Con 15 Años de experiencia en la industria de maquinaria de envasado farmacéutico., Ruidapacking comprende la importancia fundamental de la precisión del llenado para los fabricantes farmacéuticos. Afecta directamente la calidad del producto., cumplimiento normativo, costos de materia prima, y eficiencia de producción. Las variaciones de peso debidas a un llenado incorrecto pueden provocar pérdidas importantes, de residuos de lotes (rehacer, materiales de desecho) a fuera de especificación (OOS) investigaciones, rechazos de lotes, y hasta recuerda.
Abajo, Ruidapacking proporciona un análisis en profundidad de los factores clave que influyen en la precisión del llenado de cápsulas:
1. Principio de medición: La base de la precisión
Razón: Diferentes principios (pistón, aguja, disco dosificador) varían en la adaptabilidad del material, límites de precisión teórica, y estabilidad. La selección incorrecta o las limitaciones inherentes pueden causar desviaciones sistemáticas..
Sistemas de pistón/ram (Más preciso & Ampliamente utilizado): La precisión depende de:
Precisión de mecanizado del orificio/agujero de medición.
Espacio libre entre el ariete y el agujero.
Controlabilidad y repetibilidad del golpe del ariete..
Sensible a la compresibilidad del polvo..
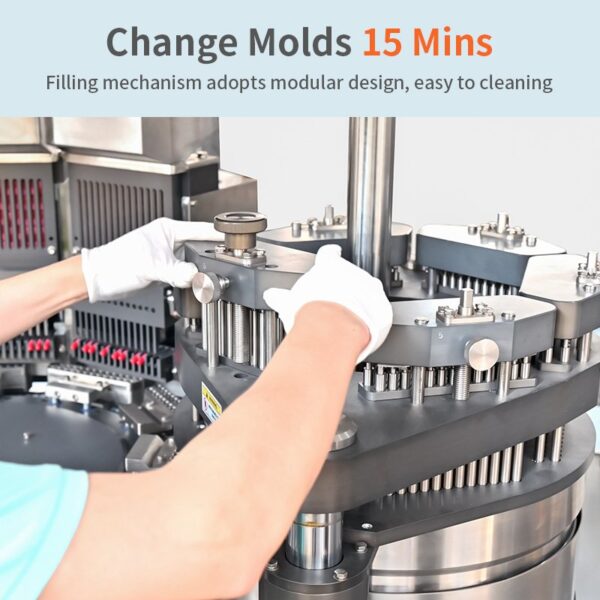
2. Mecanizado de precisión & Construcción rígida
Razón: la rigidez, precisión de mecanizado, y precisión de montaje del marco, placa giratoria, sistema de accionamiento, y los rodamientos impactan directamente en la suavidad operativa y la vibración.. Flojedad, deformación, o el desgaste amplifica los errores.
Tolerancias a nivel de micras: Esencial para discos dosificadores., golpes, muere, y rodamientos de plataforma giratoria.
Materiales de alto rendimiento: Uso de alta dureza, resistente al desgaste, materiales resistentes a la fatiga (p.ej., acero de aleación de primera calidad, carburo) con un tratamiento térmico adecuado garantiza la longevidad.
Montaje de precisión: Procesos estrictos, incluyendo herramientas de alineación láser, Garantizar la coaxialidad de la estación de trabajo., paralelismo, y perpendicularidad.
3. Control de movimiento avanzadoSistema
Razón: La neumática tradicional lucha con la posición precisa, velocidad, y control de aceleración, especialmente a altas velocidades. Esto afecta la consistencia de la compresión del punzón., precisión de indexación del tocadiscos, uniformidad de llenado, y manejo de materiales sensibles.
Ventajas de la cámara incorporada (Reemplazo de neumática):
Control de velocidad infinitamente variable.
Control de posición preciso (profundidad de carrera del ariete).
Control de presión flexible (para compresión de polvo).
La sincronización multieje reduce el impacto mecánico.
4. Propiedades de los materiales
Razón: Propiedades físicas de los materiales (fluidez, densidad aparente/explotada, distribución del tamaño de partículas, forma, compresibilidad, adhesión, higroscopicidad, carga estática) son las variables más dinámicas que afectan la precisión. La máquina debe adaptarse al material..
Poca fluidez (Alto ángulo de reposo): Provoca puentes y llenado desigual..
Excelente fluidez: Puede conducir a la segregación.
Densidad & Variaciones de compresibilidad: Afecta la consistencia del peso en el llenado volumétrico.; requieren un control preciso de la fuerza de compresión.
Adhesión & Electricidad estática: Causar retención de material en los orificios/cánulas de medición., lo que lleva a problemas de llenado insuficiente y descarga.
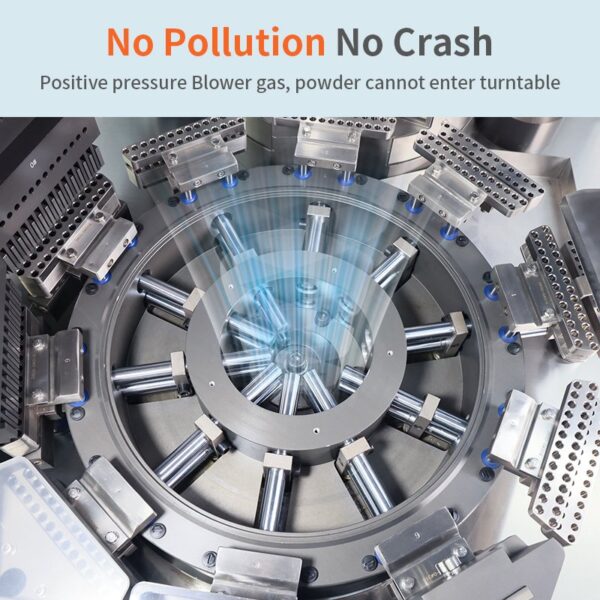
5. Control ambiental
Razón: Las fluctuaciones de la temperatura ambiente y la humedad afectan las propiedades del material. (p.ej., La absorción de humedad afecta la fluidez., abrochado) y equipo (expansión/contracción del metal, estabilidad electrónica).
Temperatura & Humedad: Crucial para API/excipientes sensibles.
Polvo: Interfiere con componentes de precisión. (rieles guía, aspectos) y celdas de carga.
Vibración: Las fuentes externas pueden alterar el funcionamiento de la máquina y el pesaje en línea.
6. Equipo & Validación de procesos
Razón: La validación es un mandato de cGMP y la prueba sistemática de que el equipo produce consistentemente productos que cumplen con las especificaciones en condiciones reales.. Identifica y resuelve posibles problemas de precisión..
coeficiente intelectual (Calificación de instalación): Verifica la instalación correcta según las especificaciones..
OQ (Calificación operativa): Confirma todas las funciones. (medida, control de movimiento, retroalimentación de pesaje, etc.) funcionar correctamente sin carga/carga simulada.
PQ (Calificación de desempeño): Demuestra una producción constante de productos conformes. (cumplir con los objetivos de precisión del peso, RSD <3-5%) utilizando materiales y parámetros reales.
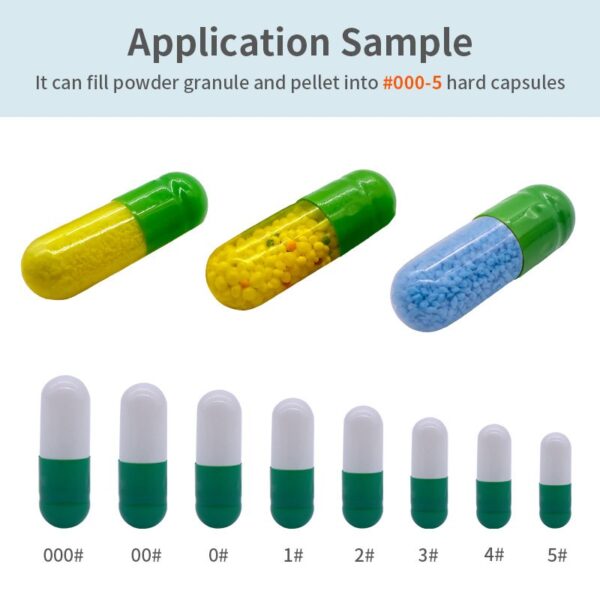
Validación de procesos: Establece un robusto, ventana de proceso repetible para un producto específico (material + fórmula + tamaño de la cápsula + parámetros).
Conclusión
La precisión del llenado de las cápsulas no está determinada por un único factor. Es una integración sistemática de:
Maquinaria de Precisión: Principio de dosificación óptimo (principalmente pistón), fabricación a nivel de micras.
Control de potencia: Unidades de levas incorporadas, bucles cerrados presión-posición-velocidad.
Ciencia de los materiales: Tolvas adaptativas, herramientas antiadherentes, bases de datos de procesos.
Gestión Ambiental: Condiciones de funcionamiento controladas.
Validación rigurosa: Protocolos integrales compatibles con cGMP e integridad de datos.
Con 15 años dirigiéndose a los fabricantes farmacéuticos’ puntos de dolor, Las máquinas llenadoras de cápsulas de alta precisión de Ruidapacking ofrecen:
Riesgo reducido de fallas en la variación de peso..
Menor desperdicio de materiales y costos operativos.
Mayor eficiencia de producción.
Cumplimiento más fluido de cGMP.
Elija Ruidapacking para transformar su inversión en confiable, alta calidad, y productos farmacéuticos seguros.
 Saltar al contenido
Saltar al contenido