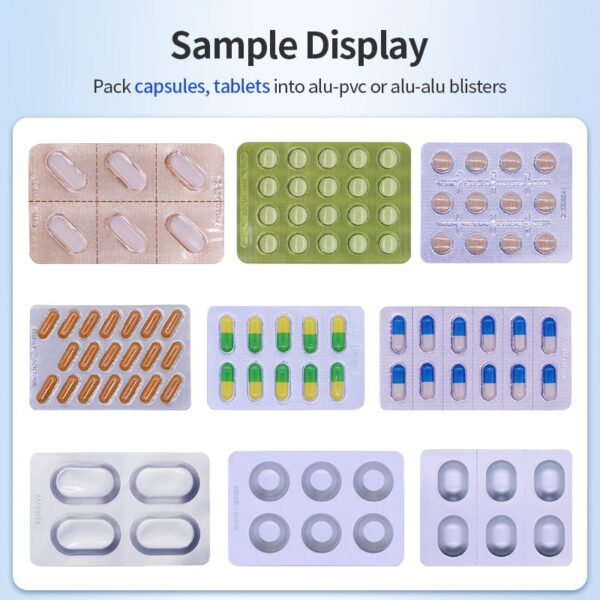
La rottura delle bolle durante la produzione è dovuta al disallineamento meccanico, squilibri termico/pressione, o incongruenze materiali, provocando cavità collassate che compromettono l’integrità del prodotto. Sotto, analizziamo le sue cause profonde, impatti, e soluzioni mirate.
1. Come avviene la rottura delle vesciche: 4 Meccanismi fondamentali
1.1 Stazioni di utensili disallineate
Fisica: Formazione, sigillatura, e le stazioni di punzonatura che operano su piani diversi esercitano forze di taglio.
Soglia critica: >0.1Lo spostamento assiale di mm schiaccia le pareti laterali del blister durante la compressione.
1.2 Difetti di vuoto/termoformatura
Fallimento del processo: Pressione del vuoto incoerente (sotto 0.6 sbarra) crea pareti della cavità deboli.
Difetti nel trasferimento di calore: Il riscaldamento irregolare provoca variazioni di spessore del PVC (±0,05 mm), inducendo il collasso sotto la pressione di tenuta.
1.3 Fatica materiale & Incompatibilità
Mancata corrispondenza dello scartamento: Spessore del PVC <0.25mm o foglio di alluminio >30μm si flette alle temperature di sigillatura (150–180°C).
Assorbimento dell'umidità: I blister in PVC gonfiati dall'umidità si restringono e si deformano durante il raffreddamento.
1.4 Errori di sincronizzazione dei tempi
Servo ritardo: Ritardi di millisecondi tra le stazioni di formatura → sigillatura intrappolano le sacche d'aria.
Sovracompressione: La discesa prematura del punzone schiaccia le vesciche non supportate.
2. Impatti sulla produzione: Costo, Conformità & Sciupare
| Zona | Conseguenza | Perdita finanziaria |
| Perdita di rendimento | 8–20% tasso di rigetto delle compresse frantumate | $2,500–$ 10.000 per lotto |
| Tempi di inattività | 30+ minuti/ora per lo sdoganamento manuale | $720/ora (media. linea farmaceutica) |
| Rischio normativo | Non conformità cGMP/ISO → audit falliti | $50k+ penalità di richiamo |
| Rifiuti materiali | PVC/Alu rovinato + principi attivi | 15–30% in più di costi dei materiali |
3. Soluzioni mirate: Correzioni di ingegneria di precisione
3.1. Elimina il disallineamento
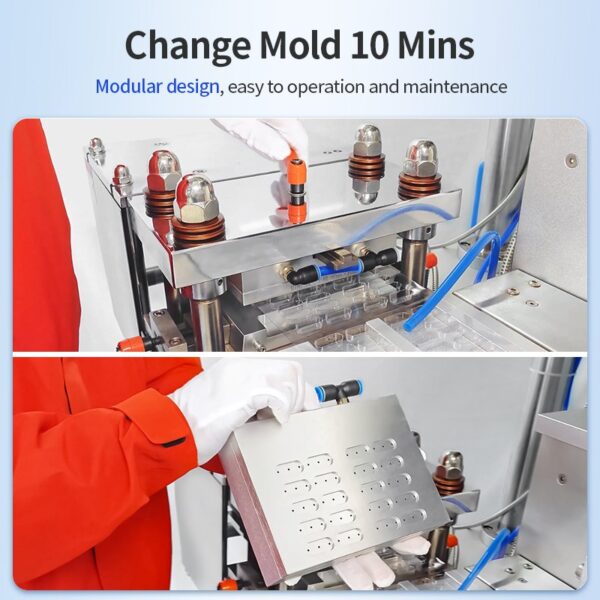
Tecnologia Core-Shaft: Montare stazioni di formatura/saldatura/fustellatura su un unico asse (Dpp-180pro) con microregolazione a volantino (<0.01tolleranza mm).
Calibrazione guidata dal laser: Correzione automatica del disallineamento ogni 500 cicli.
3.2. Ottimizza la termoformatura
Controllo dinamico della pressione: Le pompe per vuoto servoregolate mantengono 0,7±0,05 bar.
Riscaldamento a doppio stadio: Preriscaldare + le zone di formatura garantiscono una duttilità uniforme del PVC.
3.3. Materiale & Controlli di processo
Sensori di misurazione automatica: Rifiutare il PVC al di fuori dell'intervallo 0,25–0,3 mm.
PVC resistente all'umidità: Utilizzare pellicole antiumidità (testato a 60% RH).
3.4. Aggiornamenti della sincronizzazione
Servi a circuito chiuso: Il feedback del codificatore sincronizza le stazioni entro 5 ms.
Perni di supporto della cavità: I micro-perni fissano i blister durante la punzonatura.
Conclusione: Lo schiacciamento è prevenibile con l'ingegneria intelligente
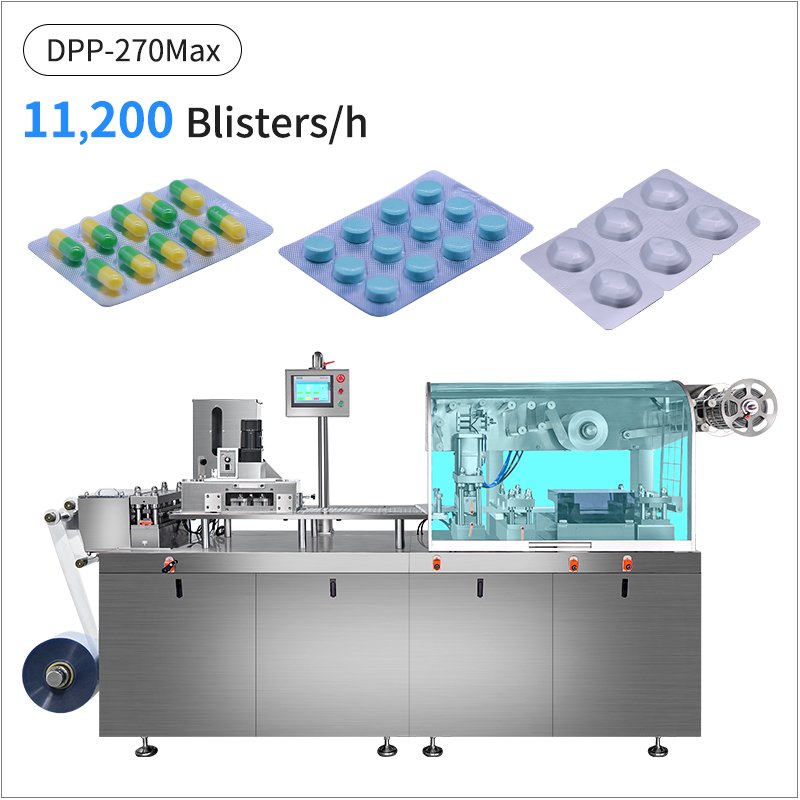
La rottura delle vesciche è originata dal disallineamento della macchina, termoformatura non controllata, o materiali scadenti: non inevitabilità. Implementazione di utensili ad asse unificato, controllo della pressione servocomandato, e il monitoraggio in tempo reale riduce i difetti di 95%. Macchine come DPP-180Pro lo dimostrano attraverso tassi di rigetto prossimi allo zero nelle strutture cGMP, dimostrando che la progettazione precisa elimina e allo stesso tempo aumenta il ROI.
 Vai al contenuto
Vai al contenuto