कभी भी एक गोली को एक कमज़ोर चीज़ में धकेलें, ख़राब तरीके से बना छाला? यह निराशाजनक है. कुरकुरा, कठोर ब्लिस्टर पैक का उपयोग करना ही संतोषजनक नहीं है; वे उत्पाद सुरक्षा के लिए महत्वपूर्ण हैं, सबूत से छेड़छाड़, और उपभोक्ता का विश्वास. इस सुसंगत कठोरता को प्राप्त करने के लिए उच्च-प्रदर्शन ब्लिस्टर पैकेजिंग मशीनों द्वारा महारत हासिल किए गए तीन मुख्य इंजीनियरिंग सिद्धांत सामने आते हैं: सटीक दबाव एकरूपता, गुहा-स्तर सीलिंग अखंडता, और स्ट्रैटेजिक बॉटम कूलिंग. आइए स्नैप के पीछे के विज्ञान का विश्लेषण करें.
1. सटीक दबाव एकरूपता
वर्दी की कुंजी, कुरकुरा छाले पूरे गठन क्षेत्र में बिल्कुल समान दबाव वितरण के साथ शुरू होते हैं. एक असमान रोलिंग पिन के साथ आटे को आकार देने की कोशिश करने की कल्पना करें - आपको असंगत मोटाई और कमजोर बिंदु मिलेंगे. यही बात थर्मोफॉर्मिंग पीवीसी या अन्य फिल्मों पर भी लागू होती है.
यह काम किस प्रकार करता है: गठन चक्र के दौरान (वैक्यूम का उपयोग करना, दबाव, या एक संयोजन), गर्म प्लास्टिक फिल्म को साँचे की गुहा में खींचने या धकेलने का बल साँचे की सतह पर हर एक बिंदु पर बिल्कुल एक समान होना चाहिए.
नतीजा: यह समान दबाव सुनिश्चित करता है कि प्लास्टिक फिल्म प्रत्येक गुहा में समान रूप से फैले. प्रत्येक छाला बिल्कुल समान गहराई और दीवार की मोटाई का होता है. कोई पतले नहीं हैं, कमजोर क्षेत्रों में लचीलेपन या टूटने का खतरा होता है, और कोई गाढ़ा नहीं, विकृत खंड. संगति कुरकुरापन के बराबर है. दबाव में भिन्नता के कारण ब्लिस्टर की गहराई असंगत हो जाती है, दीवार की मोटाई, और अंत में, एक कमज़ोर एहसास.
2. सिंगल ब्लिस्टर सीलिंग इंटीग्रिटी
मोल्डिंग का मुख्य कार्य सिद्धांत यह है कि उच्च तापमान के बाद नरम पीवीसी मोल्डिंग मोल्ड तक पहुंचता है, मोल्डिंग के ऊपरी सांचे को पीवीसी पर कसकर दबाया जाता है, और सांचे के छिद्र संपीड़ित हवा छोड़ते हैं, ताकि पीवीसी जल्दी से मोल्डिंग मोल्ड में एक ब्लिस्टर बना सके.
लागत बचाने के लिए, कुछ ब्लिस्टर पैकेजिंग मशीन निर्माताओं के पास मोल्डिंग के ऊपरी सांचे पर केवल एक सील होती है, और दो या तीन फफोले एक सील साझा करते हैं. मोल्ड की सतह या पीवीसी सामग्री पर कोई भी मामूली असमानता गुहाओं के बीच संपीड़ित हवा के छोटे रिसाव का कारण बनेगी, जिसके परिणामस्वरूप पीवीसी और मोल्डिंग के ऊपरी सांचे को पूरी तरह से सील नहीं किया जा सका. नतीजा? “प्रस्फुटन”-कोमल, गोल, अपरिभाषित फफोले जिनमें तेज किनारों और कठोरता का अभाव होता है.
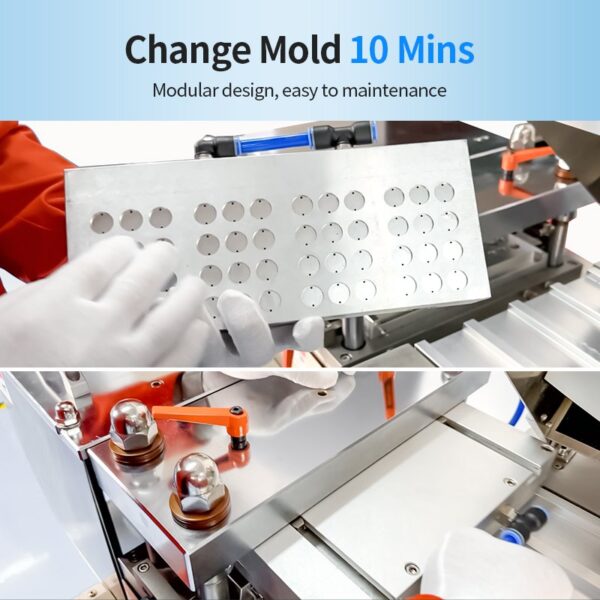
सुपीरियर समाधान: व्यक्तिगत गुहा सील: उन्नत ब्लिस्टर मशीनों में प्रत्येक ब्लिस्टर कैविटी के चारों ओर एक समर्पित सीलिंग सतह के साथ डिज़ाइन की गई एक ऊपरी मोल्ड प्लेट होती है. इसे प्रत्येक जेब के लिए एक अलग गैसकेट की तरह समझें.
यह क्यों जीतता है: यह कैविटी-स्तरीय सीलिंग एक एयरटाइट लॉक की गारंटी देती है, विशेष रूप से जहां यह सबसे अधिक मायने रखती है-सीधे प्रत्येक गठन वाली जेब के आसपास. भले ही प्लेट में अन्यत्र छोटी-मोटी खामियाँ मौजूद हों, प्रत्येक छाले की सील बरकरार रहती है. यह उस विशिष्ट गुहा के लिए अधिकतम संपीड़ित हवा या दबाव दक्षता सुनिश्चित करता है, गर्म प्लास्टिक को साँचे के प्रत्येक समोच्च और कोने के साथ घनिष्ठ संपर्क में लाना. परिणाम लगातार तेज धार वाला होता है, गहरी खींचतान, और एक कठोर, अच्छी तरह से परिभाषित छाला संरचना.
3. स्ट्रैटेजिक बॉटम कूलिंग: कठोरता को तुरंत लॉक करना
सही आकार बनाना केवल आधी लड़ाई है. आंतरिक तनाव के कारण शिथिलता या विकृति आने से पहले इसे अपनी जगह पर बंद कर देना स्थायी कुरकुरापन के लिए महत्वपूर्ण है. यहीं पर तीव्र और लक्षित शीतलन पर समझौता नहीं किया जा सकता है.
भौतिक शास्त्र: गर्म होने पर प्लास्टिक (आमतौर पर पीवीसी 120-180°C/250-350°F पर) बन गया है, इसकी पॉलिमर श्रृंखलाएं खिंचती हैं. कठोरता तब आती है जब ये जंजीरें तेजी से बढ़ती हैं “जमाना” उनके नए में, विस्तारित स्थिति क्योंकि सामग्री अपने ग्लास संक्रमण तापमान से नीचे ठंडी हो जाती है.
धीमी गति से शीतलन का जोखिम: यदि शीतलन धीमा है, जमने से पहले पॉलिमर श्रृंखलाओं को अपनी मूल स्थिति में आंशिक रूप से आराम करने का समय मिलता है. यह शिथिलता सिकुड़न का कारण बनती है, मुड़ने, और कठोरता और परिभाषा का एक महत्वपूर्ण नुकसान - छाला नरम और महसूस होता है “बेजान.”
बॉटम कूलिंग की शक्ति: रुइडाDPP-270Max में सीधे मोल्ड गुहाओं के नीचे स्थित कुशल शीतलन चैनल शामिल हैं. ठंडा पानी (10-20डिग्री सेल्सियस / 50-68°F) इन चैनलों के माध्यम से तेजी से प्रसारित किया जाता है और तत्काल गठन पूरा हो जाता है.
प्लेसमेंट क्यों मायने रखता है: नीचे से ठंडा होना (गठित छाले के सीधे संपर्क में पक्ष) सबसे कुशल ताप स्थानांतरण पथ प्रदान करता है. ठंडी धातु के सांचे की सतह आक्रामक रूप से प्लास्टिक से गर्मी खींचती है, इसे गुहा की ओर से बाहर की ओर ठोस बनाना.
तात्कालिक सेट: यह तेजी, लक्षित ऊष्मा निष्कर्षण “जमा” पॉलिमर शृंखलाएं लगभग तुरंत ही पूरी तरह से बन जाती हैं, फैली हुई अवस्था. विश्राम या सिकुड़न का कोई समय नहीं है. यह प्रोसेस, के रूप में जाना जाता है “सेटिंग,” विशेषता स्नैप प्रदान करता है, मृत-गुना कठोरता, और वास्तव में कुरकुरा ब्लिस्टर पैक के लिए आवश्यक आयामी स्थिरता.
तालमेल: कार्रवाई में इंजीनियरिंग उत्कृष्टता
ये तीन तत्व: एकसमान दबाव, गुहा-स्तर की सीलें, और बॉटम कूलिंग - स्टैंडअलोन विशेषताएं नहीं हैं; वे शक्तिशाली तालमेल से काम करते हैं:
(1). समान दबाव सुनिश्चित करता है कि प्लास्टिक वांछित आकार में समान रूप से वितरित हो.
(2). कैविटी-लेवल सीलिंग यह गारंटी देती है कि गठन बल हर एक छाले पर अधिकतम दक्षता के साथ काम करता है, स्पष्ट परिभाषा के लिए प्लास्टिक को मोल्ड के साथ सही संपर्क में लाना.
(3). स्ट्रैटेजिक बॉटम कूलिंग तुरंत इस सही आकार को अपनी जगह पर लॉक कर देती है, किसी भी छूट को रोकना और स्थायी कठोरता सुनिश्चित करना.
निष्कर्ष
लगातार कुरकुरा हासिल करना, कठोर, और सुरक्षात्मक ब्लिस्टर पैक इन महत्वपूर्ण क्षेत्रों पर केंद्रित सटीक इंजीनियरिंग का प्रत्यक्ष परिणाम है. मशीनें जो समान दबाव वितरण में महारत हासिल करती हैं, वास्तविक कैविटी-स्तरीय सीलिंग तकनीक लागू करें, और कुशल बॉटम-माउंटेड कूलिंग सिस्टम का उपयोग अद्वितीय पैक गुणवत्ता प्रदान करता है. इसका सीधा मतलब बेहतर उत्पाद सुरक्षा से है, उस संपूर्णता से उपभोक्ता संतुष्टि में वृद्धि हुई “जल्दी से आना,” और पेशेवर के माध्यम से मजबूत ब्रांड धारणा, विश्वसनीय पैकेजिंग. ब्लिस्टर पैकेजिंग मशीनों का मूल्यांकन करते समय, इन मूल इंजीनियरिंग सिद्धांतों की जांच करें - वे उत्कृष्ट प्रदर्शन की निर्विवाद नींव हैं.
 सामग्री पर जाएं
सामग्री पर जाएं