontuj stacje formujące/zgrzewające/wykrawające na jednej osi (DPP-180Pro) z mikroregulacją za pomocą pokrętła (<0.01tolerancja mm).
Kalibracja pod kontrolą lasera: Automatyczna korekta niewspółosiowości co 500 cykle.
3.2. Optymalizacja termoformowania
Dynamiczna kontrola ciśnienia: Pompy próżniowe z serworegulacją utrzymują ciśnienie 0,7±0,05 bara.
Ogrzewanie dwustopniowe: Rozgrzej + strefy formujące zapewniają jednolitą plastyczność PVC.
3.3. Tworzywo & Kontrola procesu
Czujniki automatycznego pomiaru: Odrzuć PVC poza zakresem 0,25–0,3 mm.
PCV odporne na wilgoć: Stosuj folie zapobiegające wilgoci (testowany o godz 60% PRAWA).
3.4. Uaktualnienia synchronizacji
Serwa w pętli zamkniętej: Sprzężenie zwrotne enkodera synchronizuje stacje w ciągu 5 ms.
Kołki podtrzymujące wnękę: Mikro-kołki usztywniają pęcherze podczas wykrawania.
Wniosek: Zmiażdżeniu można zapobiec dzięki inteligentnej inżynierii
Kruszenie pęcherzy wynika z niewspółosiowości maszyny, niekontrolowane termoformowanie, lub materiały niespełniające norm – nie jest to nieuniknione. Wdrażanie narzędzi z ujednoliconą osią, kontrola ciśnienia sterowana serwomechanizmem, a monitorowanie w czasie rzeczywistym redukuje defekty poprzez 95%. Maszyny takie jak DPP-180Pro demonstrują to poprzez niemal zerowy współczynnik odrzuceń w zakładach cGMP, udowadniając, że precyzyjna konstrukcja eliminuje, jednocześnie zwiększając zwrot z inwestycji.
 Przejdź do treści
Przejdź do treści