 Langsung ke konten
Langsung ke konten Mesin karton mengubah produk yang dikemas menjadi unit ritel jadi. Ini membuka karton datar, memuat produk (dan sisipan jika diperlukan), menutup karton, dan menghapus paket apa pun yang gagal dalam pemeriksaan dasar.
Yang biasanya menentukan kesuksesan bukanlah satu CPM(Karton Per Menit) nomor. Apakah karton terbuka setiap siklusnya, produk tiba di infeed tepat waktu, memasukkan umpan dengan bersih, dan penutupan terbentuk secara konsisten. Ketika dasar-dasar itu stabil, kecepatan menjadi percakapan yang lebih mudah.
Apa yang Dilakukan Mesin Karton pada Jalur Pengemasan
Di jalur pengemasan, sebuah mesin karton duduk setelahnya kemasan primer dan mengubah unit yang dilindungi menjadi paket jadi yang dapat dijual. Itu menambah struktur, meningkatkan penanganan, dan menciptakan permukaan yang konsisten untuk pengkodean, pelabelan, dan fitur bukti kerusakan sebelum karton dipindahkan ke kemasan kotak.
Pembuat karton juga merupakan titik kontrol. Ini membantu memastikan adanya komponen yang tepat, menjaga presentasi karton tetap konsisten, dan menghapus paket yang tidak lengkap sehingga tidak bergerak ke hilir.
Saat kartoning menjadi hambatan, penyebabnya biasanya salah satu dari ketidakcocokan ini: waktu pelepasan hulu tidak stabil, variasi kualitas karton terlalu tinggi untuk pita penutupan dan kecepatan yang dipilih, atau sistem sisipan tidak dikontrol dengan cukup ketat. Itu sebabnya pemilihan jenis dan desain handoff garis penting sebelum membandingkan CPM (Karton Per Menit).
Jenis Mesin Karton Yang Penting
“Cartoner” menggambarkan keluarga mesin. Beberapa pilihan struktural—orientasi, gerakan, gaya pemuatan, dan penutupan—memutuskan produk apa yang paling sesuai dan seberapa toleran sistem terhadap variasi.
Horisontal vs vertikal
Karton horizontal (Mesin karton horizontal) sering kali cocok dengan item yang paling mudah untuk didorong dari samping. Kartoner vertikal (Mesin karton vertikal) sering kali cocok dengan produk yang dapat ditempatkan atau dijatuhkan dari atas.
Gerakan terputus-putus vs terus menerus
Indeks mesin karton terputus-putus dari stasiun ke stasiun. Hal ini umum terjadi ketika Anda menjalankan banyak SKU dan mengandalkan pergantian berulang. Mesin karton kontinyu menjaga karton tetap bergerak dan dapat mencapai pita kecepatan yang lebih tinggi, namun mereka biasanya menuntut waktu pemasukan yang lebih stabil dan karton yang lebih konsisten agar tetap stabil.
Beban akhir vs beban samping
Desain muatan akhir dimasukkan melalui ujung karton, biasanya menggunakan pendorong. Desain beban samping dimasukkan melalui bukaan samping. Pilihan terbaik tergantung pada desain karton, geometri produk, dan bagaimana Anda ingin memasukkan sisipan.
Gaya penutupan
Penutupan tuck adalah hal biasa dan memaafkan. Tab bergaya kunci menambah kekuatan penahan tetapi sensitif terhadap kualitas lipatan. Lem panas meleleh meningkatkan integritas segel tetapi memperkenalkan kontrol dan pembersihan lem.
Berikut peta cepat untuk mencocokkan keputusan jenis dengan aplikasi umum.
| Ketik keputusan | Pilihan umum | Seringkali yang terbaik untuk | Perhatian |
| Orientasi karton | Horisontal / Vertikal | Lepuh & kantong / Botol & stoples | Stabilitas produk selama transfer |
| Gerakan | Berselang / Kontinu | Perubahan format yang sering terjadi / Pita kecepatan lebih tinggi | Waktu pengumpanan, konsistensi karton |
| Memuat gaya | Beban akhir / Beban samping | Item dorong / Presentasi sampingan | Batasan desain karton, masukkan koordinasi |
| Penutup | Menyelipkan / Kunci / Lem | Karton standar / Kebutuhan integritas yang lebih tinggi | Debu, variasi lipatan, kontrol lem |
Cara Kerja Mesin Karton
Kebanyakan pembuat karton berbagi aliran stasiun yang sama. Tata letak berbeda, tapi logikanya konsisten: siapkan kartonnya, menyinkronkan produk, tambahkan sisipan, menutup, memeriksa, dan menolak kesalahan sebelum pengepakan hilir.
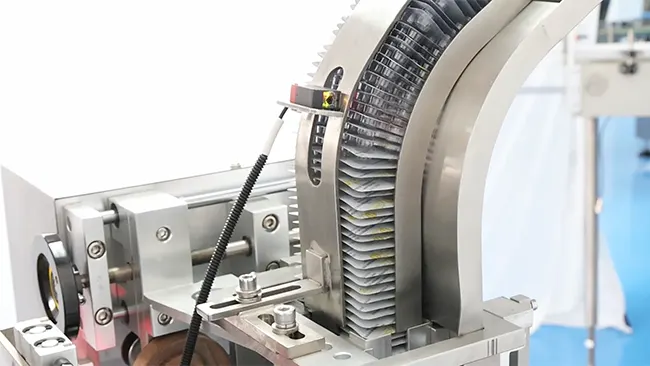
Pengambilan dan pemasangan karton
Karton datar ditarik dari majalah, dibuka dengan jari hisap atau mekanis, dan dipindahkan ke dalam rantai penerbangan atau saku yang menjaga karton tetap persegi. Kualitas ereksi adalah fondasinya—jika kartonnya tidak berbentuk persegi, setiap lipatan dan penutupan hilir menjadi kurang dapat diandalkan.
Pengumpanan dan pengaturan waktu produk
Produk tiba dari peralatan hulu dan harus disajikan tepat pada saat karton sudah siap. Penyisipan mungkin merupakan pendorong, lug samping, atau kepala penempatan beban atas tergantung pada desainnya. Penyimpangan waktu pada saat handoff adalah alasan umum mengapa garis berhenti.
Penanganan selebaran dan sisipan
Jika paket Anda membutuhkan brosur, stasiun penyisipan harus memisahkan satu bagian, konfirmasi penjemputan, lalu masukkan dengan bersih. Debu kertas, keriting, dan statis adalah masalah umum, terutama ketika pemasok atau batch brosur berubah.
Penutupan dan pengkodean
Karton ditutup dengan diselipkan, kunci, atau lem, kemudian diberi kode atau label jika jalur tersebut menggunakan kartoner sebagai stasiun identifikasi. Keandalan penutupan bergantung pada kualitas karton dan seberapa konsisten pemandu disetel setelah pergantian.
Deteksi dan penolakan
Sensor mengkonfirmasi hal-hal penting seperti karton dibuka, produk hadir, selebaran yang ada, dan penutupan terbentuk. Kesalahan ditolak sehingga tidak melanjutkan pengepakan kasus.
memberi makan, Sisipan, dan Kualitas Karton
Jika tujuan Anda adalah lebih sedikit perhentian, bagian ini bernilai lebih dari grafik kecepatan mana pun. Kartoning adalah kertas (buku petunjuk) penanganan dan penanganan produk secara bersamaan, jadi variasi muncul dengan cepat.
Desain pengumpan
Pilih infeed yang cocok dengan stabilitas produk dan cara pembuangan peralatan hulu. Kartu melepuh yang kaku dapat bekerja dengan baik dengan sistem push-in. Lampu, barang yang tidak stabil mungkin memerlukan penanganan yang lebih hati-hati atau bimbingan yang lebih baik. Jika mesin upstream memiliki micro-stop, pertimbangkan buffering sehingga pembuat karton tidak terpaksa berhenti setiap kali pengumpan berhenti.
Penyisipan dan pelipatan selebaran
Perlakukan selebaran seperti sebuah format, bukan kotak centang. Dalam kemasan farmasi dan nutraceutical, penyisipan brosur adalah bagian dari persyaratan paket, dan brosur yang hilang atau ganda dapat menjadi masalah kepatuhan—sehingga ketidakstabilan di sini dengan cepat berubah menjadi kegagalan dan downtime. Itu sebabnya mesin pelipat selebaran sering dipasangkan dengan pembuat karton untuk menjaga konsistensi lipatan dan meningkatkan keandalan pengambilan; untuk jalur berkecepatan lebih tinggi atau selebaran yang rumit, beberapa situs menggunakan folder kelas atas (seperti GUK). Konfirmasikan bagaimana sistem memverifikasi pengambilan, cara mendeteksinya berlipat ganda, dan cara menangani perubahan ketebalan.
Konsistensi dan sumber karton
Variasi karton adalah penyebab umum kemacetan dan penutupan yang buruk. Kualitas lipatan, kekakuan papan, dan debu mempengaruhi ereksi dan lipatan. Jika Anda melihat masalah kronis, menguji karton dari pemasok kedua atau batch berbeda adalah salah satu cara tercepat untuk memisahkan masalah penyiapan dari masalah material.
Penggerak Kinerja: Kecepatan vs Stabilitas
CPM berguna untuk melakukan benchmarking, tetapi hal ini tidak menjelaskan bagaimana suatu garis berperilaku dalam suatu shift. Tiga pembalap biasanya menentukan stabilitas.
Pengaturan waktu dan buffering
Seorang pembuat karton hanya dapat berjalan dengan mantap seiring dengan penyerahannya. Ketika kedatangan produk tidak merata, Anda bisa melakukan buffering pada produk atau sering menerima pemberhentian. Buffer kecil dapat mengurangi siklus stop-start dan meningkatkan output bersih meskipun CPM puncak tidak berubah.
Pengulangan pergantian
Changeover tidak hanya menukar bagian format. Ini geometri bukaan karton, panduan lipat penutup, masukkan pengaturan pengambilan, posisi sensor, dan menolak waktu. Mesin yang membuat pengaturan ini mudah untuk diulang cenderung bekerja lebih konsisten di seluruh shift.
Logika deteksi
Logika deteksi dan penolakan yang jelas mengurangi kebingungan dan pengerjaan ulang hilir. Tanyakan pemeriksaan apa yang standar, apa yang opsional, dan bagaimana alarm dan penolakan dicatat.
Pemeriksaan IPC Kontrol Dalam Proses
Kontrol dalam proses (IPC) berarti pemeriksaan rutin selama dijalankan, dilakukan dengan cara yang sama setiap kali, untuk menangkap arus lebih awal. Dalam karton, IPC bukan hanya sekedar mengukur, namun lebih banyak memastikan bahwa sistem masih menyusun paket yang tepat.
Satu set IPC praktis biasanya disertakan: mengonfirmasi keterbacaan dan kebenaran kode, memeriksa keberadaan brosur jika diperlukan, memverifikasi integritas penutupan, dan mengamati tren penolakan. Tujuannya adalah untuk melihat perubahan kecil—karton tidak berbentuk persegi, selebaran mulai salah memberi makan, tab penutup tidak terbentuk dengan rapi—sebelum perubahan tersebut berhenti sepenuhnya.
Jika Anda menyimpan satu catatan sederhana, simpan catatan berhenti singkat dengan alasan alarm teratas, perbaikan diterapkan, dan waktu untuk memulai kembali. Selama beberapa minggu, itu menjadi alat peningkatan tercepat Anda.
Dasar-dasar Farmasi dan Kepatuhan
Dalam kemasan yang diatur, pengemasan adalah bagian dari pencegahan campur aduk dan pengendalian pengemasan. 21 CFR 211.130 memerlukan prosedur tertulis dan inspeksi untuk memastikan bahan kemasan dan pelabelan yang digunakan benar, menekankan izin jalur dan dokumentasi.
Pada tingkat praktis, itu biasanya berarti pemeriksaan jarak bebas saluran yang berulang sebelum lari, pengendalian penggunaan bahan pengemas di stasiun, dan catatan yang menunjukkan apa yang diperiksa dan kapan.
Desain peralatan juga penting. Panduan peralatan CGMP FDA menyoroti bahwa peralatan harus sesuai dengan tujuan penggunaannya dan mendukung rutinitas pembersihan dan pemeliharaan, yang sangat relevan ketika Anda menangani debu kertas dan lem panas meleleh. (KITA. Administrasi Makanan dan Obat -obatan)
Integrasi Jalur: Blister atau Botol ke Kartoner
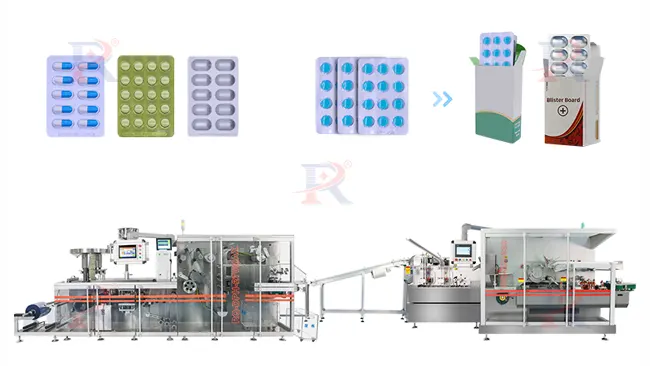
A mesin karton jarang merupakan pembelian mandiri. Kebanyakan jalur memberi makan karton dari lepuh atau pembotolan, kemudian kirim karton yang sudah jadi ke pengepakan kotak.
Untuk proyek melepuh ke karton, Integrasi sering kali berkaitan dengan pengaturan waktu yang tepat dan penanganan yang hati-hati sehingga kartu tidak bengkok atau lecet. Di sinilah juga a mesin pengemas blister pilihan dapat menyederhanakan handoff jika orientasi pelepasan konsisten.
Penghitungan lini pembotolan bisa lebih bervariasi karena pemberhentian di hulu terjadi pada saat pembatasan, pelabelan, atau akumulasi. Tabel akumulasi atau buffer yang singkat sering kali meningkatkan waktu kerja kartoning, dan berpasangan dengan kandang mesin penghitung tablet membantu menjaga handoff dapat diprediksi.
Hilir, karton dapat dimasukkan ke dalam kemasan kotak, penimbangan, atau pembuatan palet. Jika hilirnya otomatis, orientasi dan jarak karton harus sesuai dengan mesin berikutnya. Kalau downstreamnya manual, pelepasan harus stabil dan ergonomis untuk menghindari kerusakan dan pengerjaan ulang.
Bagi banyak tim, lebih mudah untuk memulai dari aliran garis penuh dan kemudian memilih jenis kartoner yang sesuai. Di situlah jalur terpadu perencanaan dapat mencegah pengerjaan ulang di kemudian hari.
Cara Memilih Mesin Karton
Pemilihan menjadi lebih mudah setelah Anda mengunci format dan memahami pengorbanan jenisnya.
Mulailah dengan mengonfirmasi rentang ukuran produk, kisaran ukuran karton, gaya penutupan, dan masukkan persyaratan. Kemudian cocokkan orientasi dan gaya pemuatan dengan posisi stabil produk selama pemindahan.
Berikutnya, memilih gaya gerak berdasarkan realitas pergantian. Jika format sering berubah, memprioritaskan pengaturan yang dapat diulang dan penyesuaian yang jelas. Jika larinya panjang dan kecepatan adalah prioritasnya, fokus pada pemasukan stabil dan konsistensi karton yang mendukung pita kecepatan lebih tinggi.

Akhirnya, mengevaluasi bagaimana pemasok menjelaskan pengaturan. Pemasok yang kuat dapat menjelaskan bagaimana ereksi disetel, bagaimana penyisipan disinkronkan, bagaimana insert pick distabilkan, dan bagaimana logika penolakan diatur. Penjelasan tersebut sering kali memprediksi keberhasilan commissioning dengan lebih baik daripada lembar spesifikasi.
Saat Anda siap membandingkan konfigurasi, gunakan halaman rangkaian produk seperti mesin karton untuk memilih berdasarkan ukuran karton, gaya pemuatan, dan pita kecepatan.
Kesimpulan
A mesin karton menambahkan struktur dan kontrol ke lini pengemasan, tapi kinerjanya hanya sebaik handoff dan material di sekitarnya. Penyiapan yang paling andal menyesuaikan jenis mesin dengan orientasi produk, gaya karton, masukkan kebutuhan, dan stabilitas hulu.
Pilih lari stabil terlebih dahulu, lalu dorong kecepatan. Saat karton tegak lurus, waktu pemasukan dikontrol, memasukkan umpan dengan bersih, dan logika verifikasi jelas, pembuatan karton menjadi langkah penyelesaian yang dapat diandalkan dan bukannya hambatan sehari-hari.
Pertanyaan Umum
1) Untuk apa mesin kartoning digunakan?
Mesin karton terutama digunakan untuk memuat lecet, botol, tongkat dan produk lainnya ke dalam kotak kertas. Ini membuka karton, memuat produk (dan sisipan jika diperlukan), menutup karton, dan menolak paket yang gagal dalam pemeriksaan dasar.
2) Gerakan terputus-putus vs terus menerus: apa yang paling berubah?
Gerakan terputus-putus seringkali lebih mudah dilakukan jika format sering berubah. Gerakan terus-menerus dapat mencapai rentang kecepatan yang lebih tinggi tetapi memerlukan pengaturan waktu yang lebih stabil dan konsistensi karton yang lebih ketat.
3) Mengapa kartoner macet, dan apa perbaikan pertama?
Variasi karton dan penyimpangan pengaturan adalah penyebab umum. Cara cepat untuk mengisolasi variabel adalah dengan menguji karton dari batch atau pemasok berbeda sambil menjaga pengaturannya tidak berubah.
4) Apakah saya perlu memasukkan brosur, dan apa yang membuatnya dapat diandalkan?
Jika selebaran diperlukan untuk pasar Anda, konfirmasi verifikasi pilihan, deteksi lembar ganda, dan penyesuaian variasi kertas.
5) Pemeriksaan IPC apa yang paling penting untuk pembuatan karton?
Kebenaran/keterbacaan kode, kehadiran selebaran (jika diperlukan), integritas penutupan, dan tren penolakan adalah pemeriksaan yang paling praktis untuk dijalankan secara konsisten.
8) Bagaimana mesin karton terintegrasi dengan jalur melepuh atau pembotolan?
Integrasi tergantung pada waktu, buffering, dan orientasi. Buffer yang pendek sering kali meningkatkan waktu kerja dengan melindungi pembuat karton dari penghentian mikro di hulu.
Referensi
- FDA: Tanya Jawab tentang Persyaratan Praktik Manufaktur yang Baik Saat Ini | Peralatan.
- 21 CFR § 211.130 Operasi pengemasan dan pelabelan





















