O esmagamento de bolhas durante a produção decorre de desalinhamento mecânico, desequilíbrios térmicos/de pressão, ou inconsistências materiais, causando cavidades colapsadas que comprometem a integridade do produto. Abaixo, dissecamos suas causas raízes, impactos, e soluções direcionadas.
1. Como acontece o esmagamento de bolhas: 4 Mecanismos Centrais
1.1 Estações de ferramentas desalinhadas
Física: Formando, vedação, e estações de puncionamento operando em planos diferentes exercem forças de cisalhamento.
Limite Crítico: >0.1mm deslocamento axial esmaga as paredes laterais da bolha durante a compressão.
1.2 Defeitos de Vácuo/Termoformação
Falha no processo: Pressão de vácuo inconsistente (abaixo 0.6 bar) cria paredes de cavidades fracas.
Falhas na transferência de calor: Aquecimento desigual provoca variações na espessura do PVC (±0,05mm), induzindo colapso sob pressão de vedação.
1.3 Fadiga de Materiais & Incompatibilidade
Incompatibilidade de medidor: Espessura do PVC <0.25mm ou folha de alumínio >30μm flexiona em temperaturas de vedação (150–180ºC).
Absorção de umidade: Bolhas de PVC inchadas pela umidade encolhem e deformam durante o resfriamento.
1.4 Erros de sincronização de tempo
Servo Lag: Atrasos de milissegundos entre a formação → estações de vedação retêm bolsas de ar.
Excesso de compressão: A descida prematura do soco esmaga bolhas sem suporte.
2. Impactos na produção: Custo, Conformidade & Desperdício
| Área | Conseqüência | Perda Financeira |
| Perda de rendimento | 8–20% de taxa de rejeição de comprimidos triturados | $2,500–$ 10.000 por lote |
| Tempo de inatividade | 30+ minutos/hora para liberação manual | $720/horas (média. linha farmacêutica) |
| Risco Regulatório | Não conformidade com cGMP/ISO → auditorias fracassadas | $50k+ penalidades de recall |
| Desperdício de materiais | PVC/Alu arruinado + ingredientes ativos | 15–Custos de material 30% mais altos |
3. Soluções direcionadas: Correções de engenharia de precisão
3.1. Elimine o desalinhamento
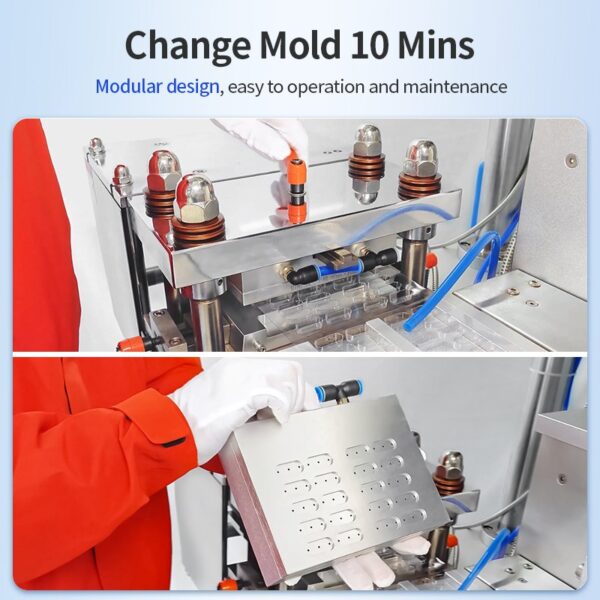
Tecnologia Core-Shaft: Montar estações de conformação/selagem/puncionamento em um único eixo (DPP-180Pro) com microajuste no volante (<0.01tolerância mm).
Calibração guiada por laser: Corrija automaticamente o desalinhamento a cada 500 ciclos.
3.2. Otimize a Termoformagem
Controle Dinâmico de Pressão: As bombas de vácuo servo-reguladas mantêm 0,7±0,05 bar.
Aquecimento de dois estágios: Pré-aquecer + zonas de formação garantem ductilidade uniforme do PVC.
3.3. Material & Controles de Processo
Sensores de medição automática: Rejeitar PVC fora da faixa de 0,25–0,3 mm.
PVC resistente à umidade: Use filmes anti-umidade (testado em 60% RH).
3.4. Atualizações de sincronização
Servos de circuito fechado: O feedback do codificador sincroniza estações em 5 ms.
Pinos de suporte de cavidade: Bolhas de suporte de micropinos durante a perfuração.
Conclusão: O esmagamento é evitável com engenharia inteligente
O esmagamento de bolhas se origina do desalinhamento da máquina, termoformação não controlada, ou materiais de qualidade inferior - não é inevitável. Implementando ferramentas de eixo unificado, controle de pressão servo-acionado, e o monitoramento em tempo real reduz defeitos 95%. Máquinas como a DPP-180Pro demonstram isso por meio de taxas de rejeição próximas de zero em instalações cGMP, provando que o design de precisão elimina e aumenta o ROI.
 Pular para o conteúdo
Pular para o conteúdo