 Przejdź do treści
Przejdź do treści Skończony opakowanie leku może wyglądać prawidłowo z zewnątrz, a mimo to nie przejść podstawowej kontroli jakości. Butelka na tabletkę może zawierać o jedną tabletkę mniej niż jest to wymagane. Karton może opuścić kartoniarza bez ulotki. A saszetka może być lekko niedopełniony. W blistrze może brakować jednej karty, natomiast pudełko zewnętrzne wygląda na zapieczętowane i akceptowalne.
Błędy te mają niewielką wagę, ale w konsekwencji są duże. Mogą tworzyć skargi klientów, przerobić, badanie partii, i straty produktu. Na szybkich liniach pakujących, Samo sprawdzenie wizualne nie wystarczy. Waga kontrolna dodaje etap kontroli oparty na wadze, który weryfikuje każde opakowanie podczas jego przejścia przez produkcję i usuwa jednostki spoza akceptowanego zakresu.
Do opakowań farmaceutycznych, wartość nie ogranicza się do ważenia. Ta sama stacja może pomóc w potwierdzeniu kompletności opakowania na wszystkich liniach rozlewniczych, linie pakujące w opakowania typu blister, linie saszetek, i ostatnie kartony. Najlepszy efekt daje wybór właściwej lokalizacji, tolerancja wagi, metoda odrzucenia, i konfiguracja danych dla formatu produktu.

Co to jest waga kontrolna?
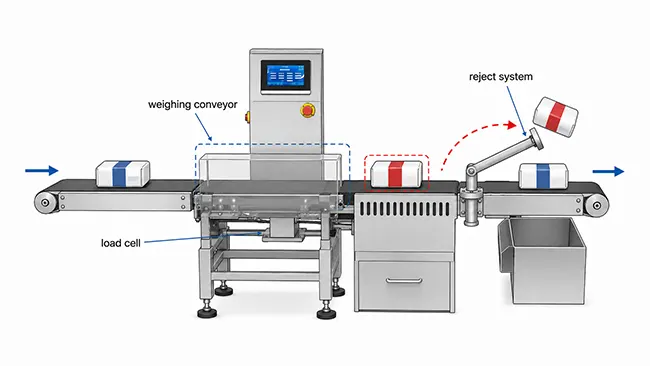
Waga kontrolna to automatyczny system ważenia, który sprawdza produkty przechodzące przez przenośnik. W opakowaniach farmaceutycznych, jest powszechnie używany do kontroli napełnionych butelek, saszetki, woreczki, kartoniki blistrowe, i kartony do sprzedaży detalicznej.
Większość linii produkcyjnych wykorzystuje wagę kontrolną inline, zwana także dynamiczną wagą kontrolną. Opakowanie nie zatrzymuje się podczas kontroli. Wchodzi do sekcji ważenia, ogniwo obciążnikowe rejestruje ciężar, a system sterowania porównuje tę wartość z zatwierdzonymi górnymi i dolnymi limitami.
Jeśli paczka jest w zasięgu, biegnie dalej w dół. Jeśli opakowanie jest za lekkie lub za ciężkie, system odrzucania usuwa go z linii. Odrzucona jednostka może trafić do zamykanego pojemnika, zsyp odrzutowy, lub kontrolowany obszar zbiórki, w zależności od produktu i procedury jakości.
Waga statyczna może być nadal przydatna do pobierania próbek, organizować coś, i badania laboratoryjne. Poruszająca się linia produkcyjna wymaga dynamicznego ważenia, ponieważ każde opakowanie musi zostać sprawdzone bez zatrzymywania produkcji.
Dlaczego błędy wagowe są sygnałem jakości opakowania?
Różnice w wadze często wskazują na konkretny problem z opakowaniem.
Lekka butelka na tabletki może wskazywać na małą liczbę. Ciężka butelka może zawierać dodatkowe tabletki lub niewłaściwy składnik. W kartonie o niewielkim spadku wagi może brakować ulotki, blister, łyżka, wstawić, lub butelka. Saszetka poza zakresem docelowym może wskazywać na dryft wypełnienia.
Waga kontrolna nie „widzi” produktu jak system wizyjny. Wykrywa, czy opakowanie odpowiada oczekiwanemu profilowi wagowemu. Przydaje się to, gdy brakujący przedmiot jest ukryty w zamkniętej butelce lub kartonie.
W regulowanej produkcji, sprzęt automatyczny i elektroniczny używany do produkcji leków, przetwarzanie, uszczelka, lub trzymania należy sprawdzić, sprawdzony, lub kalibrowane w ramach programów pisemnych, z prowadzoną ewidencją. To sprawia, że rutynowa weryfikacja i kalibracja stanowią część prawidłowego użytkowania wagi kontrolnej, nie tylko zadanie konserwacyjne.
Jak działa waga kontrolna Inline
Stabilny wynik ważenia rozpoczyna się, zanim paczka dotrze do czujnika wagowego. Rozstaw produktów, przenoszenie przenośnika, kontrola wibracji, i orientacja opakowania wpływają na dokładność.
Zwykły proces jest prosty:
| Krok | Co się stanie | Dlaczego wpływa to na dokładność |
| Zasilanie produktu | Paczki wchodzą w kontrolowanych odstępach | Zapobiega zbyt bliskiemu wejściu dwóch opakowań do sekcji ważącej |
| Przenośnik ważący | Pakiet przechodzi przez obszar ogniwa obciążnikowego | Przechwytuje ruchomą wartość ciężaru |
| Porównanie wagi | Oprogramowanie sprawdza wynik względem limitów | Decyduje o zaliczeniu lub niepowodzeniu |
| Odrzucenie | Nieudane pakiety są usuwane | Utrzymuje uszkodzone jednostki z dala od przepływu |
| Zapis danych | Wyniki są przechowywane lub raportowane | Obsługuje przeglądanie partii i rozwiązywanie problemów |
Waga kontrolna o dużej prędkości potrzebuje wystarczająco dużo czasu ważenia, aby uzyskać wiarygodny wynik. Jeśli przenośnik jest za krótki, pakiet jest niestabilny, lub prędkość linii jest zbyt duża, system może generować fałszywe odrzucenia lub pomijać wady graniczne.
Gdzie waga kontrolna pasuje do linii pakujących w branży farmaceutycznej
Właściwa pozycja zależy od błędu, który chcesz wychwycić. Jedna linia może wymagać sprawdzenia napełnionych butelek przed ich zamknięciem. Inny może wymagać potwierdzenia gotowych pudełek po włożeniu ulotki. Linia saszetek może wymagać kontroli wagi zaraz po zamknięciu.
| Format opakowania | Wspólne ryzyko | Przydatne stanowisko wagi kontrolnej |
| Butelka z tabletką | Brakujące tabletki, dodatkowe tabletki, nienormalna waga napełnionej butelki | Po zliczeniu |
| Butelka z kapsułką | Krótka liczba, pusta butelka, nienormalna waga komponentu | Po zliczeniu kapsułek |
| Saszetka lub woreczek | Wypełnienie z niedowagą lub nadwagą | Po zapieczętowaniu |
| Pudełko blistrowe | Brakujący blister, brakująca ulotka | Po kartonowaniu |
| Ostateczny karton do sprzedaży detalicznej | Brakująca butelka, ulotka, łyżka, wstawić, lub pakiet ulotek | Przed ostatecznym odbiorem lub pakowaniem |
Do pakowania butelek, ważenie kontrolne często przeprowadza się po zliczeniu. Jeśli głównym ryzykiem jest niewielka liczba butelek, wcześniejsza pozycja może pozwolić na szybsze odrzucenie, zanim zostanie dodana większa wartość opakowania. Jeśli celem jest ostateczna weryfikacja pakietu, późniejsza pozycja może być lepsza.
Do linii opakowań blistrowych, jednostka jest zwykle umieszczana po zapakowaniu w karton. W tym momencie, może zweryfikować łączną wagę kartonu, karty blistrowe, ulotka, i inne wstawiane elementy.
Waga kontrolna vs licznik tabletu
Licznik tabletek kontroluje, ile tabletek lub kapsułek znajduje się w każdej butelce. Waga kontrolna sprawdza, czy napełnione opakowanie odpowiada oczekiwanej masie po napełnieniu lub kolejnym etapie pakowania.
Nie są substytutami. Chronią różne punkty linii.
Licznik tabletu obsługuje akcję liczenia. Stacja ważąca sprawdza wynik. Jeśli butelka jest krótka, przepełniony, pusty, lub poza normalnym zakresem, waga kontrolna może ją odrzucić, zanim problem przejdzie do uszczelnienia, etykietowanie, lub kartonowanie.
Ta druga warstwa kontroli jest przydatna, ponieważ waga opakowania może się zmieniać z powodów innych niż liczba tabletek. Zmiana masy butelki, waga czapki, obecność środka osuszającego, materiał etykiety, waga ulotki, lub różnice w tekturze mogą mieć wpływ na wynik końcowy. Kupujący powinien zdecydować, czy celem kontroli jest liczba produktów, kompletność gotowej butelki, lub końcową kompletność kartonu przed wyborem lokalizacji.
Typowe problemy, które może wykryć waga kontrolna
A linia do pakowania produktów farmaceutycznych mogą wykorzystywać kontrolę wagi do kontrolowania kilku typowych zagrożeń.
Butelki o krótkiej liczbie
Butelka wypełniona mniejszą liczbą tabletek lub kapsułek niż jest to wymagane może nadal wyglądać normalnie. Kontrola wagi może oznaczyć butelkę, jeśli brakująca ilość powoduje zauważalną różnicę.
Przepełnione butelki
Dodatkowe tabletki lub kapsułki mogą powodować problemy z etykietą i jakością. Ten sam system może usuwać paczki powyżej przyjętego limitu.
Niedoważone saszetki
Linie saszetek z proszkiem i granulatem wymagają kontroli napełnienia po zamknięciu. Waga kontrolna może odrzucić paczki, które mieszczą się poniżej zakresu napełnienia.
Niekompletne kartony
Zamknięte kartony mogą ukryć brakujące ulotki, karty blistrowe, łyżki, lub butelki. Sprawdzanie masy umożliwia nieotwieralną metodę przesiewania gotowych jednostek.
Wypełnienie dryfu
Stały ruch w kierunku dolnej lub górnej strony zakresu może wskazywać na niestabilność napełniania powyżej. Wczesne wykrycie zmniejsza ilość odpadów i przeróbek.
Problemy z mieszaniem komponentów
Jeśli różne kartony, butelki, czapki, lub ulotki zostały użyte przez pomyłkę, profil wagi może wykroczyć poza oczekiwany zakres.
Co powoduje fałszywe odrzucenia?
Fałsz odrzuca marnowanie dobrego produktu i spowalnia linię. Często wynikają one raczej z warunków panujących na linii niż z samego ogniwa ważącego.
Najczęstsze przyczyny obejmują niestabilne odstępy między butelkami, paczki stykają się ze sobą, wibracje pochodzące od pobliskich maszyn, słaby transfer pomiędzy przenośnikami, luźne czapki, przechylone kartony, wstrząsanie produktu wewnątrz pojemników, i zbyt rygorystyczne limity wagowe.
Kolejnym częstym źródłem problemów jest moment odrzucenia. Jeśli system wykryje nieudane opakowanie, ale urządzenie odrzucające uruchomi się za wcześnie lub za późno, może zostać usunięta niewłaściwa jednostka. Staje się to poważnym problemem związanym z kontrolą w produkcji farmaceutycznej, ponieważ odrzucone produkty muszą być identyfikowalne i należy się z nimi odpowiednio obchodzić.
Dobra konfiguracja zmniejsza te problemy. Przenośnik wagi kontrolnej powinien być dostosowany do rozmiaru opakowania i prędkości linii. Zasilanie powinno konsekwentnie oddzielać produkty. Limity wagowe powinny odzwierciedlać rzeczywistą zmienność materiału, nie tylko teoretyczna waga opakowania. Stacja odrzutów powinna być wyposażona w czujniki potwierdzające, jeśli wymaga tego plan jakości.
Jak wybrać wagę kontrolną do pakowania produktów farmaceutycznych
Nie zawsze najlepsza maszyna to ta, która zapewnia najwyższą deklarowaną dokładność. Lepszym pytaniem jest, czy może utrzymać stabilną dokładność przy normalnej prędkości produkcyjnej, z kształtem opakowania, zmienność materiału, i układ linii.
Kupujący powinni sprawdzić te punkty przed dokonaniem wyboru:
| Punkt zakupu | Co sprawdzić |
| Format produktu | Butelka, saszetka, karton, opakowanie blistrowe, kieszonka, lub produkty mieszane |
| Zakres wagowy | Minimalna i maksymalna waga opakowania |
| Dokładność przy dużej prędkości | Dokładność dynamiczna w warunkach produkcyjnych |
| Projekt przenośnika | Długość, szerokość paska, stabilność transferu, i kontrola odstępów |
| Odrzuć metodę | Odrzutowiec, popychacz, odwracacz, klapka, lub niestandardowe odrzucenie |
| Odrzuć potwierdzenie | Potwierdzenie czujnika i kontrolowane zbieranie odrzutów |
| Potrzeby danych | Raporty wsadowe, odrzuć logi, dostęp użytkownika, i ścieżka audytu |
| Dostęp do czyszczenia | Otwarty projekt, wybór materiału, i powierzchnie w stylu GMP |
| Integracja | Dopasuj się do liczenia, zakrywanie, opieczętowanie, etykietowanie, i maszyny pakujące |
Do zapisów elektronicznych używanych w środowiskach regulowanych, część FDA 11 wytyczne są często przeglądane, gdy systemy zarządzają zapisami elektronicznymi lub podpisami wymaganymi przez reguły predykatów. Kupujący powinni potwierdzić obsługę dokumentacji, uprawnienia użytkownika, ścieżki audytu, oraz wymagania dotyczące eksportu danych na etapie wyboru sprzętu.
Waga kontrolna, Wykrywacz metalu, i inspekcja wizyjna
Kontrola masy nie zastępuje każdego urządzenia kontrolnego.
Waga kontrolna wykrywa problemy związane z wagą. Nadaje się do brakujących elementów, źle się liczy, paczki z niską wagą, paczki z nadwagą, i niekompletne kartony.
A wykrywacz metali szuka zanieczyszczeń metalicznych. Nie może potwierdzić, że w pudełku znajduje się właściwa ulotka lub czy w butelce znajduje się właściwa liczba kapsułek.
System kontroli wizyjnej sprawdza widoczne cechy, takie jak położenie etykiety, wydrukowany kod, jakość kodu kreskowego, obecność czapki, stan klapy kartonu, lub wygląd produktu przed zamknięciem.
Niektóre linie łączą te technologie. Waga kontrolna z wykrywaczem metali może zaoszczędzić miejsce na podłodze i zmniejszyć liczbę punktów przenoszenia. System wizyjny po etykietowaniu może sprawdzić jakość druku i etykiety. Właściwa kombinacja zależy od rodzaju wady, dostępna przestrzeń, potrzeby walidacji, i budżet.
Jak kontrola masy pasuje do pełnej linii
Do produktów w postaci tabletek i kapsułek, waga kontrolna jest zwykle częścią szerszego procesu pakowania, a nie samodzielną decyzją. Może być konieczne połączenie z a Linia do liczenia i butelkowania tabletek, Maszyna zliczania kapsułek, maszyna do zamykania butelek, Maszyna uszczelniająca indukcyjna, maszyna do etykietowania, lub maszyna kartonowa.
Asortyment sprzętu Ruidapacking obejmuje produkcję stałych dawek i pakowanie zaplecza, tak więc planowanie linii może uwzględniać zarówno obsługę tabletek lub kapsułek na wcześniejszym etapie, jak i liczenie na dalszym etapie, pęcherze, etykietowanie, i kartonowanie. Jest to przydatne, gdy kontrola masy musi pasować do istniejącej linii lub gdy trzeba zaplanować nową linię wokół butelki, pęcherz, saszetka, lub formaty kartonowe.

Wniosek
Waga kontrolna pomaga liniom pakującym w branży farmaceutycznej znajdować problemy, które łatwo przeoczyć przy normalnej prędkości produkcji. Niewielka zmiana wagi może wskazywać na małą liczbę butelek, saszetka z niedowagą, brakujący blister, brak ulotki, lub niekompletny karton.
Dobre wyniki zależą nie tylko od specyfikacji ważenia. Linia wymaga stabilnych odstępów między produktami, odpowiednia konstrukcja przenośnika, realistyczne limity wagowe, niezawodne odrzucenie, i przydatne zapisy. Kupujący powinni wybrać pozycję kontroli w zależności od wady, którą muszą wykryć, nie tylko dostępną powierzchnię.
Do opakowań farmaceutycznych, kontrola wagi sprawdza się najlepiej, gdy jest zaplanowana jako część pełnej linii. Rachunkowość, pożywny, zakrywanie, opieczętowanie, etykietowanie, kartonowanie, i kontrola końcowa wpływają na to, czy gotowe opakowanie jest kompletne, kontrolowane, i gotowe do wysyłki.
Często zadawane pytania
Do czego służy waga kontrolna w opakowaniach farmaceutycznych?
Waży każdą paczkę na linii i usuwa produkty spoza zatwierdzonego zakresu wagowego. Może pomóc w wykryciu małej ilości butelek, saszetki o niskiej wadze, brakujące ulotki, brakujące blistry, i niekompletne kartony.
Czy waga kontrolna to to samo, co licznik tabletek??
NIE. Licznik tabletek kontroluje, ile tabletek lub kapsułek znajduje się w każdej butelce. Waga kontrolna weryfikuje wagę napełnionego lub gotowego opakowania po etapie liczenia lub pakowania.
Czy waga kontrolna może wykryć brak jednej tabletki??
Tak, jeśli brakująca tabletka powoduje mierzalną różnicę w wadze i normalne zróżnicowanie butelek, czapki, etykiety, i produkt jest kontrolowany. Bardzo lekkie tabletki lub duża różnorodność materiałów mogą wymagać dokładniejszej konfiguracji i testowania.
Dlaczego waga kontrolna odrzuca dobre produkty??
Przyczyną fałszywych odrzuceń mogą być wibracje, niestabilny odstęp, przechylone paczki, luźne czapki, wstrząsanie produktem, wąskie limity wagowe, lub nieprawidłowy moment odrzucenia.
Co to jest waga kontrolna inline?
Wbudowana waga kontrolna waży produkty przechodzące przez linię produkcyjną. Obsługuje ciągłą kontrolę bez zatrzymywania każdego opakowania.
Czy wszystkie linie farmaceutyczne potrzebują wagi kontrolnej z wykrywaczem metalu??
NIE. Waga kontrolna z wykrywaczem metali jest przydatna, gdy linia wymaga zarówno kontroli masy, jak i wykrywania zanieczyszczeń metalami w jednym urządzeniu. Niektóre linie korzystają z oddzielnych systemów w zależności od układu, ryzyko, i wymagania dotyczące walidacji.
Co kupujący powinni sprawdzić przed wyborem wagi kontrolnej?
Kupujący powinni sprawdzić wielkość opakowania, waga docelowa, prędkość linii, dynamiczna dokładność, stabilność przenośnika, metoda odrzucenia, zapisy danych, dostęp do czyszczenia, oraz integracja z maszynami poprzedzającymi i dalszymi.
Referencje
- FDA / eCFR — 21 Część CFR 11, Zapisy elektroniczne; Podpisy elektroniczne.
https://www.ecfr.gov/current/title-21/chapter-I/subchapter-A/part-11
- Komisja Europejska — Załącznik UE GMP 11: Systemy komputerowe.
https://health.ec.europa.eu/system/files/2016-11/annex11_01-2011_en_0.pdf





















