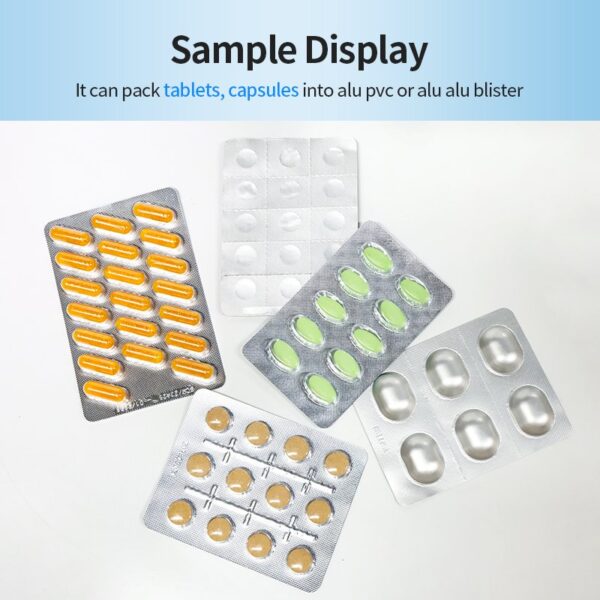
薄っぺらで形の悪い水ぶくれに錠剤を押し込んだことがあるだろうか?イライラしますよね。パリッとした硬いブリスターパックは単に使い心地の良さだけでなく、 製品保護、改ざん防止、消費者の信頼にとって非常に重要です。この安定した剛性を実現するには、高性能ブリスター・ パッキング・マシンが習得した3つの中核的なエンジニアリング 原理に集約されます:正確な圧力の均一性、キャビティレベルのシーリング の完全性、戦略的な底面冷却です。それでは、この「スナップ」の背後にある科学的原理を 解釈してみましょう。.
1.正確な圧力均一性
均一で鮮明なブリスターを作る鍵は、成形エリア全体に完璧に均等な圧力をかけることから始まります。不均一な麺棒で生地を成形しようとすることを想像してみてください。PVCやその他のフィルムを熱成形する場合も同様です。.
どのように機能するか成形サイクル中(真空、圧力、またはその組み合わせを使用)、加熱されたプラスチックフィルムを金型キャビティに引き込む力、または押し込む力は、金型表面のすべての点で絶対的に均一でなければなりません。.
結果この均一な圧力により、プラスチックフィルムはすべての空洞に均等に伸びます。各ブリスタが正確に同じ深さと肉厚に形成されます。たわみや破裂を起こしやすい薄くて弱い部分や、厚くて歪んだ部分はありません。一貫性は鮮明さにつながります。圧力にばらつきがあると、ブリスターの深さや肉厚が一定せず、最終的には薄っぺらい感触になります。.
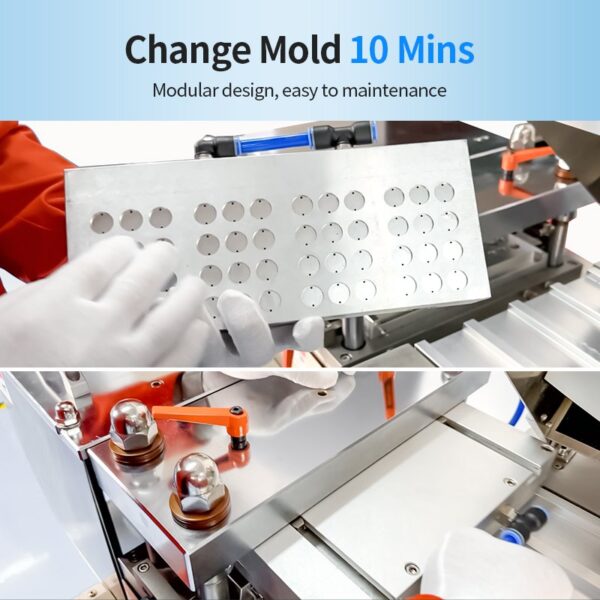
2.シングル・ブリスター・シーリングの完全性
成形の主な作業原理は、高温で軟化したPVCが成形金型に到達した後、成形上型がPVCに強く押し付けられ、成形金型の気孔が圧縮空気を放出し、PVCが成形金型内で素早く一つのブリスターを形成することである。.
コスト削減のため、ブリスター包装機メーカーの中には、成形上型のシールが1つしかなく、2つまたは3つのブリスターが1つのシールを共有しているところもあります。金型表面やPVC素材にわずかな凹凸があると、キャビティ間の圧縮空気がわずかに漏れ、PVCと成形上型が完全に密閉されなくなります。その結果その結果、“ブルーミング ”と呼ばれる、シャープなエッジと剛性を欠いた、柔らかく、丸みを帯びた、輪郭のはっきりしないブリスターができるのです。.
優れたソリューション個別キャビティシール:先進的なブリスター・マシンでは、ブリスター・ キャビティの周囲に専用のシール面を設けた上部モールドプ レートを採用しています。各ポケットに個別のガスケットがあるようなものです。.
勝利の理由このキャビティレベルのシーリングは、最も重要な部分、つまり各成形ポケットの周囲に直接、気密ロックを保証します。プレート上の他の場所に小さな欠陥があ っても、各ブリスターのシールは無傷のままです。これにより、特定のキャビティに対する圧縮空気や圧力の効率が最大化され、高温のプラスチックが金型のあらゆる輪郭やコーナーに密着します。その結果、一貫してシャープなエッジ、深い絞り、剛性が高く明確なブリスター構造を実現します。.
3.戦略的ボトムクーリング:瞬時に剛性を固定
完璧な形を作ることは、戦いの半分に過ぎません。内部応力によって弛みや反りが発生する前に、それを所定の位置に固定することが、鮮明さを持続させるために極めて重要です。そのためには、急速で的を絞った冷却が欠かせません。.
物理学加熱されたプラスチック(一般的には120~180℃のPVC)が形成されると、そのポリマー鎖は伸びる。この鎖がガラス転移温度以下に冷却されると、新しい伸びた位置で急速に「凍結」し、剛性が生まれます。.
徐冷のリスク:冷却が遅いと、固化する前にポリマー鎖が部分的に弛緩して元の状 態に戻る時間が生じます。この弛緩が収縮や反りを引き起こし、ブリスター の剛性と立体感が著しく損なわれます。“
底冷えの力: ルイダ‘のDPP-270Maxには、金型キャビティの真下に効率的な冷却チャネルが設置されています。冷却水(10~20℃/50~68°F)は、成形が完了した瞬間に、この水路を通って急速に循環します。.
配置が重要な理由底部(成形されたブリスターに直接接する側)からの冷却が最も効率的な熱伝達経路となります。冷たい金型表面がプラスチックから積極的に熱を引き出し、キャビティ側から外側に向かって固化させます。.
瞬時のセット:この迅速で的を絞った熱抽出は、ポリマー鎖を完全に形成された伸張状態でほぼ瞬時に「凍結」させます。弛緩や収縮の時間はない。セッティング」と呼ばれるこのプロセスは、真に鮮明なブリスターパックに不可欠な特徴的なスナップ、デッドフォールド剛性、寸法安定性を実現します。.
シナジー卓越したエンジニアリングの実践
これら3つの要素:均一圧力、キャビティレベルシール、ボトムクーリングは、単独で機能するものではなく、強力な相乗効果を発揮します:
(1).均一な圧力は、プラスチックが所望の形状に均等に分配されることを保証します。.
(2).キャビティレベルのシーリングは、成形力がブリスターひとつひとつに最大限の効率で働くことを保証し、プラスチックを金型に完全に接触させ、シャープな輪郭を実現します。.
(3).戦略的なボトムクーリングがこの完璧なシェイプを瞬時に固定し、弛緩を防ぎ、持続的な剛性を確保します。.
結論は
一貫して鮮明で剛性が高く、保護性に優れたブリスターパック を実現するためには、これらの重要な領域に焦点を絞った 精密なエンジニアリングが不可欠です。均一な圧力分布を実現し、真のキャビティレベル・シーリング技術を導入し、効率的な底部冷却システムを活用したマシンは、比類のないパック品質を実現します。これは優れた製品保護、完璧な「プチッ」とはじける音に よる消費者の満足度向上、プロフェッショナルで信頼性の高い パッケージングによるブランド認知の強化に直結します。ブリスター・パッケージング・マシンを評価する際には、これらの中核となるエンジニアリング原則を精査してください。.