 Pular para o conteúdo
Pular para o conteúdo UM máquina de contagem de comprimidos é a estação em uma linha de engarrafamento onde uma pequena instabilidade pode se transformar em uma dor de cabeça no nível do lote.
Quando a contagem não é estável, os problemas aparecem rapidamente – erros de contagem, comprimidos lascados que criam fragmentos e poeira que alteram o comportamento do sensor. O resultado geralmente é o mesmo: rejeita, verifica novamente, e paradas que prejudicam o rendimento real.
Este guia de compra de máquinas de contagem de tablets mantém o processo de decisão claro para compradores de primeira viagem, mas detalhado o suficiente para engenheiros e equipes de controle de qualidade. Compararemos os tipos de contadores, destaque as especificações que realmente impulsionam a estabilidade, explicar causas comuns de erros de contagem, e mostrar como o contador deve se encaixar em uma linha de contagem e engarrafamento.
Noções básicas de máquina de contagem de comprimidos para linhas de engarrafamento
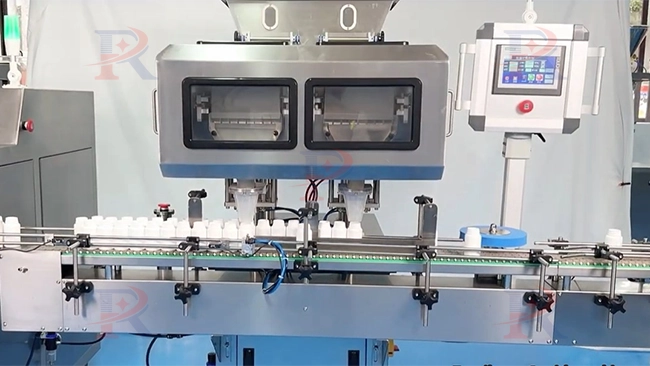
A máquina de contagem de comprimidos não só pode operar de forma independente, mas também pode ser integrada com decodificadores de garrafas, máquinas de inserção dessecantes, controladores de peso, máquinas de inserção de algodão, máquinas de nivelamento, máquinas de selagem por indução, máquinas de etiquetagem, e rotuladoras de mangas para formar uma linha completa de engarrafamento de comprimidos.
O que o contador deve fazer em uma linha de contagem
Na velocidade da linha, o contador precisa fazer quatro coisas bem: produto separado de forma consistente, contar até o alvo, encha a garrafa de forma limpa sem derramar, e remova garrafas com contagem errada de forma confiável. Essa última parte depende do tratamento de rejeições (espaçamento + lógica + confirmação)—caso contrário, a linha para com muita frequência ou, pior, deixa passar garrafas com contagem errada.
Definição de garrafas acabadas por minuto
A saída da garrafa acabada (garrafas/min) da máquina contadora de comprimidos refere-se ao número de unidades engarrafadas completas produzidas sob condições definidas: uma unidade engarrafada específica (comprimido/cápsula/outro), um tamanho de gargalo especificado, e um número fixo de unidades de enchimento por garrafa.
O que torna a contagem mais difícil na produção
A contagem se torna menos previsível quando o produto não se comporta de maneira uniforme. Comprimidos empoeirados pode deixar resíduos que afetam a estabilidade do sensor; bordas frágeis pode se fragmentar em fragmentos que confundem a contagem; estático pode causar aderência e liberação aleatória; e variação de forma é mais importante quando você executa vários SKUs ou alterna entre comprimidos e cápsulas em um máquina de contagem de comprimidos e cápsulas.
Antes de solicitar orçamentos
Tenha três respostas prontas: sua gama de produtos (tamanho/forma e se é empoeirado ou frágil), sua contagem típica por garrafa (mínimo/máximo), e suas garrafas alvo/min mais frequência de troca. Com isso, o próximo passo - escolher entre fotoelétrico, visão, ou contagem de ripas - fica muito mais claro.
Defina seu produto, garrafa, e gol de linha
Antes de comparar marcas ou modelos, bloquear três entradas: o que você está contando, o que você está preenchendo, e como é o “bom resultado” no seu piso.
Comece com o produto. Uniforme, limpar, comprimidos duros se comportam de maneira muito diferente dos mastigáveis empoeirados, bordas frágeis, ou SKUs mistos. Se você usar cápsulas, a transparência e a faixa de comprimento também são importantes porque podem alterar a forma como os sensores “vêem” o produto no caminho da contagem.
A seguir vem a garrafa. Uma boca larga oferece uma janela de preenchimento indulgente; uma boca apertada aumenta o risco de derramamento e torna a apresentação da garrafa mais crítica. Se você planeja usar vários tamanhos de garrafas, observe o gargalo menor e a garrafa mais alta - ambos podem afetar a indexação da garrafa e a altura da queda.
Finalmente, definir meta de linha em garrafas/min, não apenas conta/min. Seu rendimento real é limitado pelo manuseio de rejeitos e pelo ritmo downstream – inserção de dessecante, inserção de algodão, estabilidade de torque de nivelamento, e vedação por indução.
Mesa 1 — Aplicação → abordagem de contador mais adequada
| O que você mais corre | O que geralmente dá errado | Abordagem mais adequada para a lista restrita | Por que isso ajuda |
| Comprimidos padrão, pouca poeira, formas estáveis | Duplas/saltos ocasionais em velocidade | Fotoelétrico (sensor) contador | Simples, rápido, econômico quando o produto é consistente |
| Formas/SKUs mistos, maior variação, auditorias frequentes | Erros de contagem difíceis de diagnosticar, rejeitar a confiança | Visão contador | Melhor visibilidade e verificação quando as condições variam |
| Comprimidos frágeis, maior risco de chip, prioridade de manuseio suave | Chips → fragmentos → contagens falsas | Ripa (ou design de manuseio mais suave) + controle de poeira | A separação mecânica pode reduzir saltos e quebras quando bem ajustada |
| Comprimidos/mastigáveis empoeirados | Desvio do sensor, acúmulo de resíduos | Visão ou gerenciamento aprimorado de poeira para sistemas de sensores | Verificação mais tolerante + detecção mais fácil de padrões de deriva |
| Comprimidos + cápsulas com trocas frequentes | Erros de configuração, tempo de inatividade mais longo | Qualquer tipo com forte mudança projeto | Troca rápida de peças + receitas importam mais do que o método de contagem |

Fotoelétrico vs visão vs contadores de ripas
Uma maneira simples de decidir: se o seu produto for consistente e limpo, fotoelétrico geralmente funciona; se você tiver mais variação, pó, ou necessidades de verificação mais fortes, coloque a visão na lista; se a fragilidade e o tratamento gentil dominam a conversa, separação em estilo de ripas pode merecer uma olhada.
Os contadores fotoelétricos contam à medida que o produto passa pelos sensores através dos canais. Eles podem ser muito estáveis com comprimidos uniformes, mas eles são mais sensíveis à poeira, fragmentos, e “comportamento estranho” como fixação e liberação aleatória.
Os contadores de visão usam câmeras e algoritmos para contar e verificar o fluxo do produto. Muitas vezes eles brilham quando você precisa de melhor visibilidade sobre o que está acontecendo nos canais, quando o produto varia mais, ou quando você deseja maior confiança em decisões de rejeição.
Contadores de ripas separam mecanicamente o produto em pistas. Eles podem ser adequados para determinados produtos quando configurados corretamente, especialmente onde o fluxo mecânico reduz ressaltos e quedas duplas. A compensação normalmente é mais atenção à configuração mecânica e gerenciamento de peças alteradas.
Mesa 2 — Comparação de tipo de contador (o que importa na produção)
| Item | Fotoelétrico | Visão | Ripa |
| Melhor para | Comprimidos uniformes, fluxo estável | Variação, auditorias, verificação | Necessidades de separação suave, certos perfis frágeis |
| Sensibilidade à poeira | Médio a elevado | Mais baixo (depende do projeto) | Médio (poeira ainda afeta guias) |
| Contagem incorreta de fatores de risco | Pó, fragmentos, quicar, estático | Óptica/iluminação extremas sujas, poeira pesada | Configurar, vestir, padrões de danos ao produto |
| Mudança | Geralmente rápido se as peças forem simples | Rápido se receitas + as peças são organizadas | Pode ser mais lento se houver mais ajustes mecânicos |
| Limite de velocidade | Muitas vezes com alto nível de produto uniforme | Alto, com forte verificação | Depende muito do produto + configurar |
| Problemas de depuração | Pode se sentir “invisível” | Geralmente mais fácil (mais visibilidade) | Diagnóstico mecânico, dependente da configuração |
Especificações que geram contagem estável
Depois de escolher um tipo de contador, a próxima vitória é selecionar especificações que mantenham a máquina estável dia após dia - não apenas em uma curta demonstração.
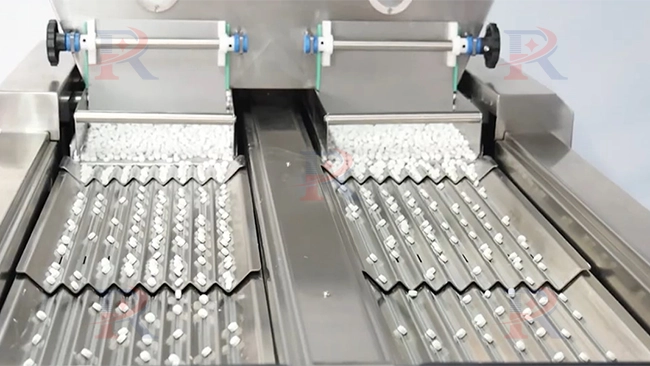
A estabilidade alimentar é a base. Um alimentador vibratório deve fornecer um fluxo consistente, fluxo controlado nos canais de contagem sem oscilações. Mais canais podem aumentar a velocidade potencial, mas isso não significa automaticamente melhor desempenho se o controle de fluxo for fraco.
O tratamento de rejeição é onde muitas linhas perdem o rendimento real. Se o sistema de rejeição forçar paradas frequentes - ou rejeitar garrafas boas com muita facilidade - você verá um funcionamento de parada e partida que mata garrafas/min.. Procure uma lógica de confirmação de rejeição sã e uma descarga de rejeição suave que não perturbe o bom fluxo.
A troca e a limpeza são o seu custo silencioso. Se você executa muitos SKUs, peças de troca rápida, rotulagem clara das peças, e as configurações da receita reduzem o tempo de inatividade e os erros do operador.
Especificações que valem a pena confirmar em sua cotação/folha de dados
- Dimensões materiais
- Especificações da garrafa
- Componentes elétricos principais
Neste guia de compra de máquina de contagem de comprimidos, trate os itens acima como inegociáveis – porque eles decidem garrafas reais/min, não velocidade do folheto.
Contagem incorreta de causas e soluções
A máquina de contagem de comprimidos muitas vezes conta de forma imprecisa devido a três questões principais. Primeiro, poeira e pó podem cobrir os sensores fotoelétricos, enfraquecendo ou bloqueando o sinal de detecção. Segundo, fragmentos quebrados de comprimidos ou cápsulas no caminho de alimentação criam sinais de contagem falsos. Terceiro, os materiais não se separam completamente durante a alimentação, levando a partículas sobrepostas que os sensores não conseguem identificar individualmente.
Para resolver esses problemas, limpe os sensores regularmente com ar comprimido ou uma escova macia para eliminar a poeira. Remova todos os fragmentos quebrados da calha de contagem e do sistema de alimentação. Ajuste a velocidade de alimentação e o mecanismo vibratório para garantir a separação total de cada partícula, permitindo que os sensores detectem e contem com precisão.

Fique atento também a “falsas vitórias em velocidade”. Se você pressionar contagens/minuto com muita força, você pode criar mais lascas e poeira, o que então cria mais erros de contagem e paradas. Em muitas plantas, reduzir ligeiramente o estresse no produto aumenta as garrafas reais/min durante um turno completo.
Testes FAT e verificação de precisão
Uma demonstração de showroom não é uma decisão de compra. Um FAT prático deve provar um fluxo estável na velocidade desejada, precisão repetível ao longo do tempo, e manuseio correto de garrafas com contagem errada.
Um FAT prático deve incluir:
- Seu produto de pior caso (lote empoeirado, bordas frágeis, ou SKU de maior variação)
- UM rampa de velocidade (não apenas “uma velocidade que parece boa”)
- UM longo prazo expor a deriva (acúmulo de poeira, estático, aquecer, vestir)
- Rejeitar desafios (contagem errada + espaçamento de casos extremos)
- UM verificação de mudança (tempo, peças, e armadilhas de erro do operador)
Use este guia de compra de máquinas de contagem de tablets como sua mentalidade FAT: testar a realidade da produção, em seguida, peça os registros nos quais você confiará após a instalação - formato de resultados FAT, alterar a lista de peças para sua linha SKU, e uma recomendação clara sobre peças de reposição/desgaste.
Para verificação de precisão, mantenha-o realista. Muitas equipes combinam um plano de amostragem simples com verificações inteligentes em linha quando necessário. Se você adicionar um controlador de peso em linha ou uma verificação secundária, coloque-o onde detecte problemas antecipadamente, sem se tornar um novo gargalo.
Equipamento de linha após contagem
Em um linha de contagem e engarrafamento de comprimidos (ou linha de contagem e enchimento de cápsulas), o contador é o ponto médio – não a linha de chegada. Depois de contar, você normalmente passa pela proteção contra umidade e controle de fechamento antes da codificação e rotulagem finais.
Uma sequência comum é: contando/preenchendo → insersor de dessecante → insersor de algodão (se usado) → alimentação de tampa (elevador/classificador de tampas) → máquina de tampar (controle de torque) → máquina de selagem por indução (selo de folha) → codificador (jato de tinta/laser) → Máquina de etiquetagem. Estações opcionais, como um controlador de peso, podem permanecer após a selagem/etiquetagem, dependendo do que você está verificando e de como você lida com as rejeições.
Conclusão
Uma máquina de contagem de comprimidos pode ser semelhante em folhetos, mas a escolha “certa” é aquela que permanece estável com o seu produto real, suas garrafas reais, e seu verdadeiro ritmo de linha. Defina o aplicativo primeiro, selecione o tipo de contador mais adequado, e foco na estabilidade alimentar, apresentação de garrafa, projeto de mudança, e controle de rejeição - porque esses fatores decidem suas garrafas/minuto reais.
Use este guia de compra de máquinas de contagem de comprimidos para manter as decisões baseadas na realidade da produção: comprove o desempenho com um FAT prático, verificar a precisão de uma forma que se ajuste ao seu nível de risco, e certifique-se de que o contador se integre perfeitamente com equipamentos posteriores, como inserção de dessecante, Captura, e vedação por indução.
Perguntas frequentes
1) Fotoelétrico versus visão – o que é mais confiável em velocidade?
Para uniforme, comprimidos limpos, fotoelétrico pode ser muito estável. Se você ver mais variação, pó, ou você deseja maior confiança na verificação, a visão tende a ser mais fácil de manter estável ao longo do tempo.
2) Como manusear tablets empoeirados ou frágeis?
Priorize um design de manuseio cuidadoso e gerenciamento de poeira (extração onde é importante). Em seguida, ajuste a estabilidade da alimentação antes de aumentar a velocidade.
3) Uma máquina pode operar comprimidos e cápsulas com troca rápida?
Sim, mas designs de lista restrita que simplificam a troca de peças e receitas. O tempo de troca e o risco de erro do operador geralmente são mais importantes do que a velocidade máxima.
4) O que um FAT prático deve incluir?
Produto de pior caso, rampa de velocidade, estabilidade a longo prazo, e rejeitar desafios que reflitam problemas reais de produção - não apenas uma breve demonstração.
6) Onde um insersor dessecante deve ficar na linha?
Normalmente após a contagem/enchimento e antes da tampagem, para que a proteção contra umidade esteja na garrafa antes das etapas de fechamento e vedação.
7) Balcão de comprimidos de farmácia vs balcão industrial – qual é a diferença?
Os balcões das farmácias concentram-se na contagem de bandejas de pequenos lotes. Os contadores industriais são construídos para fluxo contínuo de garrafas, alimentação estável, rejeitar controle, e integração com estações de embalagem downstream.
Referências
- FDA: Integridade de dados e conformidade com medicamentos CGMP: Perguntas e Respostas (Orientação para a Indústria). (NÓS. Administração de Alimentos e Medicamentos)
- ISPE: Guia de Linha de Base Vol. 5: Comissionamento & Qualificação (2ª Edição) (página de visão geral). (ISPE)





















