เคยผลักเม็ดยาผ่านสิ่งบอบบาง, พุพองที่มีรูปแบบไม่ดี? มันน่าหงุดหงิด. กรอบ, บรรจุภัณฑ์พลาสติกแข็งไม่เพียงแต่น่าพึงพอใจในการใช้งานเท่านั้น; สิ่งเหล่านี้มีความสำคัญอย่างยิ่งต่อการปกป้องผลิตภัณฑ์, หลักฐานการงัดแงะ, และความเชื่อมั่นของผู้บริโภค. การบรรลุถึงความแข็งแกร่งที่สม่ำเสมอนี้ต้องอาศัยหลักการทางวิศวกรรมหลักสามประการที่เชี่ยวชาญโดยเครื่องบรรจุภัณฑ์พุพองประสิทธิภาพสูง: ความสม่ำเสมอของแรงดันที่แม่นยำ, ความสมบูรณ์ของการปิดผนึกระดับโพรง, และการระบายความร้อนด้านล่างเชิงกลยุทธ์. มาวิเคราะห์วิทยาศาสตร์เบื้องหลังสแน็ปอินกันดีกว่า.
1. ความสม่ำเสมอของแรงดันที่แม่นยำ
กุญแจสำคัญในการแต่งกาย, ตุ่มพองที่คมชัดเริ่มต้นด้วยการกระจายแรงกดที่สม่ำเสมอทั่วทั้งบริเวณที่ขึ้นรูป. ลองจินตนาการถึงการพยายามปั้นแป้งโดยใช้ไม้นวดแป้งที่ไม่เท่ากัน คุณจะพบความหนาและจุดอ่อนที่ไม่สม่ำเสมอ. เช่นเดียวกับการขึ้นรูปด้วยความร้อน PVC หรือฟิล์มอื่นๆ.
มันทำงานอย่างไร: ในระหว่างรอบการขึ้นรูป (โดยใช้สูญญากาศ, ความดัน, หรือการรวมกัน), แรงดึงหรือผลักฟิล์มพลาสติกที่ให้ความร้อนเข้าไปในโพรงแม่พิมพ์จะต้องสม่ำเสมอในทุกจุดทั่วพื้นผิวแม่พิมพ์.
ผลลัพธ์: แรงกดที่สม่ำเสมอนี้ช่วยให้ฟิล์มพลาสติกยืดออกอย่างสม่ำเสมอในทุกช่อง. ตุ่มแต่ละอันมีความลึกและความหนาของผนังเท่ากัน. ไม่มีบาง, บริเวณที่อ่อนแอซึ่งมีแนวโน้มที่จะงอหรือแตกร้าว, และไม่หนา, ส่วนที่บิดเบี้ยว. ความสม่ำเสมอเท่ากับความกรอบ. แรงดันที่แตกต่างกันทำให้เกิดความลึกของตุ่มพองที่ไม่สอดคล้องกัน, ความหนาของผนัง, และในที่สุด, ความรู้สึกบอบบาง.
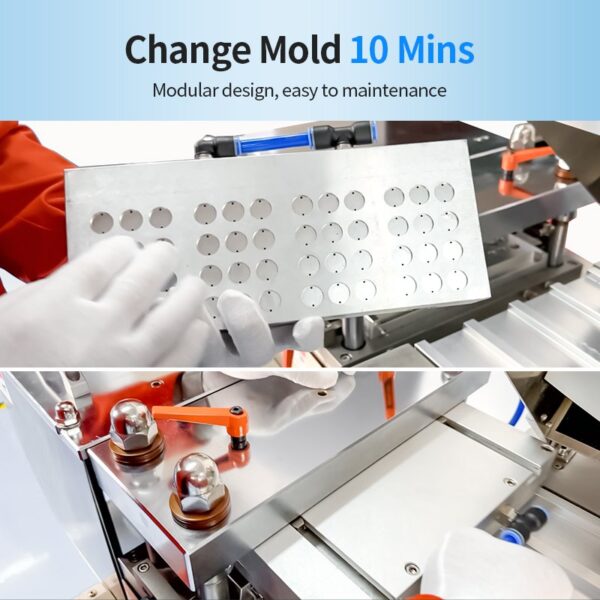
2. ความสมบูรณ์ของการปิดผนึกตุ่มเดียว
หลักการทำงานหลักของการขึ้นรูปคือหลังจากที่ PVC อ่อนตัวที่อุณหภูมิสูงไปถึงแม่พิมพ์ขึ้นรูป, แม่พิมพ์ด้านบนถูกกดอย่างแน่นหนาบน PVC, และรูพรุนในแม่พิมพ์จะปล่อยอากาศอัดออกมา, เพื่อให้พีวีซีกลายเป็นพุพองเดียวในแม่พิมพ์ขึ้นรูปอย่างรวดเร็ว.
เพื่อเป็นการประหยัดค่าใช้จ่าย, ผู้ผลิตเครื่องบรรจุภัณฑ์พุพองบางรายจะมีตราประทับเดียวบนแม่พิมพ์ส่วนบน, และตุ่มสองหรือสามพุพองมีตราประทับเดียวกัน. ความไม่สม่ำเสมอเล็กน้อยบนพื้นผิวแม่พิมพ์หรือวัสดุพีวีซีจะทำให้เกิดการรั่วไหลของอากาศอัดเล็กน้อยระหว่างโพรงต่างๆ, ส่งผลให้ PVC และแม่พิมพ์ส่วนบนของแม่พิมพ์ปิดไม่สนิท. ผลลัพธ์ที่ได้? “กำลังบาน”-อ่อนนุ่ม, โค้งมน, แผลพุพองที่ไม่ชัดเจนไม่มีขอบคมและความแข็งแกร่ง.
โซลูชั่นที่เหนือกว่า: ซีลช่องส่วนบุคคล: เครื่องผลิตตุ่มขั้นสูงมีแผ่นแม่พิมพ์ด้านบนที่ออกแบบมาโดยมีพื้นผิวการซีลโดยเฉพาะรอบๆ ช่องตุ่มทุกช่อง. คิดว่ามันเหมือนกับปะเก็นแยกสำหรับกระเป๋าแต่ละใบ.
ทำไมมันถึงชนะ: การปิดผนึกระดับช่องนี้รับประกันการล็อคสุญญากาศโดยเฉพาะบริเวณที่สำคัญที่สุดโดยตรงรอบๆ ช่องที่ขึ้นรูปแต่ละช่อง. แม้ว่าจะมีข้อบกพร่องเล็กๆ น้อยๆ อยู่ที่จุดอื่นบนจานก็ตาม, ซีลสำหรับตุ่มแต่ละอันยังคงไม่บุบสลาย. ช่วยให้มั่นใจได้ถึงประสิทธิภาพอากาศอัดหรือแรงดันสูงสุดสำหรับช่องเฉพาะนั้น, บังคับให้พลาสติกร้อนสัมผัสใกล้ชิดกับทุกส่วนโค้งและมุมของแม่พิมพ์. ผลลัพธ์ที่ได้คือขอบคมสม่ำเสมอ, ดึงลึก, และแข็งเกร็ง, โครงสร้างตุ่มที่ชัดเจน.
3. การระบายความร้อนด้านล่างเชิงกลยุทธ์: ล็อคความแข็งแกร่งทันที
การสร้างรูปร่างที่สมบูรณ์แบบมีชัยไปกว่าครึ่งเท่านั้น. การล็อคมันไว้ก่อนที่ความเครียดภายในจะทำให้เกิดการคลายตัวหรือการบิดเบี้ยวเป็นสิ่งสำคัญสำหรับความกรอบที่ยั่งยืน. นี่คือจุดที่การทำความเย็นอย่างรวดเร็วและตรงเป้าหมายกลายเป็นสิ่งที่ไม่สามารถต่อรองได้.
ฟิสิกส์: เมื่อได้รับความร้อนจากพลาสติก (โดยทั่วไปจะเป็น PVC ที่อุณหภูมิ 120-180°C/250-350°F) ถูกสร้างขึ้น, สายโซ่โพลีเมอร์ยืดออก. ความแข็งแกร่งเกิดขึ้นเมื่อโซ่เหล่านี้เคลื่อนที่อย่างรวดเร็ว “แช่แข็ง” ในสิ่งใหม่ของพวกเขา, ตำแหน่งขยายออกไปเมื่อวัสดุเย็นตัวลงต่ำกว่าอุณหภูมิการเปลี่ยนสถานะคล้ายแก้ว.
ความเสี่ยงของการระบายความร้อนช้า: หากระบายความร้อนช้า, โซ่โพลีเมอร์มีเวลาที่จะผ่อนคลายบางส่วนกลับสู่สภาพเดิมก่อนที่จะแข็งตัว. การคลายตัวนี้ทำให้เกิดการหดตัว, การแปรปรวน, และการสูญเสียความแข็งแกร่งและความคมชัดอย่างมีนัยสำคัญ – แผลพุพองให้ความรู้สึกนุ่มนวลและ “ไร้ชีวิตชีวา”
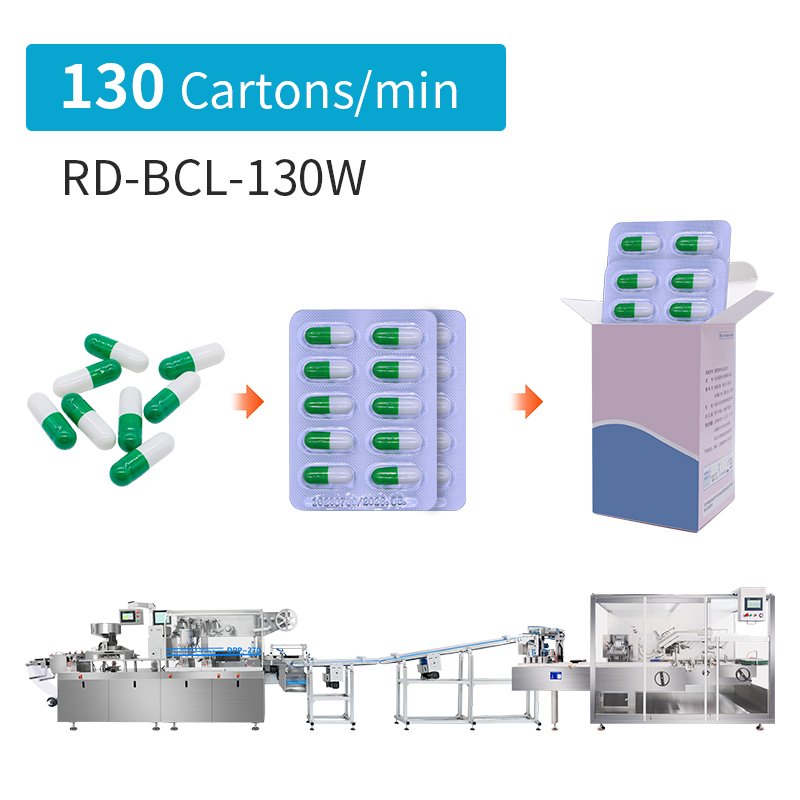
พลังของการระบายความร้อนด้านล่าง: รุยดาDPP-270Max ของมีช่องระบายความร้อนที่มีประสิทธิภาพซึ่งอยู่ใต้โพรงแม่พิมพ์โดยตรง. น้ำเย็น (10-20องศาเซลเซียส / 50-68°F) หมุนเวียนอย่างรวดเร็วผ่านช่องทางเหล่านี้เมื่อการขึ้นรูปทันทีเสร็จสิ้น.
เหตุใดตำแหน่งจึงมีความสำคัญ: ระบายความร้อนจากด้านล่าง (ด้านที่สัมผัสโดยตรงกับตุ่มพองที่เกิดขึ้น) ให้เส้นทางการถ่ายเทความร้อนที่มีประสิทธิภาพสูงสุด. พื้นผิวแม่พิมพ์โลหะเย็นดึงความร้อนออกจากพลาสติกอย่างรุนแรง, ทำให้แข็งตัวจากด้านช่องออกไปด้านนอก.
ชุดทันที: รวดเร็วขนาดนี้, การสกัดความร้อนแบบกำหนดเป้าหมาย “ค้าง” โซ่โพลีเมอร์จะก่อตัวขึ้นเกือบจะในทันที, รัฐยืดออก. ไม่มีเวลาที่จะผ่อนคลายหรือหดตัว. กระบวนการนี้, รู้จักกันในนาม “การตั้งค่า,” มอบสแน็ปอินที่เป็นลักษณะเฉพาะ, ความแข็งแกร่งแบบตายตัว, และความเสถียรของมิติที่จำเป็นสำหรับบรรจุภัณฑ์พลาสติกที่คมชัดอย่างแท้จริง.
การทำงานร่วมกัน: ความเป็นเลิศทางวิศวกรรมในการดำเนินการ
องค์ประกอบทั้งสามนี้: ความดันสม่ำเสมอ, ซีลระดับโพรง, และการระบายความร้อนด้านล่าง – ไม่ใช่คุณสมบัติแบบสแตนด์อโลน; พวกเขาทำงานร่วมกันอย่างมีประสิทธิภาพ:
(1). แรงกดสม่ำเสมอทำให้พลาสติกกระจายอย่างสม่ำเสมอตามรูปร่างที่ต้องการ.
(2). Cavity-Level Sealing รับประกันว่าแรงขึ้นรูปจะทำงานได้อย่างมีประสิทธิภาพสูงสุดในทุกตุ่มเดียว, บังคับให้พลาสติกสัมผัสกับแม่พิมพ์อย่างสมบูรณ์เพื่อความคมชัด.
(3). ระบบระบายความร้อนด้านล่างเชิงกลยุทธ์ล็อครูปทรงที่สมบูรณ์แบบนี้ให้เข้าที่ทันที, ป้องกันการคลายตัวและรับประกันความแข็งแกร่งที่ยั่งยืน.
บทสรุป
บรรลุความคมสม่ำเสมอ, เข้มงวด, และบรรจุภัณฑ์พุพองป้องกันเป็นผลโดยตรงจากวิศวกรรมที่มีความแม่นยำซึ่งมุ่งเน้นไปที่พื้นที่วิกฤติเหล่านี้. เครื่องจักรที่ควบคุมการกระจายแรงดันสม่ำเสมอ, ใช้เทคโนโลยีการปิดผนึกระดับโพรงที่แท้จริง, และใช้ระบบระบายความร้อนด้านล่างที่มีประสิทธิภาพทำให้ได้คุณภาพบรรจุภัณฑ์ที่เหนือชั้น. สิ่งนี้แปลโดยตรงถึงการปกป้องผลิตภัณฑ์ที่เหนือกว่า, เพิ่มความพึงพอใจของผู้บริโภคด้วยความสมบูรณ์แบบ “โผล่,” และการรับรู้ถึงแบรนด์ที่แข็งแกร่งขึ้นผ่านทางมืออาชีพ, บรรจุภัณฑ์ที่เชื่อถือได้. เมื่อประเมินเครื่องบรรจุภัณฑ์พุพอง, พิจารณาหลักการทางวิศวกรรมหลักเหล่านี้อย่างละเอียดถี่ถ้วน ซึ่งเป็นรากฐานที่ปฏิเสธไม่ได้ของประสิทธิภาพที่คมชัด.