การบดอัดของตุ่มในระหว่างการผลิตเกิดจากการไม่ตรงแนวทางกล, ความไม่สมดุลของความร้อน/ความดัน, หรือความไม่สอดคล้องกันของวัสดุ, ทำให้เกิดโพรงยุบซึ่งกระทบต่อความสมบูรณ์ของผลิตภัณฑ์. ด้านล่าง, เราวิเคราะห์สาเหตุที่แท้จริงของมัน, ผลกระทบ, และโซลูชั่นที่ตรงเป้าหมาย.
1. การบดอัดของพุพองเกิดขึ้นได้อย่างไร: 4 กลไกหลัก
1.1 สถานีเครื่องมือไม่ตรงแนว
ฟิสิกส์: การขึ้นรูป, การปิดผนึก, และสถานีเจาะที่ทำงานบนเครื่องบินที่แตกต่างกันจะออกแรงเฉือน.
เกณฑ์วิกฤต: >0.1มม. ชดเชยแนวแกนบดขยี้แก้มยางระหว่างการบีบอัด.
1.2 ข้อบกพร่องด้านสุญญากาศ/เทอร์โมฟอร์ม
กระบวนการล้มเหลว: แรงดันสุญญากาศไม่สม่ำเสมอ (ด้านล่าง 0.6 บาร์) ทำให้เกิดผนังโพรงที่อ่อนแอ.
ข้อบกพร่องในการถ่ายเทความร้อน: ความร้อนที่ไม่สม่ำเสมอทำให้เกิดความหนาของ PVC ที่แตกต่างกัน (±0.05มม), ทำให้เกิดการล่มสลายภายใต้แรงกดดันในการปิดผนึก.
1.3 ความล้าของวัสดุ & ความไม่เข้ากัน
มาตรวัดไม่ตรงกัน: ความหนาของพีวีซี <0.25มม. หรือฟอยล์อลู >30μm งอที่อุณหภูมิการปิดผนึก (150–180°ซ).
การดูดซับความชื้น: ตุ่ม PVC ที่บวมจากความชื้นหดตัวและเสียรูประหว่างการทำความเย็น.
1.4 ข้อผิดพลาดในการซิงโครไนซ์เวลา
เซอร์โวแล็ก: ความล่าช้าเป็นมิลลิวินาทีระหว่างการขึ้นรูป → สถานีปิดผนึกจะดักจับช่องอากาศ.
การบีบอัดมากเกินไป: การชกก่อนวัยอันควรจะบดขยี้แผลพุพองที่ไม่รองรับ.
2. ผลกระทบต่อการผลิต: ค่าใช้จ่าย, การปฏิบัติตาม & ของเสีย
| พื้นที่ | ผลที่ตามมา | การสูญเสียทางการเงิน |
| การสูญเสียผลผลิต | 8–20% อัตราการปฏิเสธจากเม็ดยาที่ถูกบด | $2,500–$10,000 ต่อชุด |
| เวลาหยุดทำงาน | 30+ นาที/ชั่วโมง สำหรับการกวาดล้างด้วยตนเอง | $720/ชม (เฉลี่ย. สายยา) |
| ความเสี่ยงด้านกฎระเบียบ | การไม่ปฏิบัติตาม cGMP/ISO → การตรวจสอบล้มเหลว | $50k+ เรียกคืนบทลงโทษ |
| ขยะวัสดุ | PVC/Alu ที่ชำรุด + ส่วนผสมที่ใช้งานอยู่ | 15–ต้นทุนวัสดุสูงขึ้น 30% |
3. โซลูชั่นที่ตรงเป้าหมาย: การแก้ไขทางวิศวกรรมที่มีความแม่นยำ
3.1. กำจัดความคลาดเคลื่อน
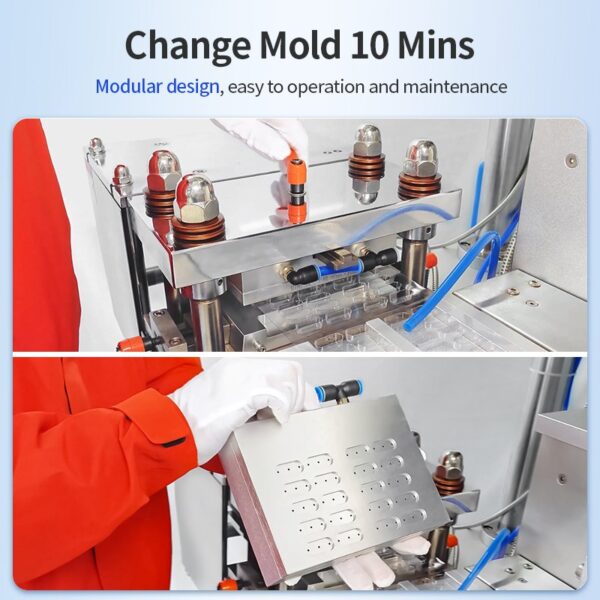
เทคโนโลยี Core-Shaft: ติดตั้งสถานีขึ้นรูป/ซีล/เจาะบนแกนเดียว (ดีพีพี-180โปร) พร้อมการปรับแบบไมโครด้วยมือ (<0.01มม. ความอดทน).
การสอบเทียบแบบใช้เลเซอร์: แก้ไขแนวที่ไม่ตรงอัตโนมัติทุก ๆ 500 รอบ.
3.2. เพิ่มประสิทธิภาพการขึ้นรูปด้วยความร้อน
การควบคุมแรงดันแบบไดนามิก: ปั๊มสุญญากาศที่ควบคุมด้วยเซอร์โวรักษาระดับ 0.7±0.05 บาร์.
การทำความร้อนแบบสองขั้นตอน: เปิดเครื่อง + โซนการขึ้นรูปทำให้พีวีซีมีความเหนียวสม่ำเสมอ.
3.3. วัสดุ & การควบคุมกระบวนการ
เซ็นเซอร์วัดอัตโนมัติ: ปฏิเสธ PVC ที่อยู่นอกช่วง 0.25–0.3 มม.
พีวีซีทนความชื้น: ใช้ฟิล์มป้องกันความชื้น (ทดสอบที่ 60% RH).
3.4. การอัพเกรดการซิงโครไนซ์
เซอร์โวแบบวงปิด: ข้อเสนอแนะของตัวเข้ารหัสจะซิงค์สถานีภายใน 5 มิลลิวินาที.
หมุดรองรับช่อง: พุพองรั้งไมโครพินระหว่างการเจาะ.
บทสรุป: การบดป้องกันได้ด้วยวิศวกรรมอัจฉริยะ
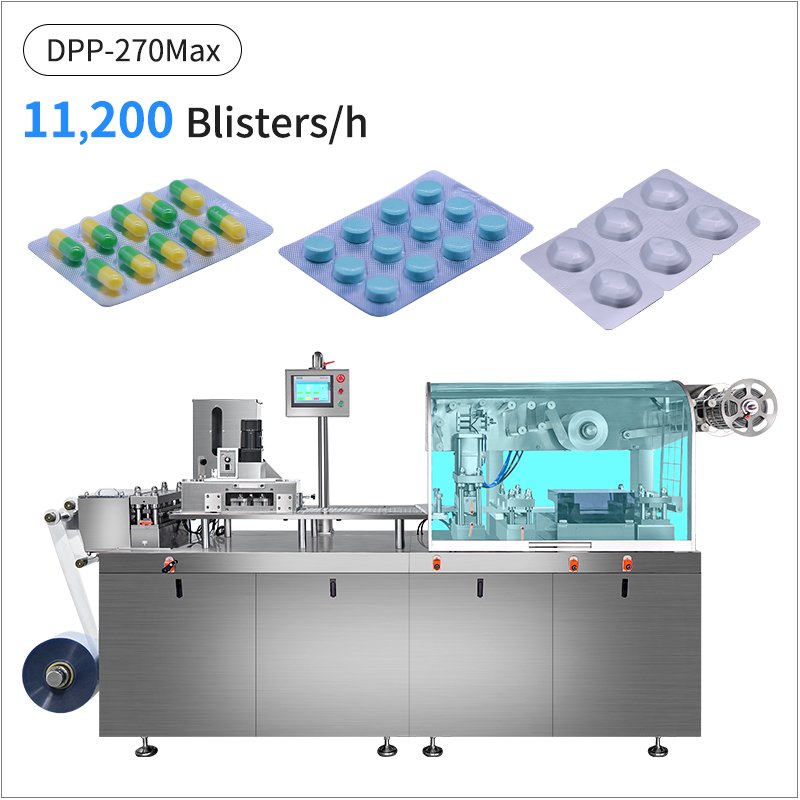
การบดอัดตุ่มมีต้นกำเนิดมาจากการวางแนวที่ไม่ตรงของเครื่องจักร, การขึ้นรูปด้วยความร้อนที่ไม่สามารถควบคุมได้, หรือวัสดุที่ไม่ได้มาตรฐาน—ไม่ใช่สิ่งที่หลีกเลี่ยงไม่ได้. การใช้เครื่องมือแบบแกนรวม, การควบคุมแรงดันที่ขับเคลื่อนด้วยเซอร์โว, และการตรวจสอบแบบเรียลไทม์จะช่วยลดข้อบกพร่องด้วย 95%. เครื่องจักรอย่าง DPP-180Pro สาธิตสิ่งนี้ผ่านอัตราการปฏิเสธที่เกือบเป็นศูนย์ในโรงงาน cGMP, พิสูจน์ว่าการออกแบบที่แม่นยำช่วยลดในขณะที่เพิ่ม ROI.
 ข้ามไปยังเนื้อหา
ข้ามไปยังเนื้อหา