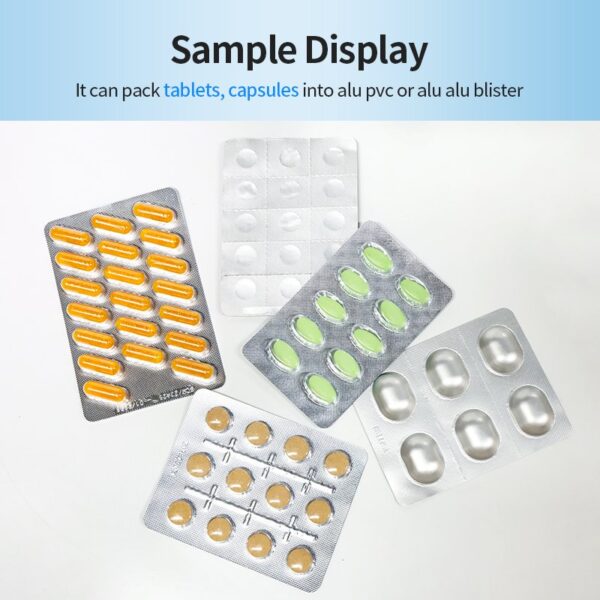
من أي وقت مضى دفع حبوب منع الحمل من خلال واهية, نفطة سيئة التشكيل? إنه أمر محبط. هش, العبوات الفقاعية الصلبة ليست مرضية للاستخدام فقط; فهي ضرورية لحماية المنتج, أدلة التلاعب, وثقة المستهلك. يتلخص تحقيق هذه الصلابة المتسقة في ثلاثة مبادئ هندسية أساسية تتقنها آلات تعبئة الفقاعات عالية الأداء: توحيد الضغط الدقيق, سلامة الختم على مستوى التجويف, والتبريد السفلي الاستراتيجي. دعونا نحلل العلم وراء الخاطف.
1. توحيد الضغط الدقيق
مفتاح الزي الموحد, تبدأ البثور الواضحة بتوزيع الضغط بشكل متساوٍ تمامًا عبر منطقة التشكيل بأكملها. تخيل أنك تحاول تشكيل العجين باستخدام شوبك غير متساوٍ، وسوف تحصل على سمك غير متناسق ونقاط ضعف. الأمر نفسه ينطبق على PVC الحراري أو الأفلام الأخرى.
كيف يعمل: خلال دورة التشكيل (باستخدام الفراغ, ضغط, أو مزيج), يجب أن تكون قوة السحب أو دفع الفيلم البلاستيكي الساخن داخل تجويف القالب موحدة تمامًا عند كل نقطة عبر سطح القالب.
النتيجة: هذا الضغط الموحد يضمن تمدد الغشاء البلاستيكي بالتساوي في كل تجويف. تتشكل كل بثرة بنفس العمق وسمك الجدار. لا توجد رقيقة, المناطق الضعيفة المعرضة للثني أو التمزق, وليس سميكة, أقسام مشوهة. الاتساق يساوي الهشاشة. تؤدي الاختلافات في الضغط إلى عمق غير متناسق للفقاعة, سمك الجدار, وفي نهاية المطاف, شعور واهية.
2. سلامة ختم نفطة واحدة
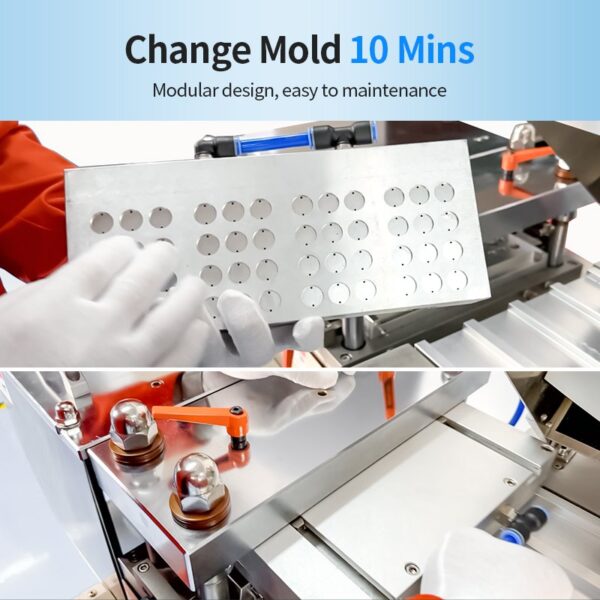
مبدأ العمل الرئيسي للتشكيل هو أنه بعد وصول PVC المخفف بدرجة الحرارة العالية إلى قالب التشكيل, يتم ضغط القالب العلوي بإحكام على PVC, وتطلق المسام الموجودة في القالب الهواء المضغوط, بحيث يشكل PVC بسرعة نفطة واحدة في قالب التشكيل.
من أجل توفير التكاليف, بعض الشركات المصنعة لآلات تعبئة الفقاعة لديها ختم واحد فقط على القالب العلوي, وتشترك بثورتان أو حتى ثلاث بثور في ختم واحد. أي تفاوت طفيف على سطح القالب أو مادة PVC سوف يسبب تسربًا صغيرًا للهواء المضغوط بين التجاويف, مما يؤدي إلى عدم إغلاق PVC والقالب العلوي تمامًا. النتيجة? “تزهر”-ناعم, مدور, بثور غير واضحة المعالم تفتقر إلى الحواف الحادة والصلابة.
الحل المتفوق: الأختام تجويف الفردية: تتميز آلات البثرة المتقدمة بلوحة القالب العلوية المصممة بسطح مانع للتسرب مخصص حول كل تجويف نفطة. فكر في الأمر وكأنه حشية فردية لكل جيب.
لماذا يفوز: يضمن هذا الختم على مستوى التجويف قفلًا محكمًا على وجه التحديد في الأماكن الأكثر أهمية بشكل مباشر حول كل جيب تشكيل. حتى لو كانت هناك عيوب طفيفة في مكان آخر على اللوحة, يبقى ختم كل نفطة سليما. وهذا يضمن أقصى قدر من كفاءة الهواء المضغوط أو الضغط لهذا التجويف المحدد, إجبار البلاستيك الساخن على الاتصال الحميم مع كل محيط وزاوية من القالب. والنتيجة هي حواف حادة باستمرار, توجهات عميقة, وجامدة, هيكل نفطة محددة جيدا.
3. التبريد السفلي الاستراتيجي: قفل في الصلابة على الفور
إن تشكيل الشكل المثالي هو نصف المعركة فقط. يعد تثبيته في مكانه قبل أن تتسبب الضغوط الداخلية في الاسترخاء أو الالتواء أمرًا ضروريًا للحصول على هشاشة دائمة. هذا هو المكان الذي يصبح فيه التبريد السريع والموجه غير قابل للتفاوض.
الفيزياء: عند تسخين البلاستيك (عادة PVC عند 120-180 درجة مئوية / 250-350 درجة فهرنهايت) يتم تشكيل, وتمتد سلاسل البوليمر الخاصة بها. وتأتي الصلابة عندما تتسارع هذه السلاسل “تجميد” في جديدهم, موضع ممتد حيث تبرد المادة إلى ما دون درجة حرارة التزجج.
خطر التبريد البطيء: إذا كان التبريد بطيئا, تتمتع سلاسل البوليمر بالوقت الكافي لتسترخي جزئيًا وتعود إلى حالتها الأصلية قبل أن تتصلب. هذا الاسترخاء يسبب الانكماش, تزييفها, وفقدان كبير للصلابة والتعريف - تبدو البثرة ناعمة و “هامدة.”
قوة التبريد السفلي: رويدايشتمل DPP-270Max الخاص بـ DPP على قنوات تبريد فعالة موضوعة مباشرة أسفل تجاويف القالب. الماء البارد (10-20درجة مئوية / 50-68درجة فهرنهايت) يتم تداوله بسرعة من خلال هذه القنوات ويكتمل التشكيل الفوري.
لماذا يهم التنسيب: التبريد من الأسفل (الجانب الذي يكون على اتصال مباشر مع البثرة المتكونة) يوفر مسار نقل الحرارة الأكثر كفاءة. يقوم سطح القالب المعدني البارد بسحب الحرارة بقوة من البلاستيك, وترسيخه من جانب التجويف إلى الخارج.
مجموعة لحظية: هذا السريع, استخراج الحرارة المستهدفة “يتجمد” سلاسل البوليمر بشكل فوري تقريبًا في شكلها الكامل, حالة ممتدة. ليس هناك وقت للاسترخاء أو الانكماش. هذه العملية, المعروف باسم “جلسة,” يسلم المفاجئة المميزة, صلابة أضعاف ميتة, واستقرار الأبعاد ضروري لحزمة نفطة واضحة حقًا.
التآزر: التميز الهندسي في العمل
هذه العناصر الثلاثة: الضغط الموحد, الأختام على مستوى التجويف, والتبريد السفلي – ليست ميزات مستقلة; إنهم يعملون في تآزر قوي:
(1). يضمن الضغط الموحد توزيع البلاستيك بالتساوي على الشكل المطلوب.
(2). يضمن الختم على مستوى التجويف أن قوة التشكيل تعمل بأقصى قدر من الكفاءة على كل نفطة, إجبار البلاستيك على الاتصال التام بالقالب للحصول على تعريف واضح.
(3). يعمل نظام التبريد السفلي الاستراتيجي على تثبيت هذا الشكل المثالي في مكانه على الفور, منع أي استرخاء وضمان صلابة دائمة.
خاتمة
تحقيق هش باستمرار, جامد, والعبوات الفقاعية الواقية هي نتيجة مباشرة للهندسة الدقيقة التي تركز على هذه المجالات الحيوية. الآلات التي تتقن توزيع الضغط الموحد, تنفيذ تكنولوجيا الختم الحقيقية على مستوى التجويف, واستخدام أنظمة تبريد فعالة مثبتة في الأسفل توفر جودة لا مثيل لها. وهذا يترجم مباشرة إلى حماية فائقة للمنتج, تعزيز رضا المستهلك مع هذا الكمال “البوب,” وإدراك أقوى للعلامة التجارية من خلال الاحتراف, تغليف موثوق. عند تقييم آلات التعبئة والتغليف نفطة, قم بفحص هذه المبادئ الهندسية الأساسية - فهي الأساس الذي لا يمكن إنكاره للأداء الواضح.
 انتقل إلى المحتوى
انتقل إلى المحتوى