Ever push a pill through a flimsy, poorly formed blister? It’s frustrating. Crisp, rigid blister packs aren’t just satisfying to use; they are critical for product protection, bằng chứng giả mạo, and consumer confidence. Achieving this consistent rigidity boils down to three core engineering principles mastered by high-performance blister packaging machines: Precise Pressure Uniformity, Cavity-Level Sealing Integrity, and Strategic Bottom Cooling. Let’s dissect the science behind the snap.
1. Precise Pressure Uniformity
The key to uniform, crisp blisters starts with perfectly even pressure distribution across the entire forming area. Imagine trying to shape dough with an uneven rolling pin-you’d get inconsistent thickness and weak spots. The same applies to thermoforming PVC or other films.
How it Works: During the forming cycle (using vacuum, pressure, or a combination), the force drawing or pushing the heated plastic film into the mold cavity must be absolutely uniform at every single point across the mold surface.
The Result: This uniform pressure ensures the plastic film stretches evenly into every cavity. Each blister forms to precisely the same depth and wall thickness. There are no thin, weak areas prone to flexing or rupture, and no thick, distorted sections. Consistency equals crispness. Variations in pressure lead to inconsistent blister depth, wall thickness, and ultimately, a flimsy feel.
2. Single Blister Sealing Integrity
The main working principle of molding is that after the high-temperature softened PVC reaches the molding mold, the molding upper mold is tightly pressed on the PVC, and the pores in the mold release compressed air, so that the PVC quickly forms a single blister in the molding mold.
In order to save costs, some blister packaging machine manufacturers have only one seal on the molding upper mold, and two or even three blisters share one seal. Any slight unevenness on the mold surface or PVC material will cause tiny leaks of compressed air between the cavities, resulting in the PVC and the molding upper mold not being completely sealed. The result? “Blooming”-soft, rounded, ill-defined blisters lacking sharp edges and rigidity.
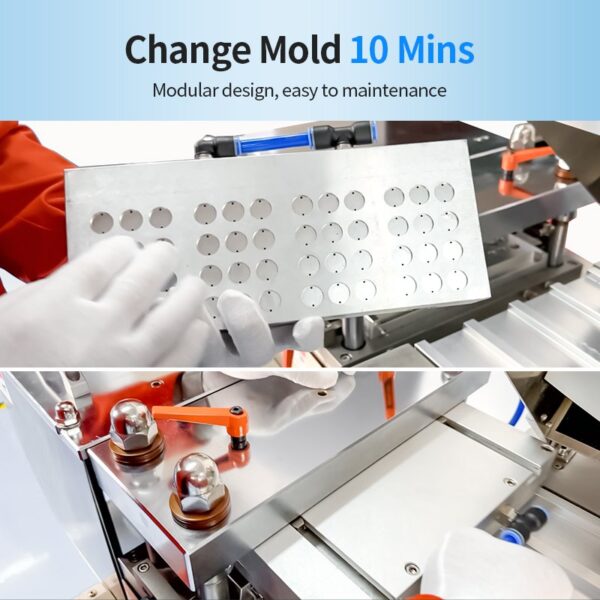
The Superior Solution: Individual Cavity Seals: Advanced blister machines feature an upper mold plate designed with a dedicated sealing surface around every single blister cavity. Think of it like an individual gasket for each pocket.
Why it Wins: This cavity-level sealing guarantees an airtight lock specifically where it matters most-directly around each forming pocket. Even if minor imperfections exist elsewhere on the plate, the seal for each blister remains intact. This ensures maximum compressed air or pressure efficiency for that specific cavity, forcing the hot plastic into intimate contact with every contour and corner of the mold. The outcome is consistently sharp edges, deep draws, and a rigid, well-defined blister structure.
3. Strategic Bottom Cooling: Locking in the Rigidity Instantly
Forming the perfect shape is only half the battle. Locking it in place before internal stresses can cause relaxation or warping is crucial for lasting crispness. This is where rapid and targeted cooling becomes non-negotiable.
The Physics: When heated plastic (typically PVC at 120-180°C/250-350°F) is formed, its polymer chains stretch. Rigidity comes when these chains rapidly “freeze” in their new, extended position as the material cools below its glass transition temperature.
The Risk of Slow Cooling: If cooling is slow, the polymer chains have time to partially relax back towards their original state before solidifying. This relaxation causes shrinkage, warping, and a significant loss of rigidity and definition – the blister feels soft and “lifeless.”
The Power of Bottom Cooling: RUING‘s DPP-270Max incorporate efficient cooling channels positioned directly beneath the mold cavities. Chilled water (10-20°C / 50-68°F) is rapidly circulated through these channels the instant forming is complete.
Why Placement Matters: Cooling from the bottom (the side in direct contact with the formed blister) provides the most efficient heat transfer path. The cold metal mold surface aggressively draws heat out of the plastic, solidifying it from the cavity side outward.
Instantaneous Set: This rapid, targeted heat extraction “freezes” the polymer chains almost instantaneously in their fully formed, stretched state. There’s no time for relaxation or shrinkage. This process, known as “setting,” delivers the characteristic snap, dead-fold rigidity, and dimensional stability essential for a truly crisp blister pack.
The Synergy: Kỹ thuật xuất sắc trong hành động
Ba yếu tố này: Áp suất đồng đều, Phớt cấp khoang, và Làm mát đáy – không phải là các tính năng độc lập; họ làm việc với sức mạnh tổng hợp mạnh mẽ:
(1). Áp suất đồng đều đảm bảo nhựa được phân bổ đều thành hình dạng mong muốn.
(2). Niêm phong cấp độ khoang đảm bảo rằng lực tạo hình hoạt động với hiệu quả tối đa trên mỗi vỉ, buộc nhựa tiếp xúc hoàn hảo với khuôn để có độ sắc nét.
(3). Làm mát đáy chiến lược ngay lập tức khóa hình dạng hoàn hảo này vào đúng vị trí, ngăn chặn bất kỳ sự thư giãn nào và đảm bảo độ cứng lâu dài.
Phần kết luận
Đạt được độ sắc nét nhất quán, cứng nhắc, và các vỉ bảo vệ là kết quả trực tiếp của kỹ thuật chính xác tập trung vào các khu vực quan trọng này. Máy có khả năng phân phối áp suất đồng đều, thực hiện công nghệ bịt kín cấp độ khoang thực sự, và sử dụng hệ thống làm mát gắn phía dưới hiệu quả mang lại chất lượng bao bì tuyệt vời. Điều này chuyển trực tiếp đến việc bảo vệ sản phẩm vượt trội, nâng cao sự hài lòng của người tiêu dùng với sự hoàn hảo đó “nhạc pop,” và nhận thức thương hiệu mạnh mẽ hơn thông qua sự chuyên nghiệp, bao bì đáng tin cậy. Khi đánh giá máy đóng gói vỉ, xem xét kỹ lưỡng các nguyên tắc kỹ thuật cốt lõi này - chúng là nền tảng không thể phủ nhận của hiệu suất sắc nét.