 सामग्री पर जाएं
सामग्री पर जाएं एक समाप्त औषधि पैक बाहर से सही दिख सकता है और फिर भी बुनियादी गुणवत्ता जांच में विफल हो सकता है. एक टैबलेट की बोतल में आवश्यकता से एक टैबलेट कम हो सकता है. एक कार्टन कार्टनर को बिना किसी पत्रक के छोड़ सकता है. ए पाउच थोड़ा कम भरा हो सकता है. ब्लिस्टर कार्टन में एक कार्ड छूट सकता है जबकि बाहरी बॉक्स सीलबंद और स्वीकार्य दिखता है.
ये त्रुटियां वजन में छोटी लेकिन परिणाम में बड़ी हैं. वे ग्राहक शिकायतें बना सकते हैं, पुनः कार्य करना, बैच जांच, और उत्पाद हानि. तेज़ पैकेजिंग लाइनों पर, केवल दृश्य जाँच ही पर्याप्त नहीं है. एक चेकवेइगर एक वज़न-आधारित निरीक्षण चरण जोड़ता है जो प्रत्येक पैक को उत्पादन के दौरान सत्यापित करता है और स्वीकृत सीमा के बाहर इकाइयों को हटा देता है।.
फार्मा पैकेजिंग के लिए, मूल्य तोलने तक ही सीमित नहीं है. वही स्टेशन सभी बॉटलिंग लाइनों में पैक की पूर्णता की पुष्टि करने में मदद कर सकता है, ब्लिस्टर कार्टनिंग पैकिंग लाइनें, पाउच लाइनें, और अंतिम कार्टन. सबसे अच्छा परिणाम सही स्थान चुनने से आता है, वजन सहनशीलता, अस्वीकार विधि, और उत्पाद प्रारूप के लिए डेटा सेटअप.

चेकवेटर क्या है?
चेकवेइगर एक स्वचालित वजन प्रणाली है जो कन्वेयर से गुजरते समय उत्पादों की जांच करती है. फार्मा पैकेजिंग में, इसका उपयोग आमतौर पर भरी हुई बोतलों का निरीक्षण करने के लिए किया जाता है, पाउच, पाउच, ब्लिस्टर डिब्बों, और खुदरा कार्टन.
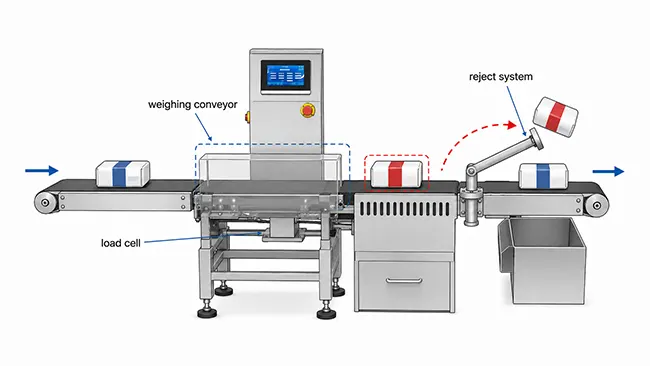
अधिकांश उत्पादन लाइनें इनलाइन चेकवेइगर का उपयोग करती हैं, इसे डायनेमिक चेकवेइगर भी कहा जाता है. निरीक्षण के दौरान पैक नहीं रुकता. यह वजन अनुभाग में प्रवेश करता है, लोड सेल वजन पकड़ लेता है, और नियंत्रण प्रणाली उस मूल्य की तुलना अनुमोदित ऊपरी और निचली सीमाओं से करती है.
यदि पैक सीमा के भीतर है, यह नीचे की ओर जारी है. यदि पैक बहुत हल्का या बहुत भारी है, रिजेक्ट सिस्टम इसे लाइन से हटा देता है. अस्वीकृत इकाई एक बंद डिब्बे में जा सकती है, एक अस्वीकार ढलान, या एक नियंत्रित संग्रह क्षेत्र, उत्पाद और गुणवत्ता प्रक्रिया के आधार पर.
एक स्थैतिक संतुलन अभी भी नमूने के लिए उपयोगी हो सकता है, स्थापित करना, और प्रयोगशाला जाँच. एक गतिशील उत्पादन लाइन को गतिशील वजन की आवश्यकता होती है क्योंकि आउटपुट को रोके बिना प्रत्येक पैक का निरीक्षण किया जाना चाहिए.
वज़न संबंधी त्रुटियाँ पैकेजिंग गुणवत्ता संकेत क्यों हैं?
वजन में भिन्नता अक्सर एक विशिष्ट पैकेजिंग समस्या की ओर इशारा करती है.
एक हल्की टैबलेट की बोतल कम गिनती का संकेत दे सकती है. एक भारी बोतल में अतिरिक्त गोलियाँ या कोई गलत घटक हो सकता है. वजन में थोड़ी गिरावट वाले कार्टन में एक पत्रक गायब हो सकता है, ब्लिस्टर कार्ड, चम्मच, डालना, या बोतल. लक्ष्य सीमा के बाहर एक थैली बहाव भरने का संकेत दे सकती है.
चेकवेअर उत्पाद को एक दृष्टि प्रणाली की तरह "देख" नहीं पाता है. यह पता लगाता है कि पैक अपेक्षित वजन प्रोफ़ाइल से मेल खाता है या नहीं. यह तब उपयोगी हो जाता है जब गुम हुई वस्तु किसी बंद बोतल या कार्टन के अंदर छिपी हो.
विनियमित उत्पादन में, दवा निर्माण के लिए उपयोग किए जाने वाले स्वचालित और इलेक्ट्रॉनिक उपकरण, प्रसंस्करण, पैकिंग, या होल्डिंग की जांच होनी चाहिए, का निरीक्षण किया, या लिखित कार्यक्रमों के तहत अंशांकित किया गया, अभिलेखों के साथ रखा गया. यह नियमित सत्यापन और अंशांकन को उचित चेकवेगर उपयोग का हिस्सा बनाता है, न केवल एक रखरखाव कार्य.
इनलाइन चेकवेइगर कैसे काम करता है
पैक के लोड सेल तक पहुंचने से पहले एक स्थिर वजन परिणाम शुरू होता है. उत्पाद रिक्ति, कन्वेयर स्थानांतरण, कंपन नियंत्रण, और पैक ओरिएंटेशन सभी सटीकता को प्रभावित करते हैं.
सामान्य प्रक्रिया सरल है:
| कदम | क्या होता है | यह सटीकता को प्रभावित क्यों करता है |
| उत्पाद की जानकारी | पैक्स नियंत्रित अंतर के साथ प्रवेश करते हैं | दो पैकों को तौल अनुभाग में बहुत करीब से प्रवेश करने से रोकता है |
| वजन कन्वेयर | पैक लोड सेल क्षेत्र को पार करता है | गतिशील भार मान को कैप्चर करता है |
| वजन तुलना | सॉफ़्टवेयर सीमा के विरुद्ध परिणाम की जाँच करता है | पास या फेल तय करता है |
| अस्वीकार करना | विफल पैक हटा दिए जाते हैं | दोषपूर्ण इकाइयों को डाउनस्ट्रीम प्रवाह से दूर रखता है |
| डेटा रिकॉर्डिंग | परिणाम संग्रहीत या रिपोर्ट किए जाते हैं | बैच समीक्षा और समस्या निवारण का समर्थन करता है |
एक विश्वसनीय परिणाम देने के लिए एक उच्च गति चेकवेअर को पर्याप्त वजन समय की आवश्यकता होती है. यदि कन्वेयर बहुत छोटा है, पैक अस्थिर है, या लाइन की गति बहुत अधिक बढ़ा दी गई है, सिस्टम ग़लत अस्वीकृत या छूटी सीमा रेखा दोष उत्पन्न कर सकता है.
जहां फार्मा पैकेजिंग लाइनों में एक चेकवेइगर फिट बैठता है
सही स्थिति उस त्रुटि पर निर्भर करती है जिसे आप पकड़ना चाहते हैं. कैपिंग से पहले भरी हुई बोतलों को सत्यापित करने के लिए एक पंक्ति की आवश्यकता हो सकती है. किसी अन्य को पत्रक डालने के बाद तैयार डिब्बों की पुष्टि करने की आवश्यकता हो सकती है. सीलिंग के तुरंत बाद एक सैशे लाइन को वजन नियंत्रण की आवश्यकता हो सकती है.
| पैकेजिंग प्रारूप | सामान्य जोखिम | उपयोगी जाँच तौलने की स्थिति |
| गोली की बोतल | गायब गोलियाँ, अतिरिक्त गोलियाँ, भरी हुई बोतल का असामान्य वजन | गिनती के बाद |
| कैप्सूल की बोतल | संक्षिप्त गिनती, खाली बोतल, असामान्य घटक वजन | कैप्सूल गिनती के बाद |
| पाउच या थैली | कम वजन या अधिक वजन भरना | सील करने के बाद |
| ब्लिस्टर कार्टन | ब्लिस्टर कार्ड गायब, गुम हुआ पत्रक | कार्टनिंग के बाद |
| अंतिम खुदरा कार्टन | बोतल गायब, पतर् िनमार्ण, चम्मच, डालना, या पत्रक पैक | अंतिम संग्रह या केस पैकिंग से पहले |
बोतल पैकेजिंग के लिए, अक्सर गिनती के बाद चेक-वेटिंग की जाती है. यदि मुख्य जोखिम शॉर्ट-काउंट बोतलें हैं, अधिक पैकेजिंग मूल्य जोड़ने से पहले पहले की स्थिति तेजी से अस्वीकृति की अनुमति दे सकती है. यदि लक्ष्य अंतिम पैक सत्यापन है, बाद की स्थिति बेहतर हो सकती है.
ब्लिस्टर कार्टन लाइनों के लिए, यूनिट को आमतौर पर कार्टनिंग के बाद रखा जाता है. उस समय, यह कार्टन के संयुक्त वजन को सत्यापित कर सकता है, ब्लिस्टर कार्ड, पतर् िनमार्ण, और अन्य सम्मिलित आइटम.
चेकवेइगर बनाम टैबलेट काउंटर
एक टैबलेट काउंटर नियंत्रित करता है कि प्रत्येक बोतल में कितनी टैबलेट या कैप्सूल प्रवेश करते हैं. एक जांचकर्ता यह सत्यापित करता है कि भरा हुआ पैक भरने के बाद या किसी अन्य पैकेजिंग चरण के बाद अपेक्षित वजन से मेल खाता है या नहीं.
वे स्थानापन्न नहीं हैं. वे पंक्ति में विभिन्न बिंदुओं की रक्षा करते हैं.
एक टैबलेट काउंटर गिनती की कार्रवाई को संभालता है. वज़न स्टेशन परिणाम की जाँच करता है. यदि एक बोतल कम गिनी जाती है, जरूरत से ज्यादा भर गया, खाली, या सामान्य सीमा से बाहर, मामला सीलिंग में जाने से पहले चेकवेअर इसे अस्वीकार कर सकता है, लेबलिंग, या कार्टनिंग.
यह दूसरी निरीक्षण परत उपयोगी है क्योंकि टैबलेट की संख्या से परे कारणों से पैक का वजन बदल सकता है. बोतल के वजन में भिन्नता, टोपी का वजन, शुष्कक उपस्थिति, लेबल सामग्री, पत्रक का वजन, या कार्टन बोर्ड में भिन्नता अंतिम परिणाम को प्रभावित कर सकती है. खरीदार को यह तय करना चाहिए कि निरीक्षण लक्ष्य उत्पाद गणना है या नहीं, समाप्त बोतल पूर्णता, या स्थान चुनने से पहले अंतिम कार्टन पूर्णता.
सामान्य समस्याएँ जो एक जाँचकर्ता पकड़ सकता है
ए फार्मा पैकेजिंग लाइन कई सामान्य जोखिमों को नियंत्रित करने के लिए वजन निरीक्षण का उपयोग किया जा सकता है.
कम गिनती वाली बोतलें
आवश्यकता से कम गोलियों या कैप्सूल से भरी बोतल अभी भी सामान्य लग सकती है. यदि गायब मात्रा में पता लगाने योग्य अंतर पैदा होता है तो वजन जांच बोतल को चिह्नित कर सकती है.
जरूरत से ज्यादा भरी बोतलें
अतिरिक्त टैबलेट या कैप्सूल लेबल दावा और गुणवत्ता संबंधी समस्याएं पैदा कर सकते हैं. वही प्रणाली स्वीकृत सीमा से ऊपर के पैक्स को हटा सकती है.
कम वजन वाले पाउच
सीलिंग के बाद पाउडर और ग्रेन्युल पाउच लाइनों को भरण नियंत्रण की आवश्यकता होती है. एक चेकवेटर उन पैक्स को अस्वीकार कर सकता है जो भरण सीमा से नीचे आते हैं.
अधूरे कार्टन
बंद डिब्बों में गायब पत्रक छुपे हो सकते हैं, ब्लिस्टर कार्ड, चम्मच, या बोतलें. वज़न जांच से तैयार इकाइयों की स्क्रीनिंग के लिए एक गैर-उद्घाटन विधि मिलती है.
बहाव भरना
सीमा के निचले या ऊंचे हिस्से की ओर एक स्थिर गति अपस्ट्रीम भरने की अस्थिरता की ओर इशारा कर सकती है. शीघ्र पता लगाने से स्क्रैप और पुनः कार्य में कमी आती है.
घटक मिश्रण मुद्दे
यदि अलग-अलग डिब्बों, बोतलों, कैप्स, या गलती से पत्रक का उपयोग कर लिया जाता है, वज़न प्रोफ़ाइल अपेक्षित सीमा से बाहर जा सकती है.
गलत अस्वीकृति का क्या कारण है??
ग़लत अच्छे उत्पाद को बर्बाद कर देता है और लाइन को धीमा कर देता है. वे अक्सर वज़न सेल के बजाय लाइन स्थितियों से आते हैं.
सामान्य कारणों में अस्थिर बोतल रिक्ति शामिल है, पैक एक दूसरे को छू रहे हैं, आस-पास की मशीनों से कंपन, कन्वेयर के बीच खराब स्थानांतरण, ढीली टोपियाँ, झुके हुए डिब्बों, कंटेनरों के अंदर उत्पाद का हिलना, और अत्यधिक सख्त वजन सीमाएँ.
टाइमिंग को अस्वीकार करना परेशानी का एक और लगातार स्रोत है. यदि सिस्टम किसी विफल पैक का पता लगाता है लेकिन अस्वीकृत डिवाइस बहुत जल्दी या बहुत देर से सक्रिय होता है, गलत इकाई को हटाया जा सकता है. यह फार्मा उत्पादन में एक गंभीर नियंत्रण मुद्दा बन जाता है क्योंकि अस्वीकृत उत्पादों का पता लगाया जाना चाहिए और ठीक से संभाला जाना चाहिए.
अच्छा सेटअप इन समस्याओं को कम करता है. चेकवेइगर कन्वेयर को पैक आकार और लाइन गति से मेल खाना चाहिए. इनफ़ीड को लगातार उत्पादों को अलग करना चाहिए. वज़न सीमा को वास्तविक सामग्री भिन्नता को प्रतिबिंबित करना चाहिए, न केवल सैद्धांतिक पैक वजन. गुणवत्ता योजना के अनुसार आवश्यकता पड़ने पर रिजेक्ट स्टेशन में पुष्टिकरण सेंसर शामिल होने चाहिए.
फार्मा पैकेजिंग के लिए चेकवेअर कैसे चुनें
सबसे अच्छी मशीन हमेशा उच्चतम दावा की गई सटीकता वाली नहीं होती है. बेहतर सवाल यह है कि क्या यह आपकी सामान्य उत्पादन गति पर स्थिर सटीकता बनाए रख सकता है, अपने पैक आकार के साथ, भौतिक भिन्नता, और लाइन लेआउट.
खरीदारों को चयन से पहले इन बिंदुओं की जांच करनी चाहिए:
| क्रय बिंदु | क्या जांच करनी है |
| उत्पाद प्रारूप | बोतल, पाउच, दफ़्ती, ब्लिस्टर कार्टन, थैली, या मिश्रित उत्पाद |
| भार वर्ग | न्यूनतम और अधिकतम पैक वजन |
| गति से सटीकता | उत्पादन स्थितियों के तहत गतिशील सटीकता |
| कन्वेयर डिजाइन | लंबाई, बेल्ट की चौड़ाई, स्थानांतरण स्थिरता, और रिक्ति नियंत्रण |
| अस्वीकार विधि | एयरजेट, ढकेलनेवाला, डाइवर्टर, फ्लैप, या कस्टम अस्वीकृति |
| पुष्टिकरण अस्वीकार करें | सेंसर पुष्टिकरण और नियंत्रित अस्वीकार संग्रह |
| डेटा की जरूरत है | बैच रिपोर्ट, लॉग अस्वीकार करें, उपयोगकर्ता की पहुंच, और ऑडिट ट्रेल |
| सफ़ाई की पहुंच | खुला डिज़ाइन, सामग्री का चयन, और जीएमपी-शैली की सतहें |
| एकीकरण | गिनती के साथ फिट, कैपिंग, मुद्रण, लेबलिंग, और कार्टनिंग मशीनें |
विनियमित वातावरण में उपयोग किए जाने वाले इलेक्ट्रॉनिक रिकॉर्ड के लिए, एफडीए का हिस्सा 11 जब सिस्टम विधेय नियमों के लिए आवश्यक इलेक्ट्रॉनिक रिकॉर्ड या हस्ताक्षर का प्रबंधन करता है तो मार्गदर्शन की अक्सर समीक्षा की जाती है. खरीददारों को रिकॉर्ड प्रबंधन की पुष्टि करनी चाहिए, उपयोगकर्ता अधिकार, ऑडिट ट्रैल्स, और उपकरण चयन चरण के दौरान डेटा निर्यात आवश्यकताएँ.
चकवेया, मेटल डिटेक्टर, और दृष्टि निरीक्षण
वजन निरीक्षण प्रत्येक निरीक्षण उपकरण को प्रतिस्थापित नहीं करता है.
एक जाँचकर्ता वज़न-आधारित समस्याओं का पता लगाता है. यह लापता घटकों के लिए उपयुक्त है, ग़लत गिनती, कम वजन वाले पैक, अधिक वजन वाले पैक, और अधूरे कार्टन.
ए मेटल डिटेक्टर धात्विक संदूषण की तलाश करता है. यह पुष्टि नहीं कर सकता कि कार्टन में सही पत्रक है या बोतल में कैप्सूल की सही संख्या है.
एक दृष्टि निरीक्षण प्रणाली दृश्यमान विशेषताओं की जाँच करती है, जैसे लेबल स्थिति, मुद्रित कोड, बारकोड गुणवत्ता, टोपी की उपस्थिति, कार्टन फ्लैप की स्थिति, या बंद होने से पहले उत्पाद की उपस्थिति.
कुछ पंक्तियाँ इन तकनीकों को जोड़ती हैं. एक मेटल डिटेक्टर चेकवेइगर फर्श की जगह बचा सकता है और स्थानांतरण बिंदु कम कर सकता है. लेबलिंग के बाद एक दृष्टि प्रणाली प्रिंट और लेबल गुणवत्ता की जांच कर सकती है. सही संयोजन दोष के प्रकार पर निर्भर करता है, उपलब्ध स्थान, सत्यापन की आवश्यकता, और बजट.
वज़न निरीक्षण पूरी श्रृंखला में कैसे फिट बैठता है
टेबलेट और कैप्सूल उत्पादों के लिए, चेकवेटर आमतौर पर एक स्टैंडअलोन निर्णय के बजाय एक व्यापक पैकेजिंग मार्ग का हिस्सा होता है. इसे a से कनेक्ट करने की आवश्यकता हो सकती है टेबलेट गिनती और बोतलबंद लाइन, कैप्सूल गिनती मशीन, बोतल कैपिंग मशीन, इंडक्शन सीलिंग मशीन, लेबलिंग मशीन, या कार्टनिंग मशीन.
रुइडापैकिंग की उपकरण श्रृंखला में ठोस खुराक उत्पादन और बैक-एंड पैकेजिंग शामिल है, इसलिए लाइन प्लानिंग अपस्ट्रीम टैबलेट या कैप्सूल हैंडलिंग और डाउनस्ट्रीम काउंटिंग दोनों पर विचार कर सकती है, छाले पड़ना, लेबलिंग, और कार्टनिंग. यह तब उपयोगी होता है जब वजन निरीक्षण के लिए मौजूदा लाइन को फिट करने की आवश्यकता होती है या जब बोतल के चारों ओर एक नई लाइन की योजना बनाई जानी चाहिए, छाला, पाउच, या कार्टन प्रारूप.

निष्कर्ष
एक चेकवेइगर फार्मा पैकेजिंग लाइनों को उन समस्याओं का पता लगाने में मदद करता है जो सामान्य उत्पादन गति पर आसानी से छूट जाती हैं. वज़न में एक छोटा सा परिवर्तन शॉर्ट-काउंट बोतल की ओर इशारा कर सकता है, कम वजन का पाउच, ब्लिस्टर कार्ड गायब, अनुपस्थित पत्रक, या अधूरा कार्टन.
अच्छे परिणाम वजन के अलावा अन्य बातों पर भी निर्भर करते हैं. लाइन को स्थिर उत्पाद रिक्ति की आवश्यकता है, उपयुक्त कन्वेयर डिजाइन, यथार्थवादी वजन सीमा, विश्वसनीय अस्वीकृति, और उपयोगी रिकार्ड. खरीदारों को उस दोष के अनुसार निरीक्षण स्थिति का चयन करना चाहिए जिसे उन्हें पकड़ना है, न केवल उपलब्ध फर्श स्थान.
फार्मा पैकेजिंग के लिए, वजन निरीक्षण तब सबसे अच्छा काम करता है जब इसे पूरी लाइन के हिस्से के रूप में योजनाबद्ध किया जाता है. गिनती, भरने, कैपिंग, मुद्रण, लेबलिंग, कार्टनिंग, और अंतिम निरीक्षण सभी प्रभावित करते हैं कि तैयार पैक पूरा है या नहीं, नियंत्रित, और भेजने के लिए तैयार है.
अक्सर पूछे जाने वाले प्रश्न
फार्मा पैकेजिंग में चेकवेइगर का उपयोग किस लिए किया जाता है??
यह लाइन पर प्रत्येक पैक का वजन करता है और अनुमोदित वजन सीमा के बाहर के उत्पादों को हटा देता है. यह शॉर्ट-काउंट बोतलों का पता लगाने में मदद कर सकता है, कम वजन वाले पाउच, गायब पत्रक, ब्लिस्टर कार्ड गायब, और अधूरे कार्टन.
क्या चेकवेटर टैबलेट काउंटर के समान है??
नहीं. एक टैबलेट काउंटर नियंत्रित करता है कि प्रत्येक बोतल में कितनी टैबलेट या कैप्सूल प्रवेश करते हैं. एक जांचकर्ता गिनती या पैकेजिंग चरण के बाद भरे हुए या तैयार पैक के वजन की पुष्टि करता है.
क्या जांचकर्ता एक गुम टैबलेट का पता लगा सकता है??
हाँ, यदि गुम हुई गोली मापने योग्य वजन और बोतलों की सामान्य भिन्नता पैदा करती है, कैप्स, लेबल, और उत्पाद नियंत्रित होता है. बहुत हल्की गोलियों या व्यापक सामग्री भिन्नता के लिए सख्त सेटअप और परीक्षण की आवश्यकता हो सकती है.
चेकवेअर अच्छे उत्पादों को अस्वीकार क्यों करता है??
झूठी अस्वीकृति कंपन से आ सकती है, अस्थिर रिक्ति, झुका हुआ पैक, ढीली टोपियाँ, उत्पाद हिलाना, संकीर्ण वजन सीमा, या गलत अस्वीकार समय.
इनलाइन चेकवेइगर क्या है?
एक इनलाइन चेकवेइगर उत्पादों का वजन तब करता है जब वे उत्पादन लाइन से गुजरते हैं. यह प्रत्येक पैक को रोके बिना निरंतर निरीक्षण का समर्थन करता है.
क्या सभी फार्मा लाइनों को मेटल डिटेक्टर चेकवेइगर की आवश्यकता है??
नहीं. मेटल डिटेक्टर चेकवेइगर तब उपयोगी होता है जब लाइन को एक इकाई में वजन निरीक्षण और धातु संदूषण का पता लगाने दोनों की आवश्यकता होती है. कुछ लाइनें लेआउट के आधार पर अलग-अलग सिस्टम का उपयोग करती हैं, जोखिम, और सत्यापन आवश्यकताएँ.
चेकवेअर चुनने से पहले खरीदारों को क्या जांचना चाहिए??
खरीदारों को पैक आकार की समीक्षा करनी चाहिए, लक्ष्य वजन, लाइन की गति, गतिशील सटीकता, कन्वेयर स्थिरता, अस्वीकार विधि, डेटा रिकॉर्ड, सफाई पहुंच, और अपस्ट्रीम और डाउनस्ट्रीम मशीनों के साथ एकीकरण.
संदर्भ
- एफडीए / ईसीएफआर - 21 सीएफआर भाग 11, इलेक्ट्रॉनिक रिकार्ड; इलेक्ट्रॉनिक हस्ताक्षर.
https://www.ecfr.gov/current/title-21/chapter-I/subchapter-A/part-11
- यूरोपीय आयोग - ईयू जीएमपी अनुबंध 11: कम्प्यूटरीकृत सिस्टम.
https://health.ec.europa.eu/system/files/2016-11/annex11_01-2011_en_0.pdf





















