 Vai al contenuto
Vai al contenuto UN macchina conta-compresse è la stazione di una linea di imbottigliamento dove una piccola instabilità può trasformarsi in un mal di testa a livello di lotto.
Quando il conteggio non è stabile, i problemi si presentano rapidamente: errori di conteggio, compresse scheggiate che creano frammenti e polvere che modificano il comportamento del sensore. Il risultato è solitamente lo stesso: rifiuta, ricontrolla, e la corsa stop-and-go che danneggia la produttività reale.
Questa guida all'acquisto della macchina per il conteggio dei tablet mantiene chiaro il processo decisionale per gli acquirenti alle prime armi, ma sufficientemente dettagliato per ingegneri e team di controllo qualità. Confronteremo i tipi di contatori, evidenziare le specifiche che effettivamente determinano la stabilità, spiegare le cause comuni degli errori di conteggio, e mostrare come dovrebbe inserirsi il bancone in una linea di conteggio e imbottigliamento.
Nozioni di base sulla macchina conta compresse per linee di imbottigliamento
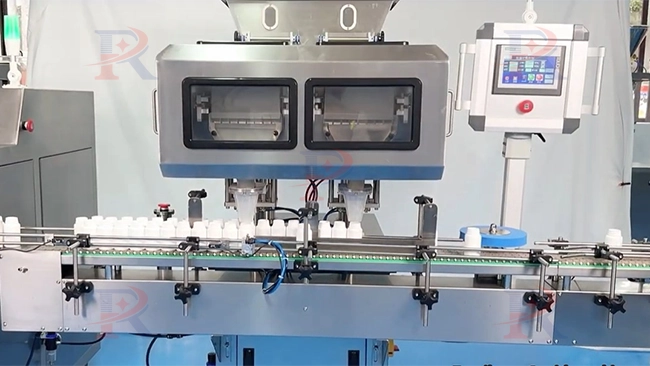
La macchina per il conteggio delle compresse non solo può funzionare in modo indipendente ma può anche essere integrata riordinatori di bottiglie, macchine per l'inserimento dell'essiccante, selezionatrici ponderali, macchine per l'inserimento del cotone, macchine tappatrici, macchine sigillatrici ad induzione, macchine etichettatrici, ed etichettatrici per maniche per formare una linea completa di imbottigliamento di compresse.
Cosa deve fare il contatore su una linea di conteggio
Alla velocità della linea, il contatore deve fare bene quattro cose: prodotto separato in modo coerente, contare fino al bersaglio, riempire in modo pulito la bottiglia senza fuoriuscite, e rimuovere in modo affidabile le bottiglie con conteggio errato. Quest'ultima parte dipende dalla gestione degli scarti (spaziatura + logica + conferma)—altrimenti la linea si ferma troppo spesso o, peggio, lascia passare le bottiglie con conteggio errato.
Definizione di bottiglie finite al minuto
L'uscita della bottiglia finita (bottiglie/min) della macchina contacompresse si riferisce al numero di unità flaconi completate prodotte in condizioni definite: una specifica unità imbottigliata (compressa/capsula/altro), una dimensione del collo di bottiglia specificata, e un numero fisso di unità di riempimento per bottiglia.
Ciò che rende più difficile contare nella produzione
Il conteggio diventa meno prevedibile quando il prodotto non si comporta in modo uniforme. Compresse polverose possono lasciare residui che influiscono sulla stabilità del sensore; bordi fragili può scheggiarsi in frammenti che confondono il conteggio; statico può causare attaccamento e rilascio casuale; E variazione di forma conta di più quando utilizzi più SKU o passi da tablet a capsule su un macchina per il conteggio di compresse e capsule.
Prima di richiedere preventivi
Tieni pronte tre risposte: la tua gamma di prodotti (dimensione/forma e se è polveroso o fragile), il conteggio tipico per bottiglia (minimo/massimo), e le bottiglie target/min più la frequenza di cambio. Con quello, il passo successivo: scegliere tra fotoelettrico, visione, o il conteggio delle lamelle, diventa molto più chiaro.
Definisci il tuo prodotto, bottiglia, e obiettivo di linea
Prima di confrontare marche o modelli, bloccare tre ingressi: cosa stai contando, cosa stai compilando, e quale sarà il "buon risultato" sul tuo pavimento.
Inizia con il prodotto. Uniforme, pulito, le compresse dure si comportano in modo molto diverso da quelle masticabili polverose, bordi fragili, o SKU misti. Se esegui capsule, Anche la trasparenza e l’intervallo di lunghezza sono importanti perché possono cambiare il modo in cui i sensori “vedono” il prodotto nel percorso di conteggio.
La prossima è la bottiglia. Una bocca ampia ti offre una finestra di riempimento tollerante; una bocca stretta aumenta il rischio di fuoriuscite e rende più critica la presentazione della bottiglia. Se prevedi di utilizzare più dimensioni di bottiglia, nota il collo più piccolo e la bottiglia più alta: entrambi possono influenzare l'indicizzazione della bottiglia e l'altezza di caduta.
Finalmente, definire l'obiettivo della linea in bottiglie/min, non solo conta/min. La vostra produttività effettiva è limitata dalla gestione degli scarti e dal ritmo a valle: l'inserimento dell'essiccante, inserimento del cotone, stabilità della coppia di tappatura, e sigillatura ad induzione.
Tavolo 1 — Applicazione → approccio alternativo più adatto
| Quello che corri di più | Cosa di solito va storto | Approccio più adatto alla rosa dei candidati | Perché aiuta |
| Compresse standard, polvere bassa, forme stabili | Raddoppi/salta occasionali in velocità | Fotoelettrico (sensore) contatore | Semplice, veloce, conveniente quando il prodotto è coerente |
| Forme/SKU misti, variazione più elevata, controlli frequenti | Errori difficili da diagnosticare, rifiutare la fiducia | Visione contatore | Migliore visibilità e verifica al variare delle condizioni |
| Compresse fragili, rischio di scheggiatura più elevato, priorità di gestione delicata | Chip → frammenti → conteggi falsi | Stecca (o un design più delicato) + controllo delle polveri | La separazione meccanica può ridurre rimbalzi e rotture se ben sintonizzata |
| Compresse/masticabili polverose | Deriva del sensore, accumulo di residui | Visione o una migliore gestione della polvere per i sistemi di sensori | Verifica più tollerante + rilevamento più semplice dei modelli di deriva |
| Compresse + capsule con cambi frequenti | Errori di installazione, tempi di inattività più lunghi | Qualsiasi tipo con forte cambio progetto | Parti a cambio rapido + le ricette contano più del metodo di conteggio |

Contatori fotoelettrici vs visione vs lamelle
Un modo semplice per decidere: se il tuo prodotto è coerente e pulito, il fotoelettrico spesso funziona; se hai più variazioni, polvere, o esigenze di verifica più stringenti, inserire la visione nella rosa dei candidati; se la fragilità e la delicatezza nel maneggiarlo dominano la conversazione, la separazione in stile lamelle può meritare uno sguardo.
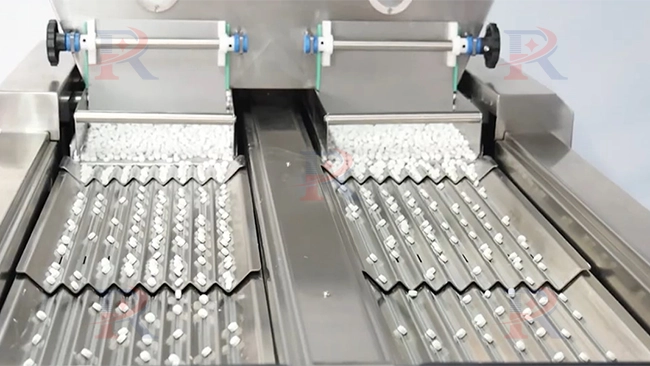
I contatori fotoelettrici contano mentre il prodotto passa attraverso i sensori attraverso i canali. Possono essere molto stabili con compresse uniformi, ma sono più sensibili alla polvere, frammenti, e "comportamenti strani" come l'attaccamento e il rilascio casuale.
I contatori visivi utilizzano telecamere e algoritmi per contare e verificare il flusso dei prodotti. Spesso brillano quando hai bisogno di una migliore visibilità su ciò che accade nei canali, quando il prodotto varia di più, o quando desideri una maggiore fiducia nelle decisioni di rifiuto.
I contatori a lamelle separano meccanicamente il prodotto in corsie. Possono essere adatti per determinati prodotti se impostati correttamente, soprattutto dove il flusso meccanico riduce rimbalzi e doppie cadute. Il compromesso è in genere una maggiore attenzione alla configurazione meccanica e la gestione delle modifiche delle parti.
Tavolo 2 — Confronto dei tipi di contatore (ciò che conta nella produzione)
| Articolo | Fotoelettrico | Visione | Stecca |
| Meglio per | Compresse uniformi, flusso stabile | Variazione, audit, verifica | Esigenze di separazione delicate, alcuni profili fragili |
| Sensibilità alla polvere | Da medio ad alto | Inferiore (dipende dal design) | Medio (la polvere colpisce ancora le guide) |
| Fattori di rischio di errore nel conteggio | Polvere, frammenti, rimbalzo, statico | Ottiche/illuminazione sporche, polvere pesante | Impostare, Indossare, modelli di danneggiamento del prodotto |
| Cambio | Di solito veloce se le parti sono semplici | Ricette veloci se + le parti sono organizzate | Può essere più lento se vengono effettuate più regolazioni meccaniche |
| Massimale di velocità | Spesso elevato con un prodotto uniforme | Alto, con verifica forte | Dipende molto dal prodotto + impostare |
| Problemi di debug | Può sentirsi “invisibile” | Di solito più facile (maggiore visibilità) | Diagnosi meccanica, dipendente dalla configurazione |
Specifiche che determinano un conteggio stabile
Dopo aver scelto un tipo di contatore, la vittoria successiva è selezionare le specifiche che mantengono la macchina stabile giorno dopo giorno, non solo durante una breve sessione dimostrativa.
La stabilità del mangime è il fondamento. Un alimentatore vibrante dovrebbe fornire un flusso costante, flusso controllato nei canali di conteggio senza picchi. Più canali possono aumentare la velocità potenziale, ma ciò non significa automaticamente prestazioni migliori se il controllo del flusso è debole.
La gestione degli scarti è il luogo in cui molte linee perdono il throughput reale. Se il sistema di scarto impone arresti frequenti o scarta bottiglie buone troppo facilmente, vedrai un funzionamento stop-and-go che uccide bottiglie/min. Cerca una logica sana di conferma degli scarti e uno scarico regolare degli scarti che non disturbi il buon flusso.
Il cambio e la pulizia sono il tuo costo silenzioso. Se esegui molti SKU, parti a cambio rapido, etichettatura chiara delle parti, e le impostazioni delle ricette riducono sia i tempi di inattività che gli errori dell'operatore.
Specifiche che vale la pena confermare nel preventivo/nella scheda tecnica
- Dimensioni del materiale
- Specifiche della bottiglia
- Componenti elettrici principali
In questa guida all'acquisto della macchina per il conteggio dei tablet, tratta gli articoli di cui sopra come non negoziabili, perché determinano le bottiglie reali/min, non la velocità della brochure.
Cause e soluzioni degli errori di conteggio
La macchina per il conteggio delle compresse spesso conta in modo impreciso a causa di tre problemi chiave. Primo, polvere e polvere possono coprire i sensori fotoelettrici, indebolendo o bloccando il segnale di rilevamento. Secondo, frammenti di compresse o capsule rotte nel percorso di alimentazione creano falsi segnali di conteggio. Terzo, i materiali non riescono a separarsi completamente durante l'alimentazione, portando a particelle sovrapposte che i sensori non possono identificare individualmente.
Per risolvere questi problemi, pulire regolarmente i sensori con aria compressa o una spazzola morbida per eliminare la polvere. Rimuovere tutti i frammenti rotti dallo scivolo di conteggio e dal sistema di alimentazione. Regolare la velocità di alimentazione e il meccanismo di vibrazione per garantire la completa separazione di ciascuna particella, consentendo ai sensori di rilevare e contare con precisione.

Fai attenzione anche alle "false vittorie in velocità". Se spingi troppo forte i conteggi/min, puoi creare più trucioli e polvere, che quindi crea più errori di conteggio e arresti. In molte piante, riducendo leggermente lo stress sul prodotto si aumentano le bottiglie/min effettive su un intero turno.
Test FAT e verifica dell'accuratezza
Una demo in uno showroom non è una decisione di acquisto. Un FAT pratico dovrebbe dimostrare un flusso stabile alla velocità target, precisione ripetibile nel tempo, e la corretta gestione delle bottiglie con conteggio errato.
Una FAT pratica dovrebbe includere:
- Tuo prodotto nel caso peggiore (lotto polveroso, bordi fragili, o SKU con la variazione più alta)
- UN rampa di velocità (non solo “una velocità che sembra buona”)
- UN a lungo termine per esporre la deriva (accumulo di polvere, statico, Calore, Indossare)
- Rifiuta le sfide (conteggio sbagliato + casi di bordi distanziati)
- UN controllo del cambio (tempo, parti, e trappole di errori dell'operatore)
Usa questa guida all'acquisto della macchina per il conteggio dei tablet come mentalità FAT: test per la realtà produttiva, quindi richiedi i record su cui farai affidamento dopo l'installazione: formato dei risultati FAT, modificare l'elenco delle parti per la gamma SKU, e una chiara raccomandazione sui ricambi/parti soggette ad usura.
Per la verifica dell'accuratezza, mantenerlo realistico. Molti team combinano un semplice piano di campionamento con controlli in linea intelligenti ove necessario. Se aggiungi una selezionatrice ponderale in linea o una verifica secondaria, posizionalo dove rileva tempestivamente i problemi senza diventare un nuovo collo di bottiglia.
Attrezzatura di linea dopo il conteggio
Nell'a linea di conteggio e imbottigliamento delle compresse (o linea di conteggio e riempimento capsule), il contatore è il punto medio, non il traguardo. Dopo aver contato, in genere si passa alla protezione dall'umidità e al controllo della chiusura prima della codifica e dell'etichettatura finali.
Una sequenza comune è: conteggio/riempimento → inseritore di essiccante → inseritore di cotone (se utilizzato) → alimentazione del tappo (elevatore/selezionatore di tappi) → macchina tappatrice (controllo della coppia) → macchina per sigillatura a induzione (sigillo in lamina) → codificatore (getto d'inchiostro/laser) → Etichettatrice. Stazioni opzionali come una selezionatrice ponderale possono restare ferme dopo la sigillatura/etichettatura a seconda di cosa stai verificando e di come gestisci gli scarti.
Conclusione
Una macchina per il conteggio delle compresse può apparire simile nelle brochure, ma la scelta “giusta” è quella che rimane stabile con il tuo prodotto reale, le tue vere bottiglie, e il tuo ritmo di linea reale. Definire prima l'applicazione, selezionare il tipo di contatore più adatto, e concentrarsi sulla stabilità del mangime, presentazione della bottiglia, progettazione del cambio, e rifiutare il controllo, perché questi fattori determinano le bottiglie/min effettive.
Utilizza questa guida all'acquisto della macchina per il conteggio delle compresse per mantenere le decisioni ancorate alla realtà della produzione: dimostrare le prestazioni con un FAT pratico, verificare l'accuratezza in modo che si adatti al proprio livello di rischio, e assicurarsi che il contatore si integri perfettamente con le apparecchiature a valle come l'inserimento dell'essiccante, tappatura, e sigillatura ad induzione.
Domande frequenti
1) Fotoelettrico vs visione: cosa c'è di più affidabile in velocità?
Per l'uniforme, compresse pulite, il fotoelettrico può essere molto stabile. Se vedi più variazioni, polvere, o vuoi una maggiore sicurezza nella verifica, la visione tende ad essere più facile da mantenere stabile nel tempo.
2) Come posso maneggiare i tablet impolverati o fragili??
Dai priorità alla progettazione delicata della movimentazione e alla gestione della polvere (estrazione dove conta). Quindi regolare la stabilità dell'avanzamento prima di aumentare la velocità.
3) Una macchina può gestire sia compresse che capsule con cambio rapido?
SÌ, ma seleziona progetti che semplificano la modifica di parti e ricette. Il tempo di cambio formato e il rischio di errore dell'operatore spesso contano più della velocità massima.
4) Cosa dovrebbe includere una FAT pratica?
Prodotto nel peggiore dei casi, rampa di velocità, stabilità a lungo termine, e rifiutare le sfide che riflettono problemi di produzione reali, non solo una breve demo.
6) Dove dovrebbe posizionarsi un inseritore di essiccante sulla linea?
Tipicamente dopo il conteggio/riempimento e prima della tappatura, quindi la protezione dall'umidità è nella bottiglia prima delle fasi di chiusura e sigillatura.
7) Contatore di pillole in farmacia o contatore industriale: qual è la differenza?
I banchi delle farmacie si concentrano sul conteggio dei vassoi in piccoli lotti. I contatori industriali sono costruiti per il flusso continuo di bottiglie, alimentazione stabile, rifiutare il controllo, e integrazione con le stazioni di confezionamento a valle.
Riferimenti
- FDA: Integrità dei dati e conformità con la CGMP dei farmaci: Domande e risposte (Guida per l'industria). (Food and Drug Administration degli Stati Uniti)
- ISPE: Guida di base vol 5: Messa in servizio & Qualificazione (2seconda edizione) (pagina di panoramica). (ISPE)





















