 コンテンツにスキップ
コンテンツにスキップ その 錠剤の製造工程 粉末と顆粒を重量を制御した最終錠剤に変換します, 強さ, サイズ, 外観, そして安定性. 医薬品および栄養補助食品の製造において, タブレットの品質は接続された段階を通じて構築されます: 原料の準備, 錠剤粉末配合, 錠剤の造粒または直接圧縮, タブレットの圧縮, 錠剤コーティング, タブレットのテスト, 錠剤の最終包装.
各ステージは次のステージに影響を与えます. 錠剤の粉末の流れが悪いと、錠剤の重量にばらつきが生じる可能性があります. タブレットの圧縮が不安定になるとキャッピングが発生する可能性があります, こだわり, ラミネート加工, または錠剤の硬度が弱い. 錠剤の硬さが影響する可能性があります 錠剤の崩壊, 錠剤のコーティング品質, 取り扱い中の錠剤の破損. 打錠機から良好な状態で放置された錠剤でも、使用前に安定した状態を保つために適切な錠剤コーティングと錠剤の包装が必要です。.
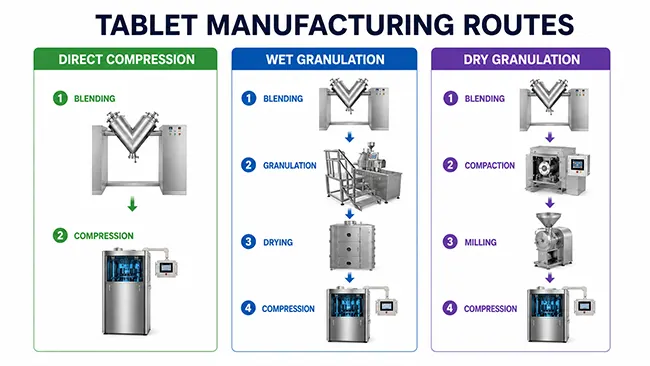
ほとんどのタブレットフォーミュラは、3 つのルートのいずれかを介してタブレット圧縮用に準備されています。: 直接圧縮, 湿式造粒, または乾式造粒. 正しいルートは粉体の流れに依存します, 圧縮率, 湿気への敏感性, 熱に弱い, 完成したタブレットの品質要件.

錠剤の製造工程とは?
錠剤の製造プロセスは、有効成分と賦形剤から圧縮錠剤を製造するために使用される制御された順序です。. 有効成分が錠剤の意図した機能を提供します. 賦形剤が錠剤の粉末の流れをサポート, タブレットの結合, 錠剤の崩壊, 錠剤コーティング性能, 味のマスキング, 外観, または保存安定性.
一般的な錠剤の製造フローには計量が含まれます, フライス加工, 錠剤粉末配合, 錠剤の造粒または直接圧縮, タブレットの圧縮, 金属探知, タブレットのホコリ取り, 錠剤の検査, 錠剤コーティング, タブレットのテスト, タブレットのパッケージング. 一部の錠剤フォーミュラは、混合から直接錠剤圧縮に移行できます。. 錠剤プレス機で確実に稼働させる前に、湿式造粒または乾式造粒が必要な場合もあります。.
| 錠剤製造段階 | 主な目的 | 共通の機器または制御ポイント |
| 計量と分注 | 錠剤の成分を正確に計量 | マテリアルハンドリングとバッチ制御 |
| 製粉および錠剤粉末の混合 | 粒子サイズと混合均一性を制御 | ミル, ミキサー, ブレンダー |
| 錠剤の造粒または直接打錠 | 錠剤の粉末の流れと圧縮性を改善する | 湿式造粒機, 乾式造粒機, 直接圧縮ブレンド |
| 錠剤の圧縮 | 制御された力の下で錠剤を形成する | 打錠機 |
| タブレットのホコリ取りと検査 | ほこりを取り除き、目に見えるタブレットの欠陥を確認します | タブレット除塵機, 検査ポイント |
| 錠剤コーティング | タブレット保護を追加する, 色, 味のマスキング, またはコントロールをリリースします | 錠剤コーティング機 |
| 錠剤の包装 | タブレットを保護し、完成したパックを準備します | ブリスターパッキングマシン, 錠剤計数および瓶詰めライン, 箱詰め機 |
直接圧縮, 湿式造粒, および乾式造粒
ほとんどの錠剤製剤は 3 つの調製ルートのいずれかを通って打錠機に届きます。.
直接圧縮 最短の錠剤生産ルートです. 錠剤の粉末を秤量します, ブレンド, 潤滑された, 別の錠剤造粒ステップを行わずに圧縮されます. 時間を節約し、設備のステップを削減します, ただし、すでに十分に流動し圧縮されている錠剤粉末ブレンドが必要です. 材料が分離した場合, 橋, スティック, または不均一に餌を与える, 直接圧縮すると錠剤の重量にばらつきや錠剤の欠陥が生じる可能性があります.
湿式造粒 錠剤を圧縮する前に、液体結合剤または造粒溶液を使用して、より強力で均一な顆粒を形成します。. 錠剤の粉末の流れが悪い場合によく使用されます。, 圧縮率が悪い, またはコンテンツの均一性に関する懸念. プロセスには通常、湿式混合が含まれます, 顆粒形成, 乾燥, サイズ調整, 潤滑, タブレットの圧縮.
乾式造粒 液体の代わりに機械的圧縮を使用する. 錠剤粉末をリボンまたはスラグに圧縮します。, 次に錠剤を圧縮する前に顆粒に粉砕します. このルートは、錠剤が湿気や熱に敏感な場合に役立ちます。. 液体の追加を回避します, しかし、それでも圧縮力の制御が必要です, フライス加工, 罰金, 最終的な粒径.
タブレットの処方から選択する必要があります, 装備の好みだけでなく. フィードシステムに入る材料がすでに錠剤の圧縮に適している場合、錠剤プレス機のパフォーマンスが向上します。.
ステップ 1: 原材料の計量, フライス加工, および錠剤粉末の混合
錠剤の製造は、正確な計量と管理された材料の準備から始まります. 各有効成分と賦形剤はバッチ配合と一致する必要があります. この段階でエラーが発生すると、タブレットのコンテンツの均一性に影響を与える可能性があります, 錠剤の硬度, 錠剤の崩壊, 錠剤の溶解, または最終的な錠剤収量.
原材料の粒径が一定でない場合は粉砕が使用される場合があります。. 均一な粒子サイズにより、錠剤粉末の混合と錠剤の圧縮が容易になります。, ただし、粉砕しすぎると微粉が多すぎる可能性があります. 細かい粉体は粉塵を発生させる可能性があります, 流れが悪い, または錠剤の圧縮中にパンチに固執する. 安定した錠剤の混合が可能な粒子径範囲を目標としています。, 餌やり, そして錠剤の形成.
錠剤粉末の混合により、有効成分と賦形剤がバッチ全体に分散されます。. このステップは、有効成分の使用率が低い場合に特に重要です。. 錠剤粉末の混合が不十分だと、錠剤の内容が不均一になる可能性があります. 潤滑剤は、錠剤の圧縮時および錠剤の排出時の摩擦を軽減するために、混合の終わり近くに添加されることがよくあります。, ただし、潤滑剤と過剰に混合すると、錠剤の結合が弱くなる可能性があります。.
ステップ 2: 粉末の流れを改善するための錠剤の造粒と乾燥
錠剤造粒では、細かい粉末や難しい粉末を、より安定して供給および圧縮できる顆粒に変換します。. 錠剤の処方に直接打錠が適さない場合に使用します。.
湿式造粒の場合, 錠剤粉末を結合剤溶液と混合する. 湿った塊は顆粒を形成します, 錠剤を圧縮する前に乾燥させ、サイズを調整します。. 水分レベルは重要です. 残留水分が多すぎると、錠剤の固着や安定性の問題が発生する可能性があります. 水分が少なすぎると顆粒が脆くなり、微粒子が増加する可能性があります.
乾式造粒の場合, 錠剤粉末を液体なしで圧縮したもの. ローラー圧縮が一般的な方法です. 圧縮された材料は粉砕されて顆粒になります, その後、錠剤を圧縮する前に、必要に応じて他の成分と混合します。. 乾式造粒は、湿気や熱に敏感な錠剤製品にとってより良い選択となる可能性があります。.
錠剤の造粒は粉末の流れ以上に影響を与えます. タブレットの硬さを変えることができます, 錠剤の破砕性, 錠剤の崩壊, 錠剤の溶解, 錠剤のコーティング挙動. 硬い顆粒は錠剤の崩壊を遅らせる可能性があります. 微粉が多すぎると、錠剤の圧縮中に粉塵や固着が発生する可能性があります.
ステップ 3: 錠剤プレス機での錠剤の圧縮
錠剤圧縮は、調製されたブレンドが錠剤になる段階です. 打錠機は材料を金型に充填します, パンチで圧縮する, 完成した錠剤を排出します.
で 回転式錠剤圧縮機, 複数のパンチアンドダイステーションがタレットの周囲を移動します. 砲塔が回転すると, 機械がいっぱいになる, メートル, 事前圧縮, 圧縮する, 錠剤を連続的に排出します. この設計は実稼働環境では一般的です.
重要なタブレット圧縮設定には塗りつぶしの深さが含まれます, タブレットの重量, 予圧縮力, 主圧縮力, 錠剤の厚さ, 砲塔速度. これらの設定はタブレットの硬さに影響します, タブレットの外観, タブレットの重量の変化, キャッピング, ラミネート加工, こだわり, ピッキング, タブレットの端の欠け.
タブレット圧縮の問題の多くは初期段階から発生します. 錠剤粉末の流れが悪いと、金型への充填が不均一になる可能性があります. 微粒子が多すぎると固着の原因となる可能性があります. 弱い顆粒は錠剤の脆さを引き起こす可能性があります. 打錠機は力と速度を制御できます, ただし、不安定な製剤や不十分に調製された錠剤ブレンドを完全に修正することはできません。.

ステップ 4: 包装前の錠剤テスト
錠剤が錠剤の最終包装に移行する前に, 品質チェックは、錠剤の生産が予想範囲内にあることを確認するのに役立ちます. 一般的なチェックにはタブレットの重量が含まれます, 錠剤の厚さ, 錠剤の硬度, 錠剤の破砕性, タブレットの外観, 錠剤の崩壊, そしてタブレットの溶解.
タブレットの硬度は、タブレットが取り扱いに耐えられるかどうかを示します, 錠剤コーティング, タブレットのパッケージング. 錠剤の破砕性は、錠剤が摩耗によって材料を失いすぎていないかどうかをチェックします. 錠剤の崩壊は、定義された条件下で錠剤がどのように崩壊するかをチェックします. 錠剤の溶解は、有効成分が時間の経過とともにどのように溶解するかを確認します.
タブレットテストはプロセスドリフトの特定に役立ちます. 錠剤の硬さが変わったら, 原因は錠剤の圧縮力かもしれません, 顆粒水分, 粒径, または潤滑. 完成した錠剤の包装中に粉塵が多すぎる場合, タブレットの防塵と上流のタブレット圧縮制御は見直す必要がある.
ステップ 5: 錠剤の保護と放出制御のためのコーティング
多くの錠剤は、錠剤圧縮後に錠剤コーティングを経ます。. 錠剤のコーティングで外観を改善できる, マスクの味, 粉塵を減らす, 湿気や光から守る, リリース制御をサポート.
フィルム錠剤コーティングは、錠剤の重量をあまり増やさずに薄く均一な層を形成できるため、広く使用されています。. 砂糖錠剤コーティングにより滑らかな仕上がり, 光沢のある表面ですが、通常は時間がかかり、重量が増加します. 腸溶性錠剤コーティング 錠剤が胃酸に抵抗し、腸の状態下で後で放出される必要がある場合に使用されます。.
錠剤コーティングの品質は錠剤コアと錠剤コーティング工程に依存します. 弱い錠剤は錠剤コーティングパンの内側で欠ける可能性があります. タブレット表面にほこりがあると、コーティングの密着性が低下する可能性があります. 噴霧量, 吸気温度, 排気, パン速度, コーティング液, 乾燥条件はすべて制御が必要です.
錠剤コーティング機はバッチサイズに適合する必要があります, 錠剤コーティングタイプ, 清掃要件, と本番環境. 錠剤のコーティングは錠剤の安定性に影響を与える可能性があります, 取り扱い, 外観, そしてリリースパフォーマンス.
ステップ 6: 錠剤のブリスター包装, ボトル, またはカートン
製造後に完成した錠剤を保護する錠剤パッケージ. 最適な錠剤梱包ルートは錠剤の感度によって決まります, 市場形式, カウント要件, バリアの必要性, および下流の処理.
ブリスター包装により錠剤を個々の空洞に密封します. 錠剤の各用量を保護し、視認性を高めることができます。, 取り扱い, 小売プレゼンテーション. PVC, PVDC, および Alu-Alu ブリスター材料は、錠剤バリアのニーズとコストに基づいて選択できます。. ブリスター包装機は成形を制御する必要があります, タブレットの給餌, 封印, 切断, コーディング, そして検査.
個数販売の錠剤はボトル包装が一般的. 錠剤とカプセルの計数瓶詰めラインには、ボトルのスクランブル解除が含まれる場合があります, 電子タブレットカウンティング, 重量チェック, 乾燥剤の挿入, ボトルのキャッピング, 誘導シール, ラベリング, そして箱詰め. このルートは医薬品の錠剤では一般的です, サプリメントの錠剤, および栄養補助食品の錠剤.
箱詰めは、錠剤ブリスター包装または錠剤ボトル包装の後によく使用されます。. 箱詰め機は一連の手順を処理できます: 製品供給, 製品検出, リーフレットの折り込み (1–4倍), 自動カートン供給, カートン成形, リーフレットと商品の折り込み, コーディング, フラップのタック, 検査と拒否, そして退院。バイヤーが錠剤の包装ラインを計画する場合, 各マシンを個別に判断するのではなく、ルート全体を見る必要があります。.
一連のステップを処理できる: 製品供給, 製品検出, リーフレットの折り込み (1–4倍), 自動カートン供給, カートン成形, リーフレットと商品の折り込み, コーディング, ダストフラップの挟み込み, メインフラップのタック, 検査と拒否, そして退院.
Ruida Packing は、バイヤーが錠剤プレス機をマッチングするのを支援することで、錠剤の生産と錠剤の包装プロジェクトをサポートします。, 錠剤コーティング機, ブリスター包装機, 錠剤ボトル包装ライン, 製品フォーマットに合わせた箱詰め設備, 出力対象, および回線接続の必要性.

錠剤製造工程設備チェックリスト
完全なタブレット機器計画は、タブレット製品と完成したパックの形式から始める必要があります。.
制作チームは確認する必要があります:
- タブレットの処方には直接圧縮が必要ですか?, 湿式造粒, または乾式造粒?
- タブレットのサイズは, 形, 厚さ, と硬さが求められます?
- タブレットにはフィルムコーティングが必要ですか, 糖衣, または腸溶性コーティング?
- タブレットは湿気に弱いですか, ライト, 熱, 摩耗, または塵?
- 完成したタブレット製品はブリスター包装を使用しますか?, ボトル包装, または両方?
- タブレットラインにはタブレットの粉塵除去が必要ですか?, 検査, コーディング, ラベリング, または箱詰め?
- タブレット製品ライン全体に必要な出力は何ですか, 1台のマシンだけではなく?
- タブレットのサイズまたはパックの形式間で線が変わる頻度はどれくらいですか?
強力な錠剤生産ラインにより錠剤粉末の取り扱いを維持, タブレットの圧縮, 錠剤コーティング, タブレットのテスト, 1つの接続されたプロセスとして安定した錠剤パッケージング.
結論は
その 錠剤の製造工程 リンク資料の準備, 錠剤形成, 仕上げ, テスト, と包装. 錠剤粉末のブレンドが適切であれば、直接圧縮が効率的になる可能性があります. 湿式造粒は、困難な錠剤処方の流動性と圧縮性を改善できます。. 乾式造粒は、錠剤材料が湿気や熱に敏感な場合に役立ちます.
各ステージは次のステージに影響を与えます. 錠剤粉末の混合は錠剤の造粒に影響します. 錠剤の顆粒化は錠剤の圧縮に影響します. 錠剤の圧縮は錠剤の硬度と錠剤の崩壊に影響を与えます. 錠剤のコーティングは保護と外観に影響を与えます. タブレットのパッケージは、完成したタブレットをユーザーに届くまで保護します。.
製造およびパッケージングのバイヤー向け, 最高のタブレット製品ラインはタブレット製品を中心に構築されています, マシンの速度だけでなく. 打錠機, 錠剤コーティング機, ブリスター包装機, 錠剤ボトル包装ライン, 箱詰め機は、同じ錠剤の品質と完成したパックの要件に基づいて選択された場合に最適に機能します。.
よくある質問
錠剤の製造工程とは?
錠剤の製造プロセスは、粉末または顆粒を完成した錠剤に変えるために使用される制御された順序です。. 通常、材料の準備が含まれます, 錠剤粉末配合, 錠剤の造粒または直接圧縮, タブレットの圧縮, 錠剤コーティング, タブレットのテスト, タブレットのパッケージング.
錠剤圧縮の前に造粒が使用される理由?
錠剤造粒は、安定した錠剤製造のために粉末が十分に流動または圧縮できない場合に使用されます。. 流れを改善できる, 分離を減らす, タブレットの強度をサポート, タブレットの圧縮をより一貫性のあるものにします.
錠剤の製造にはどのような設備が使用されますか?
一般的な錠剤製造装置にはミルが含まれます, ミキサー, 湿式造粒機, 乾式造粒機, 打錠機, タブレット除塵機, 錠剤コーティング機, ブリスター包装機, 錠剤計数および瓶詰めライン, および箱詰め機.
打錠機は何をする機械ですか?
打錠機は、粉末または顆粒を金型に充填し、パンチを使用して材料を圧縮して錠剤にします。. タブレットの重量をコントロールします, 錠剤の厚さ, 錠剤の硬度, とタブレットの出力速度.
参考文献
FDA. プロセスの検証: 一般原則と実践.
https://www.fda.gov/files/drugs/published/Process-Validation–一般原則と実践.pdf シャンムガム S. 造粒技術とテクノロジー: 最近の進歩.
https://pmc.ncbi.nlm.nih.gov/articles/PMC4401168/





















