El aplastamiento de las ampollas durante la producción se debe a una desalineación mecánica, desequilibrios térmicos/de presión, o inconsistencias materiales, causando cavidades colapsadas que comprometen la integridad del producto. Abajo, analizamos sus causas fundamentales, impactos, y soluciones específicas.
1. Cómo se produce la trituración de ampollas: 4 Mecanismos centrales
1.1 Estaciones de herramientas desalineadas
Física: formando, sellando, y las estaciones de punzonado que operan en diferentes planos ejercen fuerzas de corte.
Umbral crítico: >0.1El desplazamiento axial de mm aplasta las paredes laterales de la ampolla durante la compresión..
1.2 Defectos de vacío/termoformado
Fallo del proceso: Presión de vacío inconsistente (abajo 0.6 bar) crea paredes de cavidad débiles.
Defectos de transferencia de calor: El calentamiento desigual provoca variaciones en el espesor del PVC (±0,05 mm), inducir el colapso bajo presión de sellado.
1.3 Fatiga de materiales & Incompatibilidad
Discrepancia de calibre: Espesor del PVC <0.25mm o lámina de aluminio >30μm se flexiona a temperaturas de sellado (150–180°C).
Absorción de humedad: Las ampollas de PVC hinchadas por la humedad se encogen y deforman durante el enfriamiento.
1.4 Errores de sincronización de tiempo
Retardo del servo: Los retrasos de milisegundos entre las estaciones de formado y sellado atrapan bolsas de aire.
Sobrecompresión: El descenso prematuro del puñetazo aplasta las ampollas sin soporte.
2. Impactos en la producción: Costo, Cumplimiento & Desperdiciar
| Área | Consecuencia | Pérdida financiera |
| Pérdida de rendimiento | 8–20% de tasa de rechazo de tabletas trituradas | $2,500–$10,000 por lote |
| Tiempo de inactividad | 30+ minutos/hora para autorización manual | $720/hora (promedio. línea farmacéutica) |
| Riesgo regulatorio | Incumplimiento de cGMP/ISO → auditorías fallidas | $50k+ penalizaciones por retirada |
| Desperdicio de materiales | PVC/Alu arruinado + ingredientes activos | 15–30% más costos de materiales |
3. Soluciones dirigidas: Correcciones de ingeniería de precisión
3.1. Eliminar la desalineación
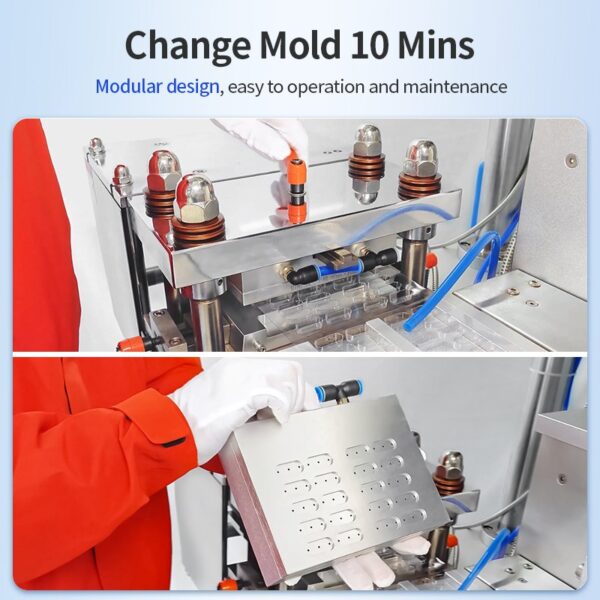
Tecnología núcleo-eje: Montar estaciones de formado/sellado/punzonado en un solo eje. (DPP-180Pro) con microajuste mediante volante (<0.01tolerancia mm).
Calibración guiada por láser: Corrija automáticamente la desalineación cada 500 ciclos.
3.2. Optimizar el termoformado
Control dinámico de presión: Las bombas de vacío servorreguladas mantienen 0,7±0,05 bar.
Calefacción de doble etapa: Precalentar + Las zonas de formación garantizan una ductilidad uniforme del PVC..
3.3. Material & Controles de proceso
Sensores de calibre automático: Rechazar PVC fuera del rango de 0,25 a 0,3 mm.
PVC resistente a la humedad: Utiliza películas antihumedad (probado en 60% RH).
3.4. Actualizaciones de sincronización
Servos de circuito cerrado: La retroalimentación del codificador sincroniza las estaciones en 5 ms.
Pasadores de soporte de cavidad: Ampollas con micropins durante el punzonado.
Conclusión: El aplastamiento se puede prevenir con ingeniería inteligente
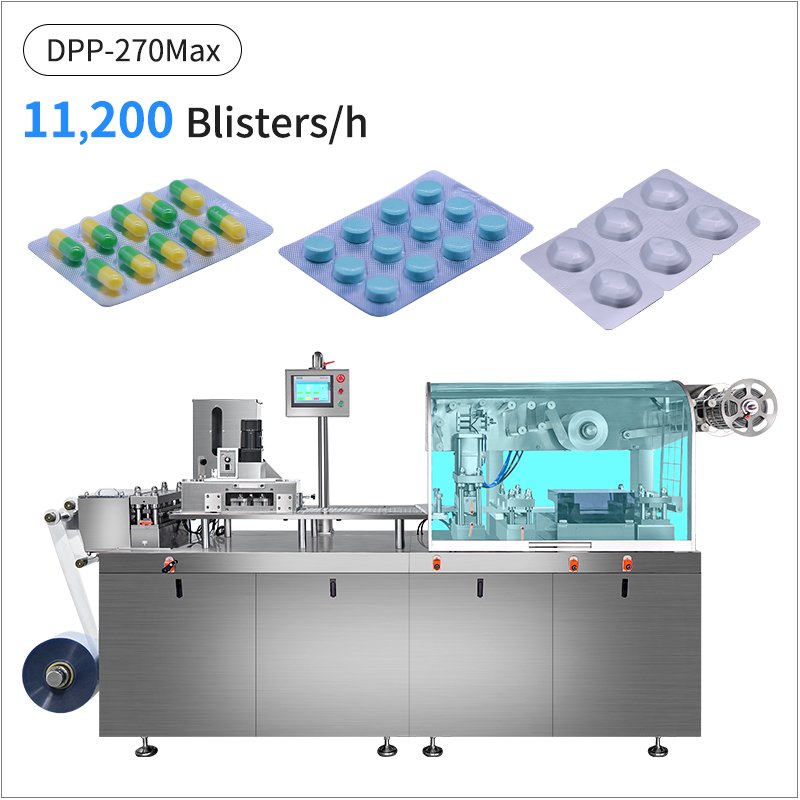
La trituración de las ampollas se origina por una desalineación de la máquina, termoformado incontrolado, o materiales de calidad inferior, no la inevitabilidad. Implementación de herramientas de eje unificado, control de presión servoaccionado, y el monitoreo en tiempo real reduce los defectos al 95%. Máquinas como la DPP-180Pro lo demuestran mediante tasas de rechazo cercanas a cero en instalaciones cGMP, demostrando que el diseño de precisión elimina y al mismo tiempo aumenta el ROI.