 Ga naar inhoud
Ga naar inhoud Een kartonneermachine verandert een verpakt product in een afgewerkte winkeleenheid. Er wordt een platte doos geopend, laadt het product (en inzetstukken indien nodig), sluit de doos, en verwijdert elk pakket dat de basiscontroles niet doorstaat.
Wat meestal het succes bepaalt, is niet één enkele CPM(Dozen per minuut) nummer. Het gaat erom of de dozen elke cyclus vierkant opengaan, product arriveert op tijd bij de invoer, voegt het voer netjes in, en sluitingen vormen zich consistent. Als die basis stabiel is, snelheid wordt een veel gemakkelijker gesprek.
Wat een kartonneermachine doet op een verpakkingslijn
Op een verpakkingslijn, er staat een kartonneermachine achter primaire verpakking en verandert een beschermde eenheid in een kant-en-klaar verkoopbaar pakket. Het voegt structuur toe, verbetert de handling, en creëert een consistent oppervlak voor coderen, etikettering, en fraudebestendige functies voordat de dozen naar de doosverpakking gaan.
De kartonneerder is tevens een controlepunt. Het helpt bevestigen dat de juiste componenten aanwezig zijn, houdt de presentatie van de doos consistent, en verwijdert onvolledige pakketten, zodat ze niet stroomafwaarts reizen.
Wanneer kartonneren het knelpunt wordt, de oorzaak is meestal een van deze mismatches: de timing van de stroomopwaartse ontlading is onstabiel, De variatie in de kwaliteit van de doos is te hoog voor de gekozen sluiting en snelheidsband, of het inzetsysteem wordt niet strak genoeg gecontroleerd. Daarom zijn typeselectie en lijnoverdrachtontwerp van belang voordat CPM wordt vergeleken (Dozen per minuut).
Typen kartonneermachines die er toe doen
“Cartoner” beschrijft een familie van machines. Een paar structurele keuzes: oriëntatie, beweging, laadstijl, en afsluiting – beslis welke producten het beste passen en hoe tolerant het systeem is voor variatie.
Horizontaal versus verticaal
Horizontale kartonnen dozen (Horizontale kartonneermachine) passen vaak bij items die het gemakkelijkst vanaf de zijkant naar binnen kunnen worden geduwd. Verticale kartonnen dozen (Verticale kartonneermachine) passen vaak bij producten die van bovenaf geplaatst of neergezet kunnen worden.
Intermitterende versus continue beweging
Intermitterende kartonneermachines indexeren van station naar station. Ze passen goed als u veel SKU's gebruikt en afhankelijk bent van herhaalbare omschakelingen. Continue kartonneermachines houden de dozen in beweging en kunnen hogere snelheden bereiken, maar ze eisen doorgaans een stabielere invoertiming en consistentere dozen om stabiel te blijven.
Eindbelasting versus zijbelasting
Ontwerpen met eindbelasting worden door het uiteinde van de doos gestoken, meestal met behulp van een duwer. Ontwerpen met zijbelasting worden door een zijopening gestoken. De beste keuze hangt af van het ontwerp van de doos, productgeometrie, en hoe u de invoegingen wilt invoeren.
Sluitingsstijlen
Plooisluiting is gebruikelijk en vergevingsgezind. Tabbladen in slotstijl voegen meer houdkracht toe, maar zijn gevoelig voor kreukkwaliteit. Hotmeltlijm verbetert de integriteit van de afdichting, maar introduceert lijmbeheersing en reiniging.
Hier is een snelle kaart om typebeslissingen te matchen met typische toepassingen.
| Typ besluit | Algemene opties | Vaak het beste voor | Opletten |
| Oriëntatie van de doos | Horizontaal / Verticaal | Blaren & zakjes / Flessen & potten | Productstabiliteit tijdens overdracht |
| Beweging | Met tussenpozen / Continu | Frequente formaatwijzigingen / Hogere snelheidsbanden | Invoertijdstip, consistentie van het karton |
| Stijl laden | Eindbelasting / Zijbelasting | Insteekartikelen / Zijpresentatie | Ontwerplimieten voor kartonnen dozen, coördinatie invoegen |
| Sluiting | Plooi / Slot / Lijm | Standaard dozen / Hogere integriteitsbehoeften | Stof, vouw variatie, lijm controle |
Hoe een kartonneermachine werkt
De meeste kartonneerders delen dezelfde stationstroom. Indelingen verschillen, maar de logica is consistent: bereid de doos voor, product synchroniseren, invoegingen toevoegen, dichtbij, verifiëren, en fouten afwijzen vóór het stroomafwaarts verpakken.
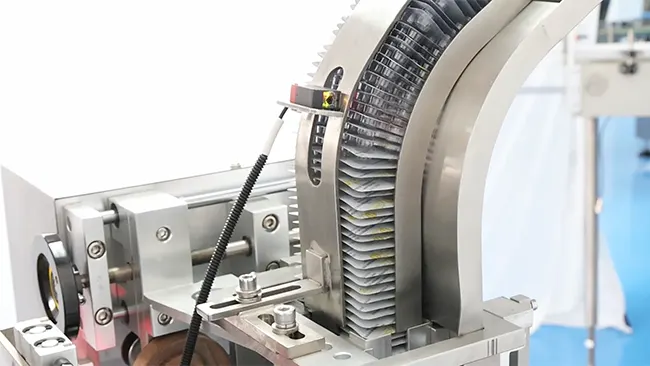
Kartonnen pick en montage
Platte dozen worden uit een magazijn gehaald, geopend door zuigkracht of mechanische vingers, en overgebracht naar een vluchtketting of zak die de doos vierkant houdt. De kwaliteit van de erectie is de basis, als de dozen niet vierkant zijn, elke stroomafwaartse vouw en sluiting wordt minder betrouwbaar.
Productinvoer en timing
Het product komt uit upstream-apparatuur en moet worden gepresenteerd op het exacte moment dat de doos klaar is. Het inbrengen kan een duwtje in de rug zijn, een zijlus, of een plaatsingskop met bovenbelasting, afhankelijk van het ontwerp. Timingafwijking bij de overdracht is een veel voorkomende reden waarom lijnen stoppen.
Behandeling van bijsluiters en bijsluiters
Als uw verpakking een bijsluiter nodig heeft, het invoegstation moet één stuk scheiden, bevestig het ophalen, plaats het vervolgens schoon. Papierstof, krul, en statisch zijn veelvoorkomende problemen, vooral als bijsluiterleveranciers of batches veranderen.
Afsluiten en coderen
Dozen worden gesloten door middel van een plooi, slot, of lijm, vervolgens gecodeerd of geëtiketteerd als de lijn de kartonneerder als identificatiestation gebruikt. De betrouwbaarheid van de sluiting hangt af van de kwaliteit van de doos en hoe consistent de richtlijnen worden ingesteld na het wisselen.
Detectie en afwijzing
Sensoren bevestigen essentiële zaken, zoals geopende doos, product aanwezig, folder aanwezig, en sluiting gevormd. Fouten worden afgewezen, zodat ze niet verder gaan met het inpakken van dozen.
Toevoer, Inzetstukken, en kartonkwaliteit
Als uw doel minder stops is, dit gedeelte is meer waard dan welke snelheidsgrafiek dan ook. Kartonverpakking is papier (handleiding) verwerking en productbehandeling tegelijkertijd, zodat variatie snel zichtbaar is.
Invoerontwerp
Kies een invoer die past bij de productstabiliteit en de manier waarop stroomopwaartse apparatuur afvoert. Een stijve blisterkaart kan goed werken met een push-in-systeem. Licht, onstabiele voorwerpen vereisen mogelijk een zachtere behandeling of betere geleiding. Als stroomopwaartse machines microstops hebben, overweeg buffering, zodat de kartonnerer niet telkens moet stoppen als een feeder pauzeert.
Folder inbrengen en vouwen
Behandel folders als een format, geen selectievakje. In farmaceutische en nutraceutische verpakkingen, Het inbrengen van de bijsluiter maakt deel uit van de verpakkingsvereiste, en een ontbrekende of dubbele folder kan een nalevingsprobleem worden, dus instabiliteit verandert hier snel in uitval en downtime. Daarom wordt een vouwmachine voor folders vaak gecombineerd met de kartonneermachine om de vouwen consistent te houden en de pickbetrouwbaarheid te verbeteren; voor hogere snelheidslijnen of complexe folders, sommige sites gebruiken een duurdere map (zoals GUK). Bevestig hoe het systeem het picken verifieert, hoe het dubbelingen detecteert, en hoe het omgaat met dikteveranderingen.
Consistentie en inkoop van karton
Variatie in kartonnen dozen is een veelvoorkomende oorzaak van papierstoringen en slechte sluiting. Vouwkwaliteit, stijfheid van de plank, en stof beïnvloeden de erectie en het vouwen. Als u chronische problemen ziet, het testen van dozen van een tweede leverancier of een andere batch is een van de snelste manieren om opstellingsproblemen te scheiden van materiaalproblemen.
Prestatiedrivers: Snelheid versus stabiliteit
CPM is nuttig voor benchmarking, maar het verklaart niet hoe een lijn zich tijdens een dienst gedraagt. Meestal beslissen drie coureurs over de stabiliteit.
Timing en buffering
Een kartonneerder kan slechts zo gestaag werken als zijn overdrachten. Wanneer de aankomst van producten ongelijkmatig is, u buffert een product of accepteert frequente stops. Een kleine buffer kan de stop-startcycli verkorten en de netto-output verbeteren, zelfs als de piek-CPM niet verandert.
Herhaalbaarheid van de omschakeling
Omschakelen is niet alleen het verwisselen van formaatdelen. Het is de geometrie van de doosopening, klepvouwgeleiders, kiesinstellingen invoegen, sensorposities, en verwerp de timing. Machines die ervoor zorgen dat deze instellingen gemakkelijk te herhalen zijn, hebben de neiging consistenter te werken tijdens ploegendiensten.
Detectielogica
Duidelijke detectie- en afwijzingslogica vermindert verwarring en herbewerking verderop in de keten. Vraag welke cheques standaard zijn, wat is optioneel, en hoe alarmen en afwijzingen worden geregistreerd.
IPC-controles tijdens het proces
Controle tijdens het proces (IPC) betekent regelmatige controles tijdens de run, elke keer op dezelfde manier gedaan, drift vroeg op te vangen. Bij het kartonneren, IPC gaat minder over meten en meer over het bevestigen dat het systeem nog steeds het juiste pakket samenstelt.
Meestal zit er een praktische IPC-set bij: het bevestigen van de leesbaarheid en correctheid van de code, indien nodig de aanwezigheid van de bijsluiter controleren, het verifiëren van de integriteit van de sluiting, en kijken naar afwijzende trends. Het doel is om kleine veranderingen op te merken: dozen die niet vierkant openen, folders beginnen verkeerd te worden ingevoerd, sluitingslipjes vormen zich niet netjes - voordat deze veranderingen in een punt veranderen.
Als u één eenvoudig verslag bijhoudt, houd een korte stoplog bij met de belangrijkste alarmreden, de correctie toegepast, en het moment om opnieuw op te starten. Over een paar weken, het wordt uw snelste verbeteringsinstrument.
Basisprincipes van farmacie en compliance
In gereguleerde verpakking, kartonneren is onderdeel van verwisselingspreventie en verpakkingscontrole. 21 CFR 211.130 vereist schriftelijke procedures en inspecties om te garanderen dat de juiste verpakkings- en etiketteringsmaterialen worden gebruikt, met de nadruk op lijnontruiming en documentatie.
Op praktisch niveau, dat betekent meestal een herhaalbare controle van de lijnspeling vóór de run, gecontroleerd gebruik van verpakkingsmaterialen op het station, en gegevens waaruit blijkt wat er wanneer is gecontroleerd.
Het ontwerp van de apparatuur is ook belangrijk. De CGMP-apparatuurrichtlijnen van de FDA benadrukken dat apparatuur geschikt moet zijn voor het beoogde gebruik en de reinigings- en onderhoudsroutines moet ondersteunen, wat vooral relevant is als u met papierstof en smeltlijm werkt. (Amerikaanse Food and Drug Administration)
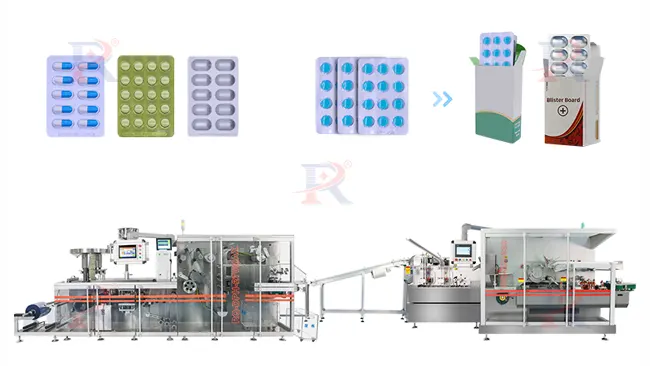
Lijnintegratie: Blister of fles naar kartonnen doos
A kartonneermachine is zelden een op zichzelf staande aankoop. De meeste lijnen voeden dozen uit blisterverpakkingen of bottelingen, stuur vervolgens afgewerkte dozen naar case-verpakking.
Voor blister-naar-cartoner-projecten, Bij integratie gaat het vaak om een strakke timing en voorzichtige bediening, zodat kaarten niet buigen of schuren. Dit is ook waar A blisterverpakkingsmachine keuze kan de overdracht vereenvoudigen als de afvoerrichting consistent is.
Het tellen van bottellijnen kan variabeler zijn omdat stroomopwaartse stops plaatsvinden bij het afdekken, etikettering, of accumulatie. Een korte accumulatietabel of buffer verbetert vaak de uptime van het kartonneren, en koppelen aan een stal tablettelmachine helpt de overdracht voorspelbaar te houden.
Stroomafwaarts, dozen kunnen naar doosverpakking gaan, controleweging, of palletiseren. Als stroomafwaarts geautomatiseerd is, De oriëntatie en afstand van de doos moeten overeenkomen met de volgende machine. Als stroomafwaarts handmatig is, het lossen moet stabiel en ergonomisch zijn om schade en nabewerking te voorkomen.
Voor veel ploegen, het is gemakkelijker om uit te gaan van de volledige lijnstroom en vervolgens het type kartonnen doos te kiezen dat daarbij past. Dat is waar geïntegreerde lijnen planning kan later herbewerking voorkomen.
Hoe u een kartonneermachine kiest
Selecteren wordt eenvoudiger zodra u uw formaat vergrendelt en de type-afwegingen begrijpt.
Begin met het bevestigen van het productgroottebereik, bereik van kartonnen dozen, sluiting stijl, en vereisten invoegen. Stem vervolgens de oriëntatie en laadstijl af op de stabiele positie van het product tijdens de overdracht.
Volgende, kies bewegingsstijl op basis van de overgangsrealiteit. Als formaten vaak veranderen, geef prioriteit aan herhaalbare instellingen en duidelijke aanpassingen. Als de runs lang zijn en snelheid de prioriteit is, focus op een stabiele invoer en consistentie van de dozen die de hogere snelheidsband ondersteunt.

Eindelijk, Evalueer hoe de leverancier de installatie uitlegt. Een sterke leverancier kan beschrijven hoe de erectie wordt afgestemd, hoe het inbrengen wordt gesynchroniseerd, hoe de wisselplaatpicking wordt gestabiliseerd, en hoe afwijzingslogica wordt ingesteld. Die verklaring voorspelt vaak het succes van de inbedrijfstelling beter dan een specificatieblad.
Wanneer u klaar bent om configuraties te vergelijken, gebruik een assortimentspagina zoals kartonneermachine om een shortlist te maken op doosgrootte, laadstijl, en snelheidsband.
Conclusie
A kartonneermachine voegt structuur en controle toe aan een verpakkingslijn, maar het presteert slechts zo goed als de overdrachten en materialen eromheen. De meest betrouwbare opstellingen stemmen het machinetype af op de productoriëntatie, kartonnen stijl, behoeften invoegen, en stroomopwaartse stabiliteit.
Kies eerst voor stabiel hardlopen, druk dan op snelheid. Wanneer dozen vierkant rechtop staan, De timing van de invoer wordt gecontroleerd, voegt het voer netjes in, en de verificatielogica is duidelijk, kartonneren wordt een betrouwbare afwerkingsstap in plaats van een dagelijks knelpunt.
FAQ
1) Waar wordt een kartonneermachine voor gebruikt??
De kartonneermachine wordt voornamelijk gebruikt voor het laden van blisters, flessen, stokken en andere producten in papieren dozen. Het opent dozen, laadt producten (en inzetstukken indien nodig), sluit dozen, en wijst pakketten af die niet aan de basiscontroles voldoen.
2) Intermitterende versus continue beweging: wat verandert het meest?
Intermitterende bewegingen zijn vaak gemakkelijker als de formaten vaak veranderen. Continue beweging kan hogere snelheidsbereiken bereiken, maar vereist een stabielere timing en een strakkere consistentie van de doos.
3) Waarom lopen kartonneermachines vast?, en wat is de eerste oplossing?
Variatie in het karton en afwijkende opstelling zijn veelvoorkomende oorzaken. Een snelle manier om de variabele te isoleren is door dozen van een andere batch of leverancier te testen terwijl de instellingen ongewijzigd blijven.
4) Moet ik een bijsluiter inbrengen?, en wat het betrouwbaar maakt?
Als er folders nodig zijn voor uw markt, bevestig de keuzeverificatie, detectie van dubbele vellen, en aanpasbaarheid voor papiervariatie.
5) Wat de IPC-controles zijn, is het belangrijkst bij het kartonneren?
Correctheid/leesbaarheid van de code, aanwezigheid van folder (indien nodig), integriteit van de sluiting, en het afwijzen van trends zijn de meest praktische controles die consistent kunnen worden uitgevoerd.
8) Hoe kan een kartonneermachine worden geïntegreerd met blister- of bottellijnen??
Integratie is afhankelijk van timing, bufferen, en oriëntatie. Een korte buffer verbetert vaak de uptime door de kartonnerer te beschermen tegen microstops stroomopwaarts.
Referenties
- FDA: Vragen en antwoorden over de huidige vereisten voor goede productiepraktijken | Apparatuur.
- 21 CFR § 211.130 Verpakkings- en etiketteringswerkzaamheden





















