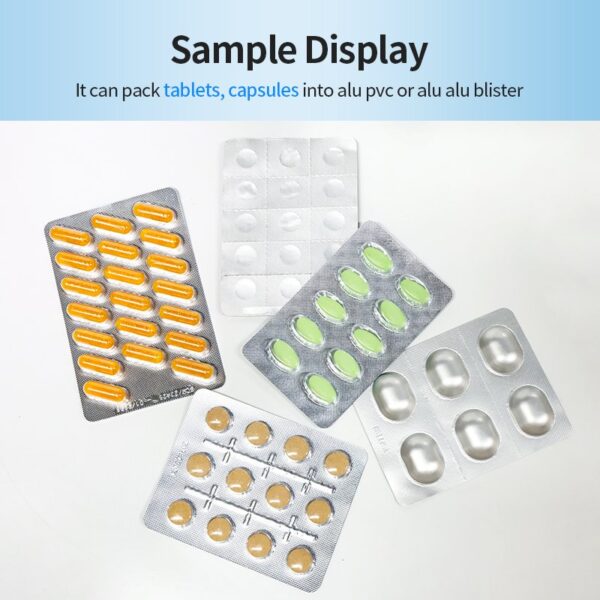
Avez-vous déjà poussé une pilule dans un étui fragile, ampoule mal formée? C'est frustrant. Croustillant, les blisters rigides ne sont pas seulement satisfaisants à utiliser; ils sont essentiels à la protection des produits, preuve d'inviolabilité, et la confiance des consommateurs. Atteindre cette rigidité constante se résume à trois principes d’ingénierie fondamentaux maîtrisés par les machines d’emballage blister hautes performances: Uniformité précise de la pression, Intégrité de l'étanchéité au niveau de la cavité, et refroidissement stratégique par le bas. Décrivons la science derrière le cliché.
1. Uniformité précise de la pression
La clé de l'uniforme, des ampoules croustillantes commencent par une répartition parfaitement uniforme de la pression sur toute la zone de formage. Imaginez que vous essayiez de façonner la pâte avec un rouleau à pâtisserie inégal : vous obtiendriez une épaisseur incohérente et des points faibles.. Il en va de même pour le thermoformage de PVC ou autres films.
Comment ça marche: Pendant le cycle de formage (utiliser le vide, pression, ou une combinaison), la force d'aspiration ou de poussée du film plastique chauffé dans la cavité du moule doit être absolument uniforme en chaque point de la surface du moule.
Le résultat: Cette pression uniforme garantit que le film plastique s'étire uniformément dans chaque cavité. Chaque ampoule se forme exactement à la même profondeur et épaisseur de paroi. Il n'y a pas de mince, zones faibles sujettes à la flexion ou à la rupture, et pas d'épaisseur, sections déformées. La cohérence est égale au croustillant. Les variations de pression entraînent une profondeur de cloque incohérente, épaisseur de paroi, et finalement, une sensation fragile.
2. Intégrité du scellage d’un blister unique
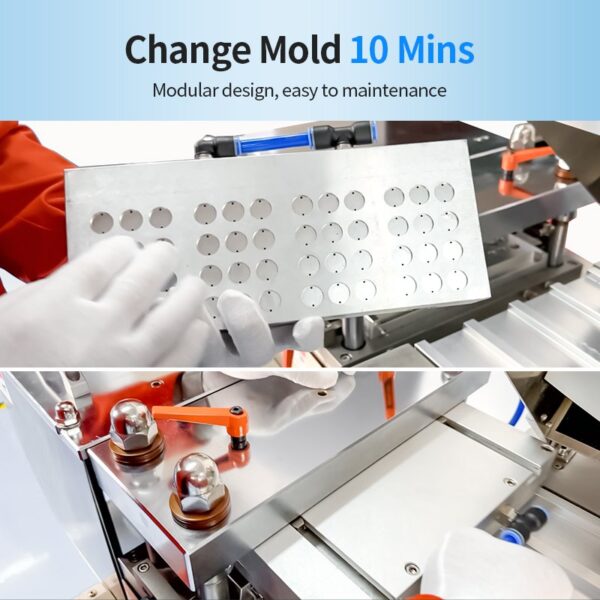
Le principe de fonctionnement principal du moulage est qu'une fois que le PVC ramolli à haute température atteint le moule de moulage, le moule supérieur de moulage est fermement pressé sur le PVC, et les pores du moule libèrent de l'air comprimé, afin que le PVC forme rapidement une seule ampoule dans le moule de moulage.
Afin d'économiser des coûts, certains fabricants de machines d'emballage sous blister n'ont qu'un seul joint sur le moule supérieur de moulage, et deux ou même trois ampoules partagent un même sceau. Toute légère irrégularité sur la surface du moule ou sur le matériau PVC provoquera de minuscules fuites d'air comprimé entre les cavités., ce qui fait que le PVC et le moule supérieur de moulage ne sont pas complètement scellés. Le résultat? “Épanouissement”-doux, arrondi, ampoules mal définies manquant de bords tranchants et de rigidité.
La solution supérieure: Joints à cavité individuels: Les blisters avancés sont dotés d'une plaque de moule supérieure conçue avec une surface d'étanchéité dédiée autour de chaque cavité du blister.. Pensez-y comme à un joint individuel pour chaque poche.
Pourquoi ça gagne: Ce scellement au niveau de la cavité garantit un verrouillage hermétique spécifiquement là où cela compte le plus, directement autour de chaque poche de formage.. Même si des imperfections mineures existent ailleurs sur la plaque, le sceau de chaque blister reste intact. Cela garantit une efficacité maximale de l'air comprimé ou de la pression pour cette cavité spécifique., forcer le plastique chaud à entrer en contact intime avec chaque contour et coin du moule. Le résultat est des bords toujours nets, tirages profonds, et un rigide, structure de blister bien définie.
3. Refroidissement stratégique par le bas: Verrouillage instantané de la rigidité
Former la forme parfaite ne représente que la moitié de la bataille. Le verrouiller en place avant que les contraintes internes ne provoquent une relaxation ou une déformation est crucial pour un croustillant durable. C'est là que le refroidissement rapide et ciblé devient non négociable..
La physique: Lorsque le plastique est chauffé (généralement en PVC à 120-180°C/250-350°F) est formé, ses chaînes de polymère s'étirent. La rigidité vient lorsque ces chaînes “geler” dans leur nouveau, position étendue lorsque le matériau refroidit en dessous de sa température de transition vitreuse.
Le risque d’un refroidissement lent: Si le refroidissement est lent, les chaînes polymères ont le temps de se détendre partiellement vers leur état d'origine avant de se solidifier. Ce relâchement provoque un retrait, gauchissement, et une perte significative de rigidité et de définition – l'ampoule est douce et “sans vie.”
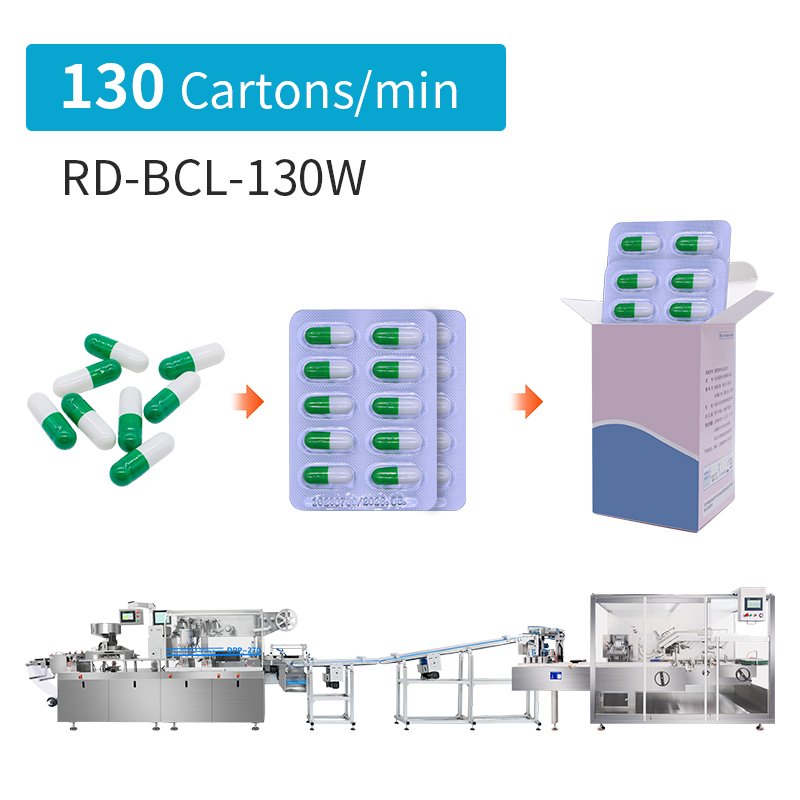
La puissance du refroidissement par le bas: bruitLe DPP-270Max intègre des canaux de refroidissement efficaces positionnés directement sous les cavités du moule. Eau glacée (10-20°C / 50-68°F) circule rapidement à travers ces canaux, le formage instantané est terminé.
Pourquoi le placement est important: Refroidissement par le bas (le côté en contact direct avec le blister formé) fournit le chemin de transfert de chaleur le plus efficace. La surface froide du moule en métal évacue de manière agressive la chaleur du plastique., en le solidifiant du côté de la cavité vers l'extérieur.
Prise instantanée: Ce rapide, extraction de chaleur ciblée “gèle” les chaînes polymères presque instantanément dans leur forme entièrement formée, état étiré. Il n’y a pas de temps pour se détendre ou rétrécir. Ce processus, connu sous le nom “paramètre,” offre le claquement caractéristique, rigidité mortelle, et stabilité dimensionnelle essentielles pour un blister vraiment croustillant.
La synergie: L'excellence en ingénierie en action
Ces trois éléments: Pression uniforme, Joints au niveau de la cavité, et Bottom Cooling – ne sont pas des fonctionnalités autonomes; ils travaillent en puissante synergie:
(1). Une pression uniforme garantit que le plastique est uniformément réparti dans la forme souhaitée.
(2). Le scellage au niveau de la cavité garantit que la force de formage fonctionne avec une efficacité maximale sur chaque blister., forcer le plastique à entrer en contact parfait avec le moule pour une définition nette.
(3). Le refroidissement stratégique par le bas verrouille instantanément cette forme parfaite en place, empêchant tout relâchement et assurant une rigidité durable.
Conclusion
Obtenir un croustillant constant, rigide, et les blisters de protection sont le résultat direct d'une ingénierie de précision axée sur ces domaines critiques. Des machines qui maîtrisent la répartition uniforme de la pression, mettre en œuvre une véritable technologie d’étanchéité au niveau de la cavité, et utilise des systèmes de refroidissement efficaces montés par le bas pour offrir une qualité d'emballage inégalée. Cela se traduit directement par une protection supérieure du produit, satisfaction accrue des consommateurs grâce à ce parfait “populaire,” et une perception de marque plus forte grâce à des professionnels, emballage fiable. Lors de l'évaluation des machines d'emballage sous blister, examiner ces principes d’ingénierie fondamentaux : ils constituent le fondement indéniable d’une performance impeccable.
 Passer au contenu
Passer au contenu