Η σύνθλιψη της κυψέλης κατά τη διάρκεια της παραγωγής οφείλεται σε μηχανική κακή ευθυγράμμιση, θερμικές ανισορροπίες/ανισορροπίες πίεσης ή ασυνέπειες υλικού, προκαλώντας κοιλότητες που καταρρέουν και θέτουν σε κίνδυνο την ακεραιότητα του προϊόντος. Παρακάτω, αναλύουμε τα βαθύτερα αίτια, τις επιπτώσεις και τις στοχευμένες λύσεις.
1. Πώς συμβαίνει η σύνθλιψη της φουσκάλας: 4 βασικοί μηχανισμοί
1.1 Εσφαλμένα ευθυγραμμισμένοι σταθμοί εργαλείων
Φυσική: Οι σταθμοί διαμόρφωσης, σφράγισης και διάτρησης που λειτουργούν σε διαφορετικά επίπεδα ασκούν διατμητικές δυνάμεις.
Κρίσιμο κατώφλι: >0,1mm αξονική μετατόπιση συνθλίβει τα πλευρικά τοιχώματα της κυψέλης κατά τη συμπίεση.
1.2 Ελαττώματα κενού/θερμομόρφωσης
Αποτυχία διαδικασίας: (κάτω από 0,6 bar) δημιουργεί αδύναμα τοιχώματα κοιλότητας.
Ελαττώματα μεταφοράς θερμότητας: (±0,05 mm), προκαλώντας κατάρρευση υπό την πίεση σφράγισης.
1.3 Κόπωση και ασυμβατότητα υλικών
Αντιστοιχία μετρητών: PVC πάχους 30μm λυγίζει σε θερμοκρασίες σφράγισης (150-180°C).
Απορρόφηση υγρασίας: PVC συρρικνώνεται και παραμορφώνεται κατά την ψύξη.
1.4 Σφάλματα συγχρονισμού χρονισμού
Υστέρηση σερβο: Οι καθυστερήσεις χιλιοστών του δευτερολέπτου μεταξύ των σταθμών διαμόρφωσης → σφράγισης παγιδεύουν θύλακες αέρα.
Υπερσυμπίεση: Η πρόωρη κάθοδος με γροθιά συνθλίβει τις μη υποστηριζόμενες φουσκάλες.
2. Επιπτώσεις στην παραγωγή: Κόστος, συμμόρφωση & απόβλητα
| Περιοχή | Συνέπεια | Οικονομικές απώλειες |
| Απώλεια απόδοσης | 8-20% ποσοστό απόρριψης από θρυμματισμένα δισκία | $2,500-$10,000 ανά παρτίδα |
| Χρόνος διακοπής λειτουργίας | 30+ λεπτά/ώρα για χειροκίνητη εκκαθάριση | $720/hr (μέση φαρμακευτική γραμμή) |
| Ρυθμιστικός κίνδυνος | μη συμμόρφωση cGMP/ISO → αποτυχημένοι έλεγχοι | $50k+ ποινές ανάκλησης |
| Υλικά Απόβλητα | Κατεστραμμένο PVC/Alu + δραστικά συστατικά | 15-30% υψηλότερο κόστος υλικών |
3. Στοχευμένες λύσεις: Μηχανική ακριβείας
3.1. Εξάλειψη της κακής ευθυγράμμισης
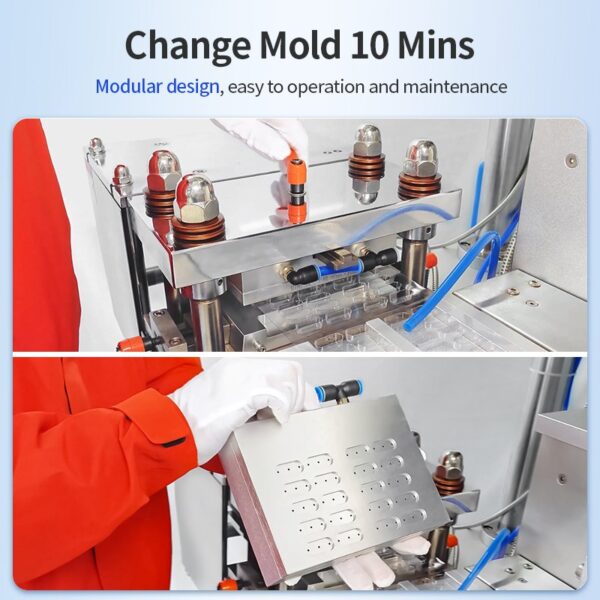
Τεχνολογία Core-Shaft: (DPP-180Pro) με μικρορύθμιση χειροτροχού (ανοχή <0,01mm).
Βαθμονόμηση με λέιζερ: Αυτόματη διόρθωση της κακής ευθυγράμμισης κάθε 500 κύκλους.
3.2. Βελτιστοποίηση της θερμοδιαμόρφωσης
Δυναμικός έλεγχος πίεσης: 0,7±0,05 bar.
Θέρμανση διπλού σταδίου: εξασφαλίζουν ομοιόμορφη ολκιμότητα του PVC.
3.3. Έλεγχοι υλικών και διεργασιών
Αισθητήρες αυτόματου μετρητή: Απορρίπτουν PVC εκτός του εύρους 0,25-0,3mm.
Ανθεκτικό στην υγρασία PVC: Χρησιμοποιήστε μεμβράνες κατά της υγρασίας (δοκιμασμένες σε 60% RH).
3.4. Αναβαθμίσεις συγχρονισμού
Servos κλειστού βρόχου: Ανατροφοδότηση κωδικοποιητή συγχρονίζει τους σταθμούς εντός 5ms.
Καρφίτσες στήριξης κοιλότητας: Μικρο-καρφιά στηρίζουν τις φουσκάλες κατά τη διάρκεια της διάτρησης.
Συμπέρασμα: Με έξυπνη μηχανική: Η σύνθλιψη μπορεί να αποφευχθεί
Η σύνθλιψη της κυψέλης προέρχεται από την κακή ευθυγράμμιση της μηχανής, την ανεξέλεγκτη θερμοδιαμόρφωση ή τα υποβαθμισμένα υλικά - και δεν είναι αναπόφευκτη. Η εφαρμογή εργαλείων ενοποιημένου άξονα, ελέγχου πίεσης με σερβομηχανισμό και παρακολούθησης σε πραγματικό χρόνο μειώνει τα ελαττώματα κατά 95%. Μηχανήματα όπως το DPP-180Pro το αποδεικνύουν αυτό μέσω σχεδόν μηδενικών ποσοστών απόρριψης σε εγκαταστάσεις cGMP, αποδεικνύοντας ότι ο σχεδιασμός ακριβείας εξαλείφει ενώ παράλληλα ενισχύει την απόδοση επένδυσης.