생산 중 물집이 터지는 현상은 기계적 정렬 불량으로 인해 발생합니다., 열/압력 불균형, 또는 물질적 불일치, 제품 무결성을 손상시키는 붕괴된 공동 발생. 아래에, 우리는 그 근본 원인을 분석합니다, 영향, 그리고 타겟 솔루션.
1. 물집 분쇄가 발생하는 방법: 4 핵심 메커니즘
1.1 잘못 정렬된 툴링 스테이션
물리학: 형성, 밀봉, 서로 다른 평면에서 작동하는 펀칭 스테이션은 전단력을 가합니다..
중요 임계값: >0.1mm 축 오프셋은 압축 중에 물집 측벽을 분쇄합니다..
1.2 진공/열성형 결함
프로세스 실패: 일관되지 않은 진공 압력 (아래에 0.6 술집) 약한 캐비티 벽을 생성합니다..
열전달 결함: 고르지 못한 가열로 인해 PVC 두께 변화가 발생함 (±0.05mm), 밀봉 압력 하에서 붕괴 유도.
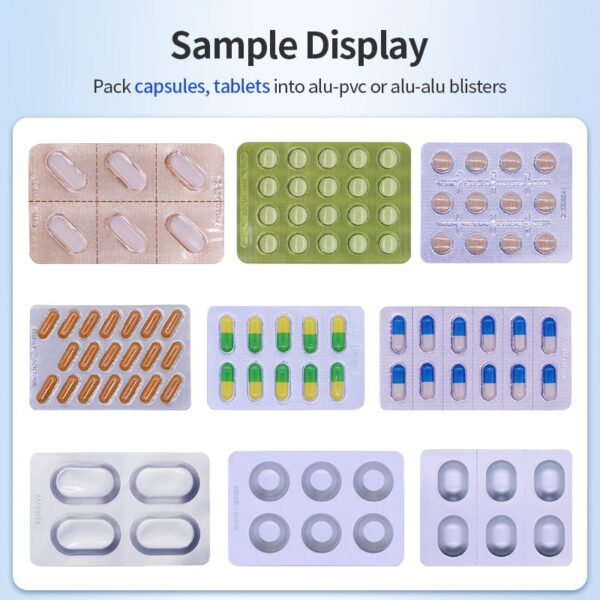
1.3 물질적 피로 & 비호환성
게이지 불일치: PVC 두께 <0.25mm 또는 Alu 포일 >30밀봉 온도에서 μm 굴곡 (150–180°C).
수분 흡수: 습기로 인해 부풀어 오른 PVC 수포는 냉각 중에 수축 및 변형됩니다..
1.4 타이밍 동기화 오류
서보 지연: 성형 → 밀봉 스테이션 사이의 밀리초 지연으로 에어 포켓이 갇히게 됩니다..
과도한 압축: 조기 펀치 하강으로 인해 지원되지 않는 물집이 분쇄됩니다..
2. 생산에 미치는 영향: 비용, 규정 준수 & 쓰레기
| 영역 | 결과 | 재정적 손실 |
| 수율 손실 | 8분쇄된 정제로 인한 거부율 –20% | $2,500– 배치당 $10,000 |
| 다운타임 | 30+ 수동 정리를 위한 분/시간 | $720/시간 (평균. 제약 라인) |
| 규제 위험 | cGMP/ISO 미준수 → 감사 실패 | $50k+ 리콜 페널티 |
| 재료 폐기물 | 망가진 PVC/Alu + 활성 성분 | 15–30% 더 높은 재료비 |
3. 타겟 솔루션: 정밀 엔지니어링 수정
3.1. 정렬 불량 제거
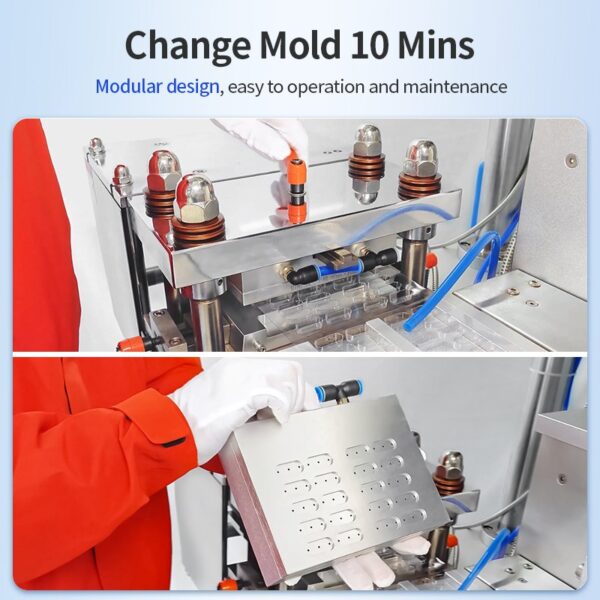
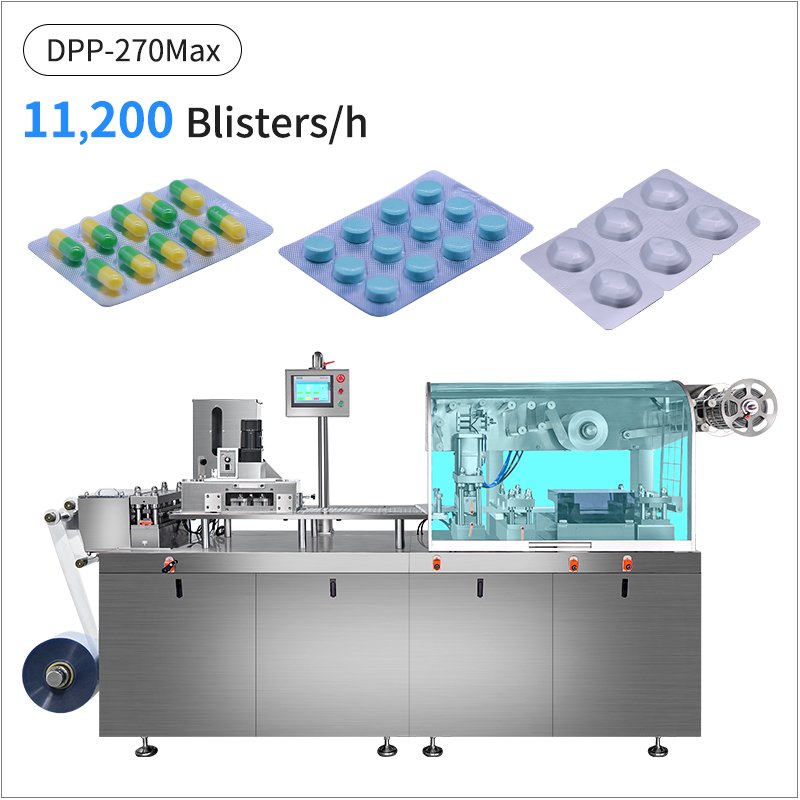
코어 샤프트 기술: 단일 축에 성형/밀봉/펀칭 스테이션 장착 (DPP-180Pro) 핸드휠 미세 조정 포함 (<0.01mm 공차).
레이저 유도 교정: 자동으로 오정렬을 수정합니다. 500 사이클.
3.2. 열성형 최적화
동적 압력 제어: 서보 조절식 진공 펌프는 0.7±0.05bar를 유지합니다..
이중 단계 가열: 예열 + 성형 영역은 균일한 PVC 연성을 보장합니다..
3.3. 재료 & 프로세스 제어
자동 게이지 센서: 0.25~0.3mm 범위 밖의 PVC 거부.
방습 PVC: 습기 방지 필름을 사용하세요 (테스트를 거친 곳 60% RH).
3.4. 동기화 업그레이드
폐쇄 루프 서보: 인코더 피드백은 5ms 이내에 스테이션을 동기화합니다..
캐비티 지지 핀: 펀칭 중 마이크로 핀 버팀대 물집.
결론: 스마트 엔지니어링으로 분쇄를 예방할 수 있습니다
블리스 터 분쇄는 기계 정렬 불량으로 인해 발생합니다., 통제되지 않은 열성형, 또는 표준 이하의 재료 - 불가피한 것은 아닙니다.. 통합축 툴링 구현, 서보 구동 압력 제어, 실시간 모니터링으로 불량률 감소 95%. DPP-180Pro와 같은 기계는 cGMP 시설에서 거의 0에 가까운 거부율을 통해 이를 입증합니다., 정밀한 설계로 ROI를 높이면서 제거할 수 있음을 입증.
 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기