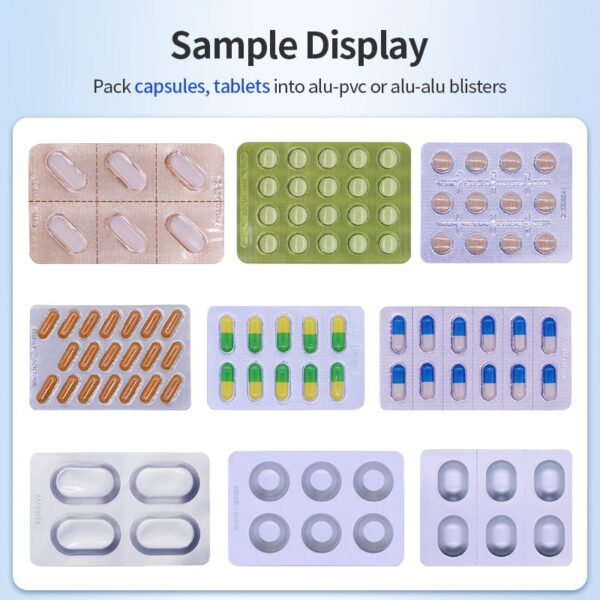
Blister crushing during production stems from mechanical misalignment, thermal/pressure imbalances, or material inconsistencies, causing collapsed cavities that compromise product integrity. नीचे, we dissect its root causes, impacts, and targeted solutions.
1. How Blister Crushing Happens: 4 Core Mechanisms
1.1 Misaligned Tooling Stations
Physics: बनाने, मुद्रण, and punching stations operating on different planes exert shear forces.
Critical Threshold: >0.1mm axial offset crushes blister sidewalls during compression.
1.2 Vacuum/Thermoforming Defects
Process Failure: Inconsistent vacuum pressure (below 0.6 bar) creates weak cavity walls.
Heat Transfer Flaws: Uneven heating causes PVC thickness variations (±0.05mm), inducing collapse under sealing pressure.
1.3 Material Fatigue & Incompatibility
Gauge Mismatch: PVC thickness <0.25mm or Alu foil >30μm flexes at sealing temperatures (150–180°C).
Moisture Absorption: Humidity-swollen PVC blisters shrink and deform during cooling.
1.4 Timing Synchronization Errors
Servo Lag: Millisecond delays between forming → sealing stations trap air pockets.
Over-Compression: Premature punch descent crushes unsupported blisters.
2. Production Impacts: लागत, Compliance & Waste
| Area | Consequence | Financial Loss |
| Yield Loss | 8–20% rejection rate from crushed tablets | $2,500–$10,000 per batch |
| Downtime | 30+ mins/hour for manual clearance | $720/hr (avg. pharma line) |
| Regulatory Risk | cGMP/ISO non-compliance → failed audits | $50k+ recall penalties |
| सामग्री अपशिष्ट | Ruined PVC/Alu + active ingredients | 15–30% higher material costs |
3. Targeted Solutions: Precision Engineering Fixes
3.1. Eliminate Misalignment
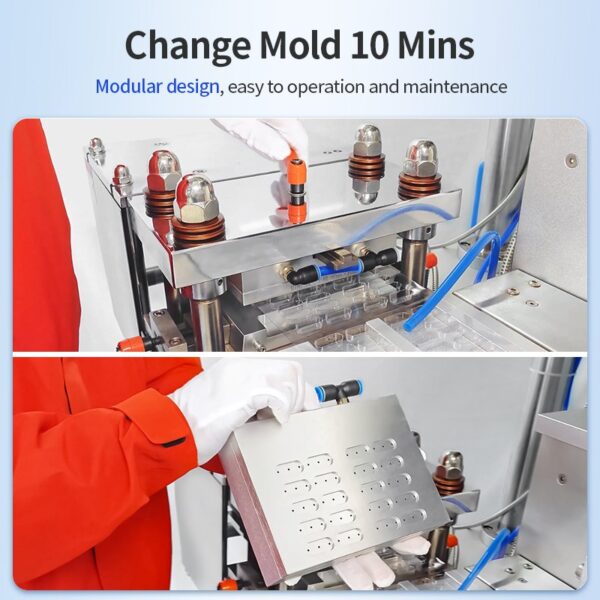
Core-Shaft Technology: Mount forming/sealing/punching stations on a single axis (DPP-180Pro) with handwheel micro-adjustment (<0.01mm tolerance).
Laser-Guided Calibration: Auto-correct misalignment every 500 cycles.
3.2. Optimize Thermoforming
Dynamic Pressure Control: Servo-regulated vacuum pumps maintain 0.7±0.05 bar.
Dual-Stage Heating: Preheat + forming zones ensure uniform PVC ductility.
3.3. सामग्री & Process Controls
Auto-Gauge Sensors: Reject PVC outside 0.25–0.3mm range.
Moisture-Resistant PVC: Use anti-humidity films (tested at 60% RH).
3.4. Synchronization Upgrades
Closed-Loop Servos: Encoder feedback syncs stations within 5ms.
Cavity Support Pins: Micro-pins brace blisters during punching.
निष्कर्ष: Crushing is Preventable with Smart Engineering
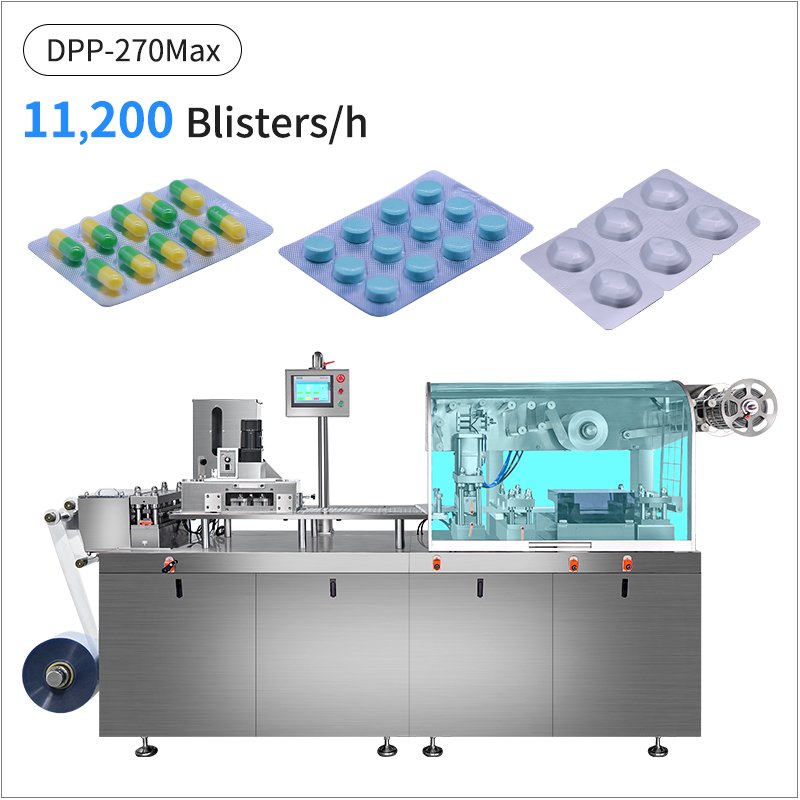
Blister crushing originates from machine misalignment, uncontrolled thermoforming, or substandard materials—not inevitability. Implementing unified-axis tooling, servo-driven pressure control, and real-time monitoring reduces defects by 95%. Machines like the DPP-180Pro demonstrate this via near-zero rejection rates in cGMP facilities, proving that precision design eliminates while boosting ROI.