Das Zerdrücken von Blistern während der Produktion ist auf mechanische Fehlausrichtungen, thermische/druckbedingte Ungleichgewichte oder Materialunregelmäßigkeiten zurückzuführen, die zu kollabierten Hohlräumen führen und die Produktintegrität beeinträchtigen. Im Folgenden gehen wir auf die Ursachen, Auswirkungen und gezielte Lösungen ein.
1. Wie Blasenquetschung entsteht: 4 Hauptmechanismen
1.1 Verstellte Werkzeugstationen
Physik: Umform-, Versiegelungs- und Stanzstationen, die auf unterschiedlichen Ebenen arbeiten, üben Scherkräfte aus.
Kritischer Schwellenwert: >Ein axialer Versatz von mehr als 0,1 mm zerdrückt die Seitenwände der Blase während der Kompression.
1.2 Vakuum-/Thermoforming-Defekte
Prozessversagen: Ein ungleichmäßiger Vakuumdruck (unter 0,6 Bar) führt zu schwachen Hohlraumwänden.
Mängel bei der Wärmeübertragung: Durch ungleichmäßige Erwärmung kommt es zu Schwankungen in der PVC-Dicke (±0,05 mm), die unter dem Versiegelungsdruck zum Zusammenbruch führen.
1.3 Materialermüdung und Inkompatibilität
Dickenunterschied: PVC-Dicke 30μm biegt sich bei Versiegelungstemperaturen (150-180°C).
Feuchtigkeitsabsorption: Durch Feuchtigkeit aufgequollene PVC-Blister schrumpfen und verformen sich beim Abkühlen.
1.4 Fehler bei der Zeitsynchronisation
Servo-Verzögerung: Millisekunden-Verzögerungen zwischen Form- → Siegelstationen fangen Lufteinschlüsse ein.
Über-Kompression: Das vorzeitige Absenken des Schlags drückt die nicht unterstützten Blasen zusammen.
2. Auswirkungen auf die Produktion: Kosten, Einhaltung der Vorschriften und Abfall
| Bereich | Konsequenz | Finanzieller Verlust |
| Renditeverlust | 8-20% Rückweisungsrate von zerkleinerten Tabletten | $2.500-$10.000 pro Charge |
| Ausfallzeit | 30+ Min./Stunde für manuelle Abfertigung | $720/Std. (durchschnittl. pharmazeutische Linie) |
| Regulatorisches Risiko | Nichteinhaltung von cGMP/ISO → nicht bestandene Audits | $50k+ Sanktionen für Rückrufaktionen |
| Materialabfälle | Ruiniertes PVC/Alu + Wirkstoffe | 15-30% höhere Materialkosten |
3. Gezielte Lösungen: Feinmechanische Korrekturen
3.1. Ausrichtungsfehler beseitigen
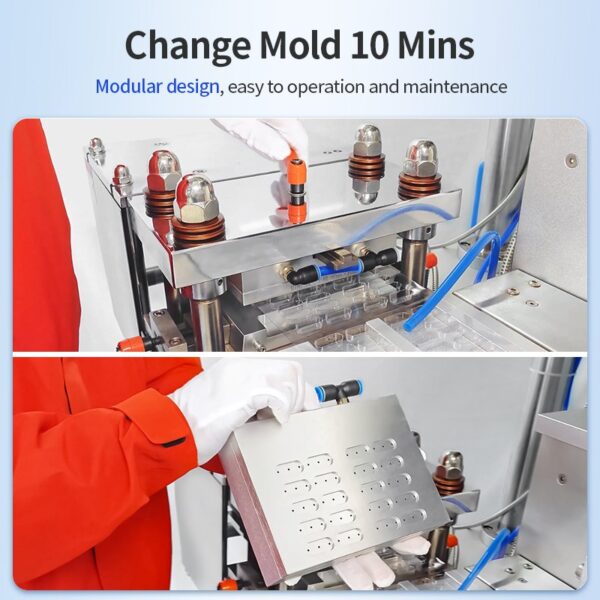
Kern-Schaft-Technologie: Montage von Form-/Versiegelungs-/Stanzstationen auf einer einzigen Achse (DPP-180PRO) mit Handrad-Mikrojustierung (<0,01 mm Toleranz).
Lasergesteuerte Kalibrierung: Automatische Korrektur der Fehlausrichtung alle 500 Zyklen.
3.2. Optimieren Sie das Thermoformen
Dynamische Druckregelung: Servogeregelte Vakuumpumpen halten 0,7±0,05 bar.
Zweistufige Heizung: Vorwärm- und Verformungszonen gewährleisten eine gleichmäßige Verformbarkeit des PVC.
3.3. Material- und Prozesskontrollen
Auto-Gauge-Sensoren: Ablehnung von PVC außerhalb des Bereichs von 0,25-0,3 mm.
Feuchtigkeitsresistentes PVC: Verwenden Sie feuchtigkeitsresistente Folien (getestet bei 60% RH).
3.4. Upgrades der Synchronisation
Servos mit geschlossenem Regelkreis: Encoder-Feedback synchronisiert Stationen innerhalb von 5 ms.
Hohlraum-Stützstifte: Micro-Pins stützen die Blasen beim Stanzen.
Schlussfolgerung: Quetschungen sind mit intelligenter Technik vermeidbar
Das Zerdrücken von Blasen ist auf eine falsche Ausrichtung der Maschine, unkontrolliertes Tiefziehen oder minderwertige Materialien zurückzuführen - und nicht unvermeidlich. Durch die Implementierung von Werkzeugen mit einheitlichen Achsen, servogesteuerter Druckregelung und Echtzeitüberwachung werden Fehler um 95% reduziert. Maschinen wie die DPP-180Pro demonstrieren dies durch Ausschussraten nahe Null in cGMP-Anlagen und beweisen, dass Präzisionsdesign Fehler eliminiert und gleichzeitig den ROI erhöht.