Z 15 lat doświadczenia w branży farmaceutycznych maszyn pakujących, Ruidapacking rozumie krytyczne znaczenie dokładności napełniania dla producentów farmaceutycznych. Ma to bezpośredni wpływ na jakość produktu, zgodność z przepisami, koszty surowców, i efektywność produkcji. Wahania masy spowodowane niedokładnym napełnieniem mogą prowadzić do znacznych strat, z odpadów partii (przerobić, złomowane materiały) do stanu poza specyfikacją (OOS) dochodzenia, odrzucenia partii, a nawet wspomina.
Poniżej, Ruidapacking zapewnia dogłębną analizę kluczowych czynników wpływających na dokładność napełniania kapsułek:
1. Zasada pomiaru: Podstawa dokładności
Powód: Różne zasady (tłok, kaniula, dysk dozujący) różnią się pod względem adaptacji materiału, teoretyczne granice dokładności, i stabilność. Nieprawidłowy wybór lub nieodłączne ograniczenia mogą powodować systematyczne odchylenia.
Systemy tłokowe/ramowe (Najbardziej dokładne & Powszechnie używane): Dokładność zależy od:
Precyzja obróbki otworu dozującego.
Luz pomiędzy siłownikiem a otworem.
Sterowanie i powtarzalność skoku siłownika.
Wrażliwy na ściśliwość proszku.
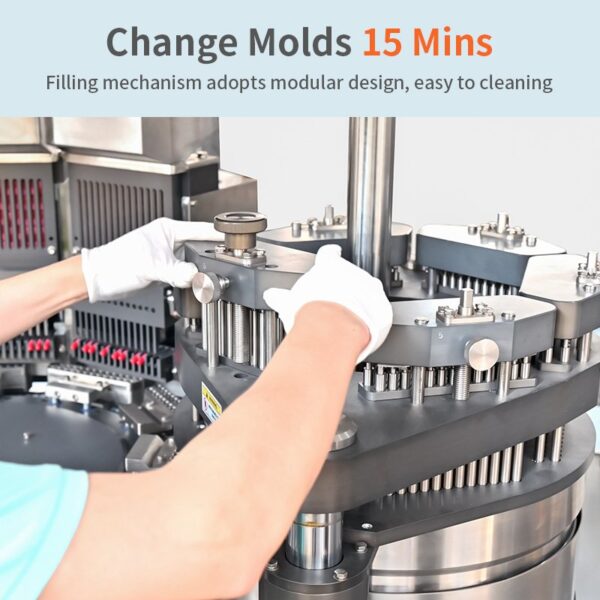
2. Precyzyjna obróbka & Sztywna konstrukcja
Powód: Sztywność, dokładność obróbki, i precyzję montażu ramy, obrotnica, układ napędowy, i łożyska bezpośrednio wpływają na płynność działania i wibracje. Rozluźnienie, odkształcenie, lub zużycie wzmacnia błędy.
Tolerancje na poziomie mikronów: Niezbędny przy tarczach dozujących, ciosy, umiera, i łożyska gramofonu.
Materiały o wysokiej wydajności: Zastosowanie wysokiej twardości, odporny na zużycie, materiały odporne na zmęczenie (np., stal stopowa premium, węglik) przy odpowiedniej obróbce cieplnej zapewnia długowieczność.
Precyzyjny montaż: Rygorystyczne procesy, łącznie z laserowymi narzędziami do ustawiania osiowania, gwarantują współosiowość stacji roboczej, równoległość, i prostopadłość.
3. Zaawansowana kontrola ruchuSystem
Powód: Tradycyjna pneumatyka ma problemy z precyzyjnym położeniem, prędkość, i kontrola przyspieszenia, zwłaszcza przy dużych prędkościach. Ma to wpływ na spójność kompresji stempla, dokładność indeksowania gramofonu, jednolitość wypełnienia, i delikatne obchodzenie się z materiałami.
Zalety wbudowanej kamery (Wymiana pneumatyki):
Bezstopniowa regulacja prędkości.
Precyzyjna kontrola pozycji (głębokość skoku barana).
Elastyczna kontrola ciśnienia (do kompresji proszku).
Synchronizacja wieloosiowa zmniejsza wstrząsy mechaniczne.
4. Właściwości materiałów
Powód: Właściwości fizyczne materiału (płynność, gęstość nasypowa/ucięta, rozkład wielkości cząstek, kształt, ściśliwość, przyczepność, higroskopijność, ładunek statyczny) są najbardziej dynamicznymi zmiennymi wpływającymi na dokładność. Maszyna musi dostosować się do materiału.
Słaba płynność (Wysoki kąt spoczynku): Powoduje mostkowanie i nierówne wypełnienie.
Doskonała płynność: Może prowadzić do segregacji.
Gęstość & Różnice w ściśliwości: Wpływ na konsystencję masy w nadzieniu objętościowym; wymagają precyzyjnej kontroli siły ściskającej.
Przyczepność & Elektryczność statyczna: Powodować zatrzymywanie materiału w otworach dozujących/kaniulach, co prowadzi do problemów z niedopełnieniem i rozładowaniem.
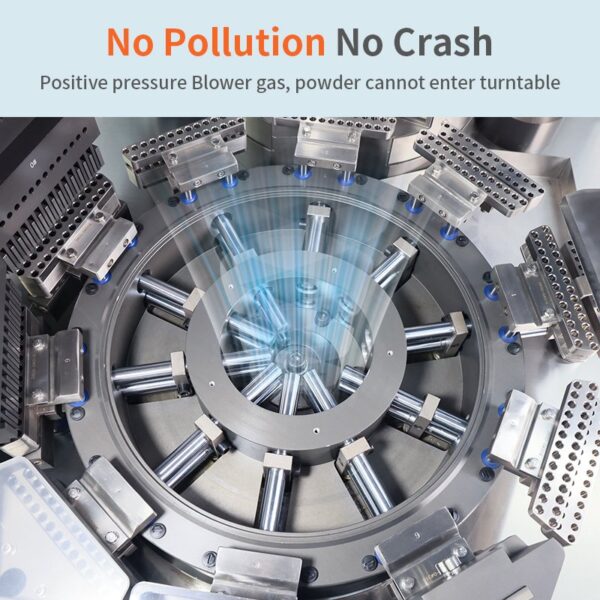
5. Kontrola środowiska
Powód: Wahania temperatury otoczenia i wilgotności wpływają na właściwości materiału (np., absorpcja wilgoci wpływająca na płynność, zlepianie się) i sprzęt (rozszerzanie/kurczenie się metalu, stabilność elektroniczna).
Temperatura & Wilgotność: Kluczowe dla wrażliwych API/substancji pomocniczych.
Pył: Koliduje z precyzyjnymi elementami (szyny prowadzące, namiar) i ogniwa obciążnikowe.
Wibracja: Źródła zewnętrzne mogą zakłócać działanie maszyny i ważenie online.
6. Sprzęt & Walidacja procesu
Powód: Walidacja jest obowiązkiem cGMP i systematycznym dowodem na to, że sprzęt stale wytwarza produkt spełniający specyfikacje w rzeczywistych warunkach. Identyfikuje i rozwiązuje potencjalne problemy z dokładnością.
ILORAZ INTELIGENCJI (Kwalifikacja instalacyjna): Weryfikuje poprawność instalacji zgodnie ze specyfikacjami.
OK (Kwalifikacja operacyjna): Potwierdza wszystkie funkcje (dozowanie, kontrola ruchu, ważenie informacji zwrotnej, itp.) działać prawidłowo w stanie bez obciążenia/symulowanym obciążeniu.
PQ (Kwalifikacja wydajności): Wykazuje konsekwentną produkcję zgodnego produktu (osiągnięcie docelowej dokładności masy, RSD <3-5%) przy użyciu rzeczywistych materiałów i parametrów.
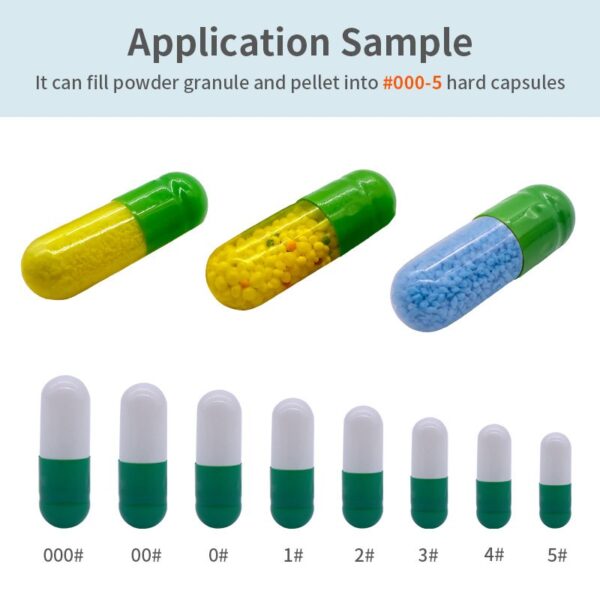
Walidacja procesu: Tworzy solidną, powtarzalne okno procesowe dla konkretnego produktu (tworzywo + formuła + rozmiar kapsułki + parametry).
Wniosek
Dokładność napełniania kapsułek nie zależy od jednego czynnika. To systematyczna integracja:
Maszyny precyzyjne: Optymalna zasada dozowania (przede wszystkim tłok), produkcja na poziomie mikrona.
Kontrola mocy: Wbudowane napędy krzywkowe, zamknięte pętle ciśnienie-pozycja-prędkość.
Nauka o Materiałach: Adaptacyjne zbiorniki, narzędzia antyadhezyjne, bazy danych procesów.
Zarządzanie Środowiskiem: Kontrolowane warunki pracy.
Rygorystyczne sprawdzanie: Kompleksowe protokoły zgodne z cGMP i integralność danych.
Z 15 lat skierowane do producentów farmaceutycznych’ punkty bólowe, Zapewniają to wysoce precyzyjne maszyny do napełniania kapsułek Ruidapacking:
Zmniejszone ryzyko awarii spowodowanych wahaniami masy.
Niższe straty materiałów i koszty operacyjne.
Zwiększona wydajność produkcji.
Płynniejsza zgodność z cGMP.
Wybierz Ruidapacking, aby przekształcić swoją inwestycję w niezawodną, wysokiej jakości, i bezpieczne farmaceutyki.
 Przejdź do treści
Przejdź do treści