 コンテンツにスキップ
コンテンツにスキップ あ 錠剤計数機 瓶詰めラインのステーションでは、小さな不安定性がバッチレベルの頭痛につながる可能性があります.
カウントが安定しないとき, 問題はすぐに現れます - 数え間違い, 欠けた錠剤により破片や塵が発生し、センサーの動作が変化します. 結果は通常同じです: 拒否します, 再確認する, 実際のスループットを損なうストップアンドゴーの実行.
この錠剤計数機購入ガイドは、初めて購入する人にとって決定プロセスを明確にします。, ただし、エンジニアや QA チームにとっては十分な詳細情報です. カウンターの種類を比較してみます, 実際に安定性を促進する仕様を強調する, よくある数え間違いの原因を説明する, カウンターが計数および瓶詰めラインにどのように適合するかを示します.
瓶詰めライン向けの錠剤計数機の基本
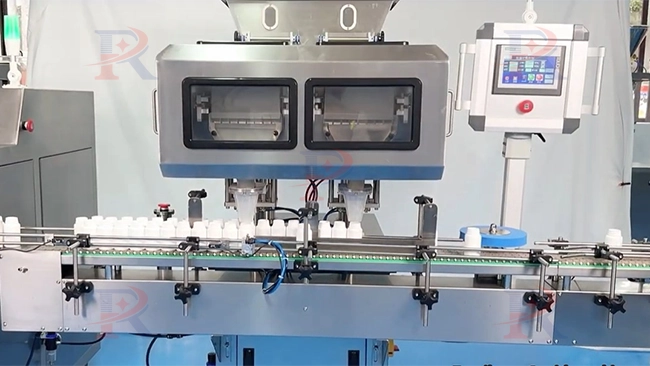
錠剤計数機は単独で動作するだけでなく、タブレット計数機と統合することもできます。 ボトルアンスクランブラー, 乾燥剤挿入機, 重量チェッカー, 綿挿入機, キャッピングマシン, 誘導シール機, ラベル貼り機, 完全な錠剤瓶詰めラインを形成するためのスリーブラベル貼付機.
カウントライン上でカウンターがしなければならないこと
回線速度で, カウンターは 4 つのことをうまく実行する必要があります: 一貫して製品を分離する, 目標までカウントする, こぼれずにボトルにきれいに充填してください, 間違った数のボトルを確実に取り除きます. 最後の部分は拒否処理に依存します (間隔 + 論理 + 確認)—そうしないと、ラインが頻繁に停止しすぎたり、, 悪い, 間違った数のボトルを通過させます.
1分あたりの完成ボトル数の定義
完成したボトルの出力 (ボトル/分) タブレットカウンターマシンの数は、定義された条件下で製造された完成したボトル詰めユニットの数を指します。: 特定のボトル入りユニット (タブレット/カプセル/その他), 指定されたボトルネックサイズ, ボトルあたりの充填ユニットの数は固定されています.
本番環境でのカウントが困難になる理由
製品の動作が均一でない場合、計数の予測が困難になります. 埃っぽい錠剤 センサーの安定性に影響を与える残留物が残る可能性があります; 壊れやすいエッジ 数えるのを混乱させるほどの断片に欠ける可能性がある; 静的 固着やランダムな剥離を引き起こす可能性があります; そして 形状変化 複数の SKU を実行している場合、またはタブレットとカプセルを切り替えている場合は、さらに重要になります。 錠剤およびカプセル計数機.
見積もりを依頼する前に
3つの答えを用意してください: あなたの製品範囲 (大きさや形、ほこりが付いていないか壊れやすいかどうか), ボトルあたりの通常の数 (最小/最大), 目標ボトル/分と切り替え頻度を加えたもの. それと, 次のステップ—光電のどちらかを選択する, ビジョン, またはスラットのカウント - より明確になります.
製品を定義する, ボトル, そしてラインゴール
ブランドやモデルを比較する前に, 3つの入力をロックダウンする: 何を数えているのか, あなたが記入しているもの, あなたのフロアでの「良い出力」とはどのようなものなのか.
製品から始めましょう. ユニフォーム, クリーン, 硬い錠剤は、ほこりっぽいチュアブルとはまったく異なる動作をします, 壊れやすいエッジ, または混合SKU. カプセルを走らせると, 透明度と長さの範囲も重要です。これらは、センサーが計数経路で製品を「見る」方法を変える可能性があるためです。.
次はボトルです. 広い口により、寛容な充填ウィンドウが得られます; 口がきついとこぼれるリスクが高まり、ボトルのプレゼンテーションがより重要になります. 複数のサイズのボトルを使用する場合, 最も小さい首と最も高いボトルに注目してください。両方ともボトルのインデックスと落下高さに影響を与える可能性があります。.
ついに, でラインゴールを定義する ボトル/分, カウント/分だけではありません. 実際のスループットは、不合格品の処理と下流のリズム、つまり乾燥剤の挿入によって制限されます。, 綿入れ, キャッピングトルクの安定性, および誘導シール.
テーブル 1 — アプリケーション → 最適なカウンターアプローチ
| 最も頻繁に実行するもの | 通常何がうまくいかないのか | 候補者リストへの最適なアプローチ | なぜ役立つのか |
| 標準タブレット, 低粉塵, 安定した形状 | 時々ダブルス/スキップをスピードで行う | オプトエレクトロニクス (センサー) カウンタ | 単純, 速い, 製品が一貫している場合は費用対効果が高い |
| 混合形状/SKU, より高いバリエーション, 頻繁な監査 | 診断が難しいカウントミス, 自信を拒否する | ビジョン カウンタ | 状況が変化する場合の可視性と検証の向上 |
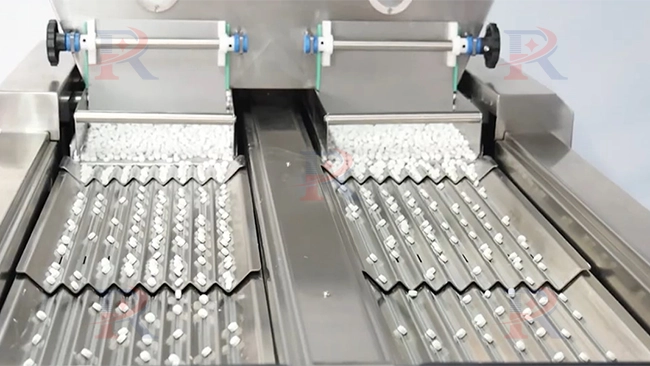
| 壊れやすい錠剤, チップリスクが高い, 優しい扱いを優先 | チップ→破片→誤カウント | スラット (またはより優しいハンドリングデザイン) + 防塵 | 機械的に分離することで、適切に調整するとバウンスや破損を軽減できます。 |
| 粉塵の多い錠剤/チュアブル | センサードリフト, 残留物の蓄積 | ビジョン またはセンサーシステムの防塵管理の強化 | より寛容な検証 + ドリフトパターンの検出が容易になる |
| タブレット + 頻繁に切り替えが行われるカプセル | セットアップエラー, 長いダウンタイム | どのタイプでも強い 切り替え デザイン | クイックチェンジパーツ + カウント方法よりもレシピが重要 |

光電 vs ビジョン vs スラットカウンター
簡単な決め方: 製品が一貫していてきれいであれば, 光電はよく機能する; もっとバリエーションがあれば, ほこり, またはより強い検証ニーズ, ビジョンを候補リストに載せる; もろさと穏やかな扱いが会話を支配する場合, スラットスタイルの分離は一見の価値があるかもしれません.
製品がチャネル間でセンサーを通過すると、光電カウンターがカウントされます. 均一な錠剤を使用すると非常に安定します。, しかし、ほこりに対してはより敏感です, 断片, 固着やランダムリリースなどの「奇妙な動作」.
ビジョンカウンターはカメラとアルゴリズムを使用して製品の流れをカウントし検証します. チャネル内で何が起こっているかをより良く把握する必要がある場合によく役立ちます。, 製品がさらに変化する場合, または、拒否の決定に対してより強い自信が必要な場合.
スラットカウンターは製品を機械的にレーンに分離します. 正しく設定されていれば、特定の製品に適切に適合する可能性があります, 特に機械的な流れによってバウンスやダブルドロップが減少する場合. 通常、そのトレードオフとして、より機械的なセットアップに注意を払い、部品の管理を変更する必要があります。.
テーブル 2 — カウンタタイプの比較 (制作において重要なこと)
| アイテム | オプトエレクトロニクス | ビジョン | スラット |
| こんな方に最適 | 均一錠剤, 安定した流れ | 変化, 監査, 検証 | 穏やかな分離のニーズ, 特定の壊れやすいプロファイル |
| ほこりに対する敏感さ | 中~高 | より低い (デザインに依存します) | 中くらい (埃は依然としてガイドに影響を与えます) |
| 数え間違いのリスク要因 | ほこり, 断片, 跳ねる, 静的 | 汚れた光学系/極端な照明, 重い粉塵 | 設定, 着る, 製品の破損パターン |
| 切り替え | 部品が単純であれば通常は速い | レシピなら早い + パーツが整理されている | 機械的な調整が多い場合は遅くなる可能性があります |
| 速度上限 | 均一な製品が多い | 高い, 強力な検証とともに | 製品に大きく依存します + 設定 |
| デバッグの問題 | 「見えないもの」を感じることができる | 通常は簡単です (視認性の向上) | 機械診断, セットアップに依存する |
安定した計数を実現するスペック
カウンターのタイプを選択したら, 次に成功するのは、短いデモ実行だけでなく、毎日マシンを安定させる仕様を選択することです。.
飼料の安定性が基本です. 振動フィーダーは一貫したフィーダーを供給する必要があります。, 急増することなく計数チャネルへの制御された流れ. チャネルが増えると潜在的な速度が向上します, ただし、フロー制御が弱いからといって自動的にパフォーマンスが向上するとは限りません。.
拒否処理では、多くの回線で実際のスループットが失われます。. 拒否システムが頻繁に停止を強いる場合、または良品ボトルを簡単に拒否する場合、ストップアンドゴーの動作が発生し、1 分あたりボトルが廃棄されることになります。. 健全な拒否確認ロジックと、良好な流れを妨げないスムーズな拒否排出を検討してください。.
模様替えと清掃は沈黙のコストです. 多くの SKU を実行する場合, クイックチェンジパーツ, 透明パーツのラベル貼り, レシピ設定により、ダウンタイムとオペレーターのミスの両方が削減されます.
見積書/データシートで確認する価値のある仕様
- 材質寸法
- ボトル仕様
- コア電気部品
この錠剤計数機購入ガイドの内容, 上記の項目は交渉の余地のないものとして扱います。実際のボトル/分が決定されるためです。, パンフレットの速度ではありません.
数え間違いの原因と修正
錠剤計数機は、3 つの重要な問題により不正確に計数されることがよくあります。. 初め, ほこりや粉が光電センサーを覆う可能性があります, 検出信号を弱めるか遮断する. 2番, 供給経路内の壊れた錠剤またはカプセルの破片により、誤ったカウント信号が生成されます. 三番目, 供給中に材料が完全に分離できない, センサーが個々に識別できない粒子の重なりにつながる.
これらの問題を解決するには, 定期的にセンサーを圧縮空気または柔らかいブラシで掃除し、ほこりを取り除いてください。. 計数シュートと供給システムから壊れた破片をすべて取り除きます。. 供給速度と振動機構を調整して、各粒子を完全に分離します。, センサーが正確に検出してカウントできるようにする.

「偽りのスピード勝利」にも注意してください。カウント/分を強く押しすぎると, より多くの切りくずや粉塵が発生する可能性があります, その後、さらに多くのミスカウントが発生し、停止します. 多くの植物では, 製品へのストレスをわずかに軽減すると、シフト全体で実際のボトル/分が増加します。.
FAT テストと精度検証
ショールームのデモは購入の決め手ではありません. 実際の FAT は、目標速度での安定した流量を証明する必要があります。, 長期にわたって再現可能な精度, 間違った数のボトルの正しい取り扱い.
実際の FAT には以下を含める必要があります。:
- あなたの 最悪の製品 (ほこりっぽい場所, 壊れやすいエッジ, または最高のバリエーションの SKU)
- あ スピードランプ (「見た目の速さ」だけではない)
- あ 長期にわたる ドリフトを暴露する (粉塵の蓄積, 静的, 熱, 着る)
- 挑戦を拒否する (間違った数 + エッジケースの間隔)
- あ 切り替えチェック (時間, 部品, およびオペレータエラートラップ)
このタブレット計数機購入ガイドを FAT の考え方として使用してください: 本番環境のテスト, 次に、インストール後に信頼できるレコード (FAT 結果形式) を要求します。, SKU 範囲のパーツリストを変更する, 明確なスペア/摩耗部品の推奨事項.
精度検証用, 現実的なものにしておく. 多くのチームは、必要に応じてシンプルなサンプリング計画とスマートなインラインチェックを組み合わせています。. インライン重量チェッカーまたは二次検証を追加する場合, 新たなボトルネックにならずに問題を早期に発見できる場所に配置します。.
カウント後のライン設備
で 錠剤計数および瓶詰めライン (またはカプセル計数および充填ライン), カウンターはゴールラインではなく中間点です. 数えた後, 通常、最終的なコーディングとラベル付けの前に、湿気保護と密閉制御を経ます。.
一般的なシーケンスは: 数える・埋める→ 乾燥剤挿入機 → コットンインサーター (使用されている場合) →キャップ送り (キャップエレベーター/ソーター) → キャッピングマシン (トルク制御) → 誘導シール機 (ホイルシール) → コーダー (インクジェット/レーザー) → ラベリングマシン. 検査内容や不合格品の処理方法に応じて、封印/ラベル付け後に重量チェッカーなどのオプションのステーションを設置できます。.
結論は
錠剤計数機はどのパンフレットでも同じように見えることがあります, しかし、「正しい」選択とは、実際の製品で安定したものを選択することです, あなたの本物のボトル, そしてあなたの本当のラインリズム. 最初にアプリケーションを定義する, 最適なカウンター タイプの候補リストを作成する, 飼料の安定性を重視, ボトルのプレゼンテーション, 切り替えデザイン, 制御を拒否します。これらの要因が実際のボトル/分を決定するためです。.
この錠剤計数機購入ガイドを使用して、生産の現実に基づいた意思決定を行ってください。: 実用的な FAT でパフォーマンスを証明する, リスクレベルに応じた方法で精度を検証する, カウンターが乾燥剤の挿入などの下流の機器とスムーズに統合されていることを確認します。, キャッピング, および誘導シール.
よくある質問
1) 光電 vs 視覚 — 高速走行時の信頼性はどちらが高いか?
ユニフォーム用, きれいな錠剤, 光電は非常に安定している. もっとバリエーションがあれば, ほこり, または、より強力な検証の信頼性が必要な場合, 視力は時間の経過とともに安定しやすくなる傾向があります.
2) ほこりがついたタブレットや壊れやすいタブレットはどのように取り扱うのですか??
優しい取り扱い設計と粉塵管理を優先 (重要な箇所を抽出する). 速度を上げる前に送りの安定性を調整してください.
3) 1 台のマシンで錠剤とカプセルの両方を迅速な切り替えで実行できますか?
はい, ただし、部品やレシピの変更を簡単にする最終候補リストのデザイン. 多くの場合、最大速度よりも切り替え時間とオペレーターエラーのリスクの方が重要です.
4) 実際の FAT には何を含めるべきか?
最悪の場合の製品, スピードランプ, 長期的な安定性, 単なる短いデモではなく、実際の生産上の問題を反映する課題を拒否します.
6) 乾燥剤インサーターはライン上のどこに設置すべきか?
通常、計数/充填後、キャッピング前, そのため、ボトルを閉めて密封する前にボトル内が湿気から保護されます。.
7) 薬局の錠剤カウンターと工業用カウンターの違いは何ですか?
薬局カウンターは小ロットのトレイ数に重点を置いています. 工業用カウンターはボトルの連続的な流れを考慮して構築されています, 安定した給餌, 拒否制御, 下流の包装ステーションとの統合.





















