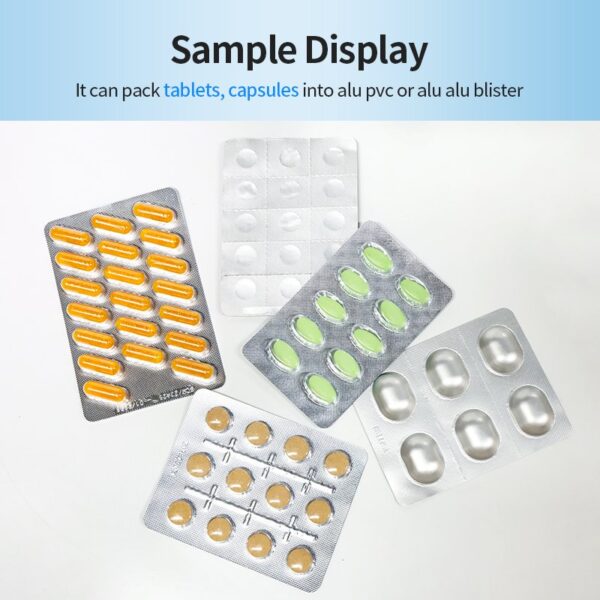
تا به حال یک قرص را از لابه لای آن فشار دهید, تاول بد شکل گرفته? ناامید کننده است. ترد, بسته های تاول سفت و سخت فقط برای استفاده راضی کننده نیستند; آنها برای حفاظت از محصول حیاتی هستند, شواهد دستکاری, و اعتماد مصرف کننده. دستیابی به این سفتی ثابت به سه اصل مهندسی اصلی خلاصه می شود که توسط دستگاه های بسته بندی با عملکرد بالا تسلط دارند.: یکنواختی فشار دقیق, یکپارچگی آب بندی در سطح حفره, و خنک کننده استراتژیک پایین. بیایید علم پشت این عکس را تشریح کنیم.
1. یکنواختی فشار دقیق
کلید یونیفرم, تاول های ترد با توزیع فشار کاملاً یکنواخت در کل ناحیه تشکیل شروع می شود. تصور کنید سعی می کنید خمیر را با یک وردنه ناهموار شکل دهید - ضخامت و لکه های ضعیفی خواهید داشت.. همین امر در مورد ترموفرمینگ PVC یا فیلم های دیگر نیز صدق می کند.
چگونه کار می کند: در طول چرخه شکل گیری (با استفاده از خلاء, فشار, یا ترکیبی), کشش نیرو یا فشار دادن فیلم پلاستیکی گرم شده به داخل حفره قالب باید در هر نقطه از سطح قالب کاملاً یکنواخت باشد..
نتیجه: این فشار یکنواخت باعث می شود که فیلم پلاستیکی به طور یکنواخت در هر حفره کشیده شود. هر تاول دقیقاً به همان عمق و ضخامت دیواره تشکیل می شود. نازک وجود ندارد, مناطق ضعیف مستعد خم شدن یا پارگی, و بدون ضخامت, بخش های تحریف شده. سازگاری برابر با تردی است. تغییرات در فشار منجر به عدم سازگاری عمق تاول می شود, ضخامت دیوار, و در نهایت, یک احساس سست.
2. یکپارچگی آب بندی تک تاول
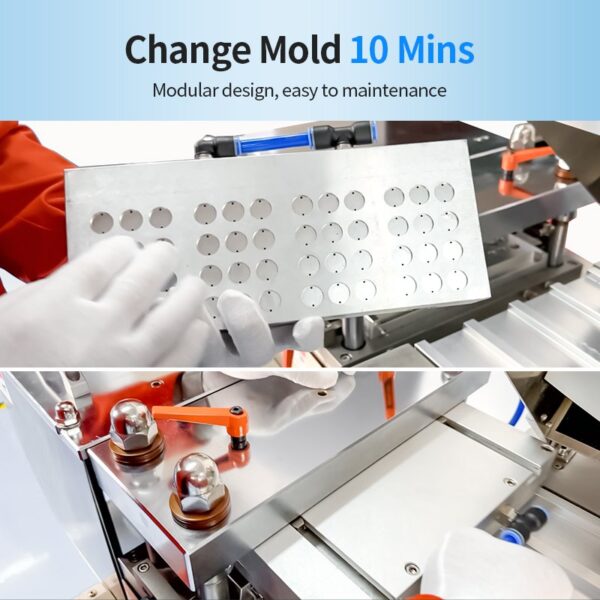
اصل کار قالب گیری این است که پس از رسیدن پی وی سی نرم شده با دمای بالا به قالب قالب گیری, قالب بالایی قالب گیری محکم روی PVC فشرده می شود, و منافذ در قالب هوای فشرده را آزاد می کنند, به طوری که پی وی سی به سرعت یک تاول در قالب قالب گیری تشکیل می دهد.
به منظور صرفه جویی در هزینه ها, برخی از تولید کنندگان دستگاه های بسته بندی تاول تنها یک مهر و موم بر روی قالب بالایی قالب گیری دارند, و دو یا حتی سه تاول یک مهر مشترک دارند. هر گونه ناهمواری جزئی روی سطح قالب یا مواد پی وی سی باعث نشتی ریز هوای فشرده بین حفره ها می شود., در نتیجه پی وی سی و قالب بالایی قالب گیری به طور کامل آب بندی نمی شوند. نتیجه? “شکوفه دادن”-نرم, گرد شده, تاول های نامشخص بدون لبه های تیز و سفتی.
راه حل برتر: مهر و موم حفره فردی: دستگاه های تاول ساز پیشرفته دارای یک صفحه قالب بالایی هستند که با یک سطح آب بندی اختصاصی در اطراف هر حفره تاول طراحی شده است.. آن را مانند یک واشر جداگانه برای هر جیب در نظر بگیرید.
چرا برنده می شود: این آب بندی در سطح حفره قفل هوادهی را به ویژه در جایی که بیشترین اهمیت را دارد - به طور مستقیم در اطراف هر جیب شکل دهنده تضمین می کند.. حتی اگر عیوب جزئی در جای دیگری از بشقاب وجود داشته باشد, مهر و موم هر تاول دست نخورده باقی می ماند. این امر حداکثر راندمان هوای فشرده یا فشار را برای آن حفره خاص تضمین می کند, پلاستیک داغ را مجبور به تماس نزدیک با هر کانتور و گوشه قالب می کند. نتیجه، لبه های تیز مداوم است, قرعه کشی های عمیق, و سفت و سخت, ساختار تاول به خوبی تعریف شده است.
3. خنک کننده استراتژیک پایین: قفل کردن در استحکام فورا
شکل گیری شکل عالی تنها نیمی از نبرد است. قفل کردن آن در محل قبل از استرس های داخلی باعث ایجاد آرامش یا تاب برداشتن برای تردی ماندگار می شود.. اینجاست که خنک سازی سریع و هدفمند غیر قابل مذاکره می شود.
فیزیک: وقتی پلاستیک گرم می شود (معمولاً PVC در دمای 120-180 درجه سانتیگراد / 250-350 درجه فارنهایت) تشکیل می شود, زنجیره های پلیمری آن کشیده می شود. سفتی زمانی به وجود می آید که این زنجیرها به سرعت انجام شوند “منجمد کردن” در جدید خود, با سرد شدن ماده در زیر دمای انتقال شیشهای، موقعیت گستردهتری پیدا میکند.
خطر سرد شدن آهسته: اگر خنک شدن کند است, زنجیرهای پلیمری قبل از انجماد فرصت دارند تا حدی به حالت اولیه خود برگردند. این آرامش باعث انقباض می شود, تاب برداشتن, و از دست دادن قابل توجهی از سفتی و تعریف - تاول احساس نرم و “بی جان”
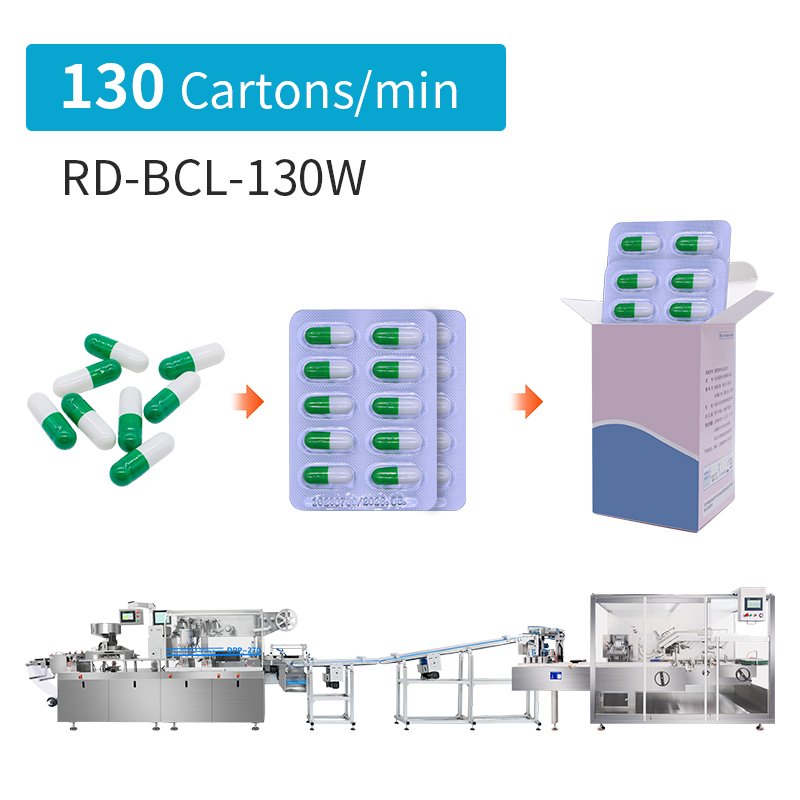
قدرت خنک کننده پایین: اتفاق افتادDPP-270Max دارای کانال های خنک کننده کارآمد است که مستقیماً در زیر حفره های قالب قرار گرفته اند.. آب سرد (10-20درجه سانتی گراد / 50-68درجه فارنهایت) به سرعت از طریق این کانال ها به گردش در می آید و شکل گیری آنی کامل می شود.
چرا جایگذاری مهم است: خنک شدن از پایین (طرف در تماس مستقیم با تاول تشکیل شده است) کارآمدترین مسیر انتقال حرارت را فراهم می کند. سطح قالب فلزی سرد به شدت گرما را از پلاستیک خارج می کند, جامد کردن آن از سمت حفره به بیرون.
مجموعه آنی: این سریع, استخراج حرارت هدفمند “یخ می زند” زنجیره های پلیمری تقریباً فوراً به طور کامل تشکیل می شوند, حالت کشیده. هیچ زمانی برای استراحت یا کوچک شدن وجود ندارد. این فرآیند, شناخته شده به عنوان “تنظیم,” ضربه محکم و ناگهانی مشخصه را ارائه می دهد, سفتی مرده, و ثبات ابعادی برای یک بسته تاولهای واقعاً ترد ضروری است.
هم افزایی: تعالی مهندسی در عمل
این سه عنصر: فشار یکنواخت, مهر و موم سطح حفره, و خنک کننده پایین - ویژگی های مستقلی نیستند; آنها در یک هم افزایی قدرتمند کار می کنند:
(1). فشار یکنواخت تضمین می کند که پلاستیک به طور مساوی به شکل دلخواه توزیع می شود.
(2). آب بندی سطح حفره تضمین می کند که نیروی تشکیل دهنده با حداکثر کارایی روی هر تاول منفرد کار می کند., مجبور کردن پلاستیک در تماس کامل با قالب برای وضوح واضح.
(3). خنک کننده استراتژیک پایین فوراً این شکل عالی را در جای خود قفل می کند, جلوگیری از هر گونه آرامش و اطمینان از استحکام پایدار.
نتیجهگیری
دستیابی به شفافیت مداوم, سفت و سخت, و بسته های تاول محافظ نتیجه مستقیم مهندسی دقیق متمرکز بر این مناطق حیاتی است. ماشین هایی که بر توزیع یکنواخت فشار تسلط دارند, فناوری آب بندی واقعی در سطح حفره را پیاده سازی کنید, و استفاده از سیستم های خنک کننده کارآمد در پایین، کیفیت بی نظیری را ارائه می دهد. این به طور مستقیم به محافظت از محصول برتر ترجمه می شود, افزایش رضایت مصرف کننده با آن کامل “پاپ,” و درک قوی تر از برند از طریق حرفه ای, بسته بندی قابل اعتماد. هنگام ارزیابی دستگاه های بسته بندی تاول, این اصول مهندسی اصلی را بررسی کنید - آنها پایه غیرقابل انکار عملکرد واضح هستند.
 پرش به محتوا
پرش به محتوا