 Перейти к содержанию
Перейти к содержанию Картонирующая машина превращает упакованный продукт в готовую розничную единицу.. Он открывает плоскую коробку., загружает продукт (и вставки при необходимости), закрывает коробку, и удаляет любой пакет, который не проходит базовые проверки.
Обычно успех решает не одна цена за тысячу показов.(Коробок в минуту) число. Вопрос в том, открываются ли коробки каждый цикл, продукт поступает на загрузку вовремя, вставки подаются чисто, и замыкания формируются последовательно. Когда эти основы стабильны, скорость делает разговор намного проще.
Что делает картонажная машина на упаковочной линии
На упаковочной линии, картонажная машина стоит после первичная упаковка и превращает защищенный юнит в готовый продаваемый пакет. Это добавляет структуру, улучшает управляемость, и создает единообразную поверхность для кодирования, маркировка, и функции защиты от несанкционированного вскрытия до того, как коробки перейдут в упаковочную коробку..
Картонировщик также является контрольной точкой.. Это помогает подтвердить наличие правильных компонентов., сохраняет единообразие внешнего вида коробки, и удаляет неполные пакеты, чтобы они не перемещались вниз по течению.
Когда упаковка становится узким местом, причина обычно в одном из этих несоответствий: время разряда вверх по течению нестабильно, Разница в качестве коробки слишком велика для выбранной крышки и диапазона скорости., или система вставок недостаточно жестко контролируется. Вот почему выбор типа и дизайн передачи линии имеют значение, прежде чем сравнивать цену за тысячу показов. (Коробок в минуту).
Типы картонажных машин, которые имеют значение
«Картонер» описывает семейство машин.. Несколько структурных вариантов — ориентация, движение, стиль загрузки, и закрытие — решите, какие продукты подходят лучше всего и насколько терпима система к изменениям..
Горизонтальный против вертикального
Горизонтальные картонажные машины (Горизонтальная картонажная машина) часто подходят предметы, которые легче всего вставить сбоку. Вертикальные картонажные машины (Вертикальная картонажная машина) часто подходят для продуктов, которые можно размещать или опускать сверху.
Прерывистое и непрерывное движение
Перечень картонационных машин периодического действия от станции к станции. Они идеально подходят, когда вы используете множество SKU и полагаетесь на повторяемые переключения.. Картонирующие машины непрерывного действия обеспечивают движение коробок и могут достигать более высоких скоростей., но они обычно требуют более стабильного времени подачи и более однородной упаковки, чтобы оставаться стабильными..
Торцевая и боковая нагрузка
Конструкции с торцевой загрузкой вставляются через торец коробки., обычно использую толкатель. Конструкции с боковой загрузкой вставляются через боковое отверстие.. Лучший выбор зависит от дизайна коробки., геометрия продукта, и как вы хотите, чтобы вставки входили.
Стили закрытия
Закрытие подкладки является обычным и щадящим решением.. Язычки с замком увеличивают удерживающую силу, но чувствительны к качеству складок.. Клей-расплав улучшает целостность уплотнения, но обеспечивает контроль клея и очистку..
Вот краткая карта, позволяющая сопоставить типовые решения с типичными приложениями..
| Тип решения | Общие варианты | Часто лучше всего подходит | Осторожность |
| Ориентация коробки | Горизонтальный / Вертикальный | Волдыри & мешочки / Бутылки & банки | Стабильность продукта во время транспортировки |
| Движение | прерывистый / Непрерывный | Частая смена формата / Более высокие скоростные диапазоны | Время подачи, картонная консистенция |
| Загрузка стиля | Конечная нагрузка / Боковая нагрузка | Вставные элементы / Дополнительная презентация | Ограничения дизайна картонной коробки, вставить координацию |
| Закрытие | Так / Замок / Клей | Стандартные коробки / Потребности в более высокой честности | Пыль, вариант складки, контроль клея |
Как работает картонажная машина
Большинство производителей картонных коробок используют один и тот же поток на станции. Планировки различаются, но логика соответствует: подготовить коробку, синхронизировать продукт, добавить вставки, закрывать, проверять, и отклонять дефекты перед последующей упаковкой.
Сбор и монтаж картонной коробки
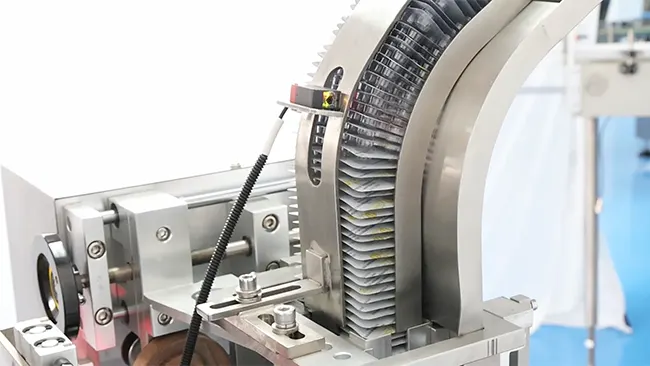
Плоские коробки вытаскиваются из магазина., открывается присасыванием или механическими пальцами, и переносится в цепочку или карман, который удерживает картонную коробку прямоугольной.. Качество эрекции — это основа, если коробки не квадратные, каждая последующая складка и закрытие становятся менее надежными.
Подача продукта и время
Продукт поступает с предшествующего оборудования и должен быть представлен точно в тот момент, когда коробка готова.. Вставка может быть толкателем, боковой выступ, или головка с вертикальной загрузкой в зависимости от конструкции. Смещение времени при передаче обслуживания является распространенной причиной остановки линий..
Обработка листовок и вкладышей
Если вашему рюкзаку нужна листовка, станция вставки должна отделить одну деталь, подтвердить получение, затем вставьте его аккуратно. Бумажная пыль, завиток, и статика — распространенные проблемы, особенно когда меняются поставщики листовок или партии.
Закрытие и кодирование
Картонные коробки закрываются застежкой, замок, или клей, затем кодируется или маркируется, если линия использует картонажную машину в качестве станции идентификации. Надежность закрытия зависит от качества коробки и от того, насколько последовательно установлены направляющие после замены..
Обнаружение и отклонение
Датчики подтверждают важные вещи, например открытие коробки., подарок товара, листовка подарок, и замыкание образовалось. Неисправности отклоняются, поэтому они не продолжают упаковываться в ящики..
Подача, Вставки, и качество коробки
Если ваша цель — меньше остановок, этот раздел ценнее любой диаграммы скорости. Картонирование бумажное (инструкция по эксплуатации) обработка и обработка продукта одновременно, поэтому вариации проявляются быстро.
Конструкция подачи
Выберите подачу, соответствующую стабильности продукта и разгрузке оборудования, расположенного выше по потоку.. Жесткая блистерная карта может хорошо работать с системой push-in.. Свет, нестабильные предметы могут нуждаться в более мягком обращении или лучшем руководстве.. Если машины, расположенные выше по потоку, имеют микростопы, рассмотрите возможность буферизации, чтобы картонажному устройству не приходилось останавливаться каждый раз, когда устройство подачи останавливается.
Вставка и складывание листовок
Относитесь к листовкам как к формату, не флажок. В фармацевтической и нутрицевтической упаковке, вставка листовки является частью требования к упаковке, а отсутствие или двойная брошюра может стать проблемой соблюдения требований, поэтому нестабильность здесь быстро превращается в брак и простои.. Вот почему фальцевальная машина для листовок часто используется в сочетании с картонажной машиной, чтобы обеспечить однородность сгибов и повысить надежность подбора.; для высокоскоростных линий или сложных листовок, некоторые сайты используют папку более высокого уровня (такие как ГУК). Подтвердите, как система проверяет комплектацию, как он обнаруживает двойники, и как он обрабатывает изменения толщины.
Консистенция картонной упаковки и источники поставок
Разнообразие картонных коробок является распространенной основной причиной замятия и плохого закрытия.. Качество сгиба, жесткость доски, и пыль влияют на возведение и складывание. Если вы видите хронические проблемы, тестирование картонных коробок от второго поставщика или другой партии — один из самых быстрых способов отличить проблемы с настройкой от проблем с материалом.
Драйверы производительности: Скорость против стабильности
Цена за тысячу показов полезна для сравнительного анализа., но это не объясняет, как линия ведет себя при смене. Три фактора обычно решают стабильность.
Тайминг и буферизация
Картонировщик может работать так же стабильно, как и его передачи. Когда поступление товара происходит неравномерно, вы либо буферизуете продукт, либо допускаете частые остановки. Небольшой буфер может сократить количество циклов остановки и запуска и повысить чистую производительность, даже если пиковая цена за тысячу показов не изменится..
Повторяемость переключения
Смена — это не только замена частей формата. Это геометрия открывания коробки., направляющие складывания створок, вставить настройки выбора, положения датчиков, и отклонить время. Машины, которые позволяют легко повторять эти настройки, обычно работают более стабильно в разные смены..
Логика обнаружения
Четкая логика обнаружения и отклонения уменьшает путаницу и необходимость повторной обработки в дальнейшем. Спросите, какие проверки являются стандартными, что является необязательным, и как регистрируются сигналы тревоги и отказы.
Внутрипроцессный контроль Проверки IPC
Внутрипроизводственный контроль (МПК) означает регулярные проверки во время пробега, делал каждый раз одинаково, рано поймать дрейф. В картонной упаковке, IPC – это не столько измерение, сколько подтверждение того, что система по-прежнему собирает правильный пакет..
Практический набор IPC обычно включает в себя: подтверждение читаемости и корректности кода, проверка наличия листовки при необходимости, проверка целостности закрытия, и наблюдаю за тенденциями отклонения. Цель состоит в том, чтобы обнаружить небольшие изменения: коробки не открываются прямоугольно., листовки начинают застревать, закрывающие язычки формируются неправильно — прежде чем эти изменения превратятся в точку.
Если вы сохраните одну простую запись, вести короткий стоп-журнал с указанием верхней причины тревоги, исправление применено, и время перезагрузки. В течение нескольких недель, он станет вашим самым быстрым инструментом улучшения.
Фармацевтическая отрасль и основы соблюдения требований
В регламентированной упаковке, картонирование является частью предотвращения путаницы и контроля упаковки. 21 CFR 211.130 требует письменных процедур и проверок для обеспечения использования правильных упаковочных и маркировочных материалов., особое внимание уделяется очистке линии и документации.
На практическом уровне, обычно это означает повторяемую проверку зазора стропы перед запуском, контролируемое использование упаковочных материалов на станции, и записи, показывающие, что и когда было проверено.
Дизайн оборудования тоже имеет значение. В руководстве FDA по оборудованию CGMP подчеркивается, что оборудование должно быть пригодным для использования по назначению и поддерживать процедуры очистки и технического обслуживания., что особенно актуально при работе с бумажной пылью и термоклеем. (НАС. Управление по контролю за продуктами и лекарствами)
Линейная интеграция: Блистер или бутылка для картонажа
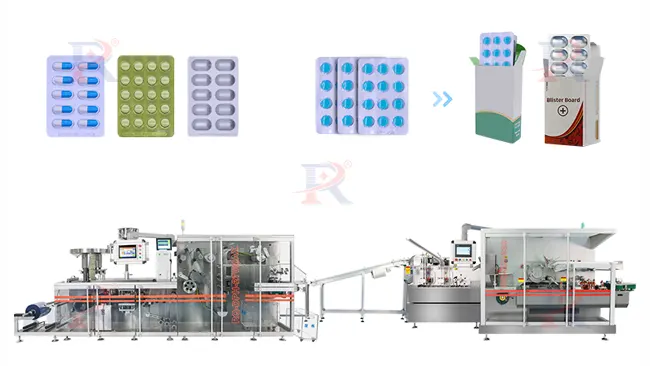
А картонажная машина редко является отдельной покупкой. Большинство линий подают картонные коробки из блистерной упаковки или розлива., затем отправьте готовые коробки в упаковку..
Для проектов по блистерной упаковке, интеграция часто требует четкого расчета времени и бережного обращения, чтобы карты не сгибались и не царапались.. Здесь также блистерная упаковочная машина выбор может упростить передачу обслуживания, если ориентация разряда одинакова..
Подсчет линий розлива может быть более вариативным, поскольку остановки на входе в добычу происходят при укупорке., маркировка, или накопление. Короткий накопительный стол или буфер часто сокращают время безотказной работы картонной упаковки., и соединение со стабильным машина для подсчета таблеток помогает сделать передачу предсказуемой.
Ниже по течению, картонные коробки могут пойти в упаковку ящика, контрольное взвешивание, или паллетирование. Если нисходящий поток автоматизирован, Ориентация и расстояние между коробками должны соответствовать следующей машине.. Если нисходящий поток выполняется вручную, разгрузка должна быть стабильной и эргономичной, чтобы избежать повреждений и переделок..
Для многих команд, проще начать с полной линии, а затем выбрать подходящий для нее тип картонажной машины. Вот где интегрированные линии планирование может предотвратить повторную работу позже.
Как выбрать картонационную машину
Выбор станет проще, как только вы заблокируете свой формат и поймете компромиссы между типами..
Начните с подтверждения диапазона размеров продукта., диапазон размеров коробки, стиль закрытия, и вставьте требования. Затем сопоставьте ориентацию и стиль загрузки со стабильным положением продукта во время транспортировки..
Следующий, выбирайте стиль движения, основываясь на изменяющейся реальности. Если форматы часто меняются, отдавайте приоритет повторяемым настройкам и четким корректировкам. Если пробежки длинные и скорость является приоритетом, Сосредоточьтесь на стабильной подаче и однородности картонных коробок, которые поддерживают более высокий диапазон скоростей..

Окончательно, оценить, как поставщик объясняет настройку. Сильный поставщик может описать, как настраивается эрекция., как синхронизируется вставка, как стабилизируется выбор пластины, и как настроена логика отклонения. Это объяснение часто предсказывает успех ввода в эксплуатацию лучше, чем технические характеристики..
Когда вы будете готовы сравнить конфигурации, используйте страницу ассортимента продукции, например картонажная машина составить список по размеру коробки, стиль загрузки, и диапазон скоростей.
Заключение
А картонажная машина добавляет структуру и контроль на упаковочную линию, но он работает только так же хорошо, как и материалы вокруг него.. Самые надежные настройки соответствуют типу машины и ориентации продукта., картонный стиль, вставьте потребности, и стабильность вверх по течению.
Сначала выберите устойчивый ход, затем нажми скорость. Когда коробки возводят квадрат, время подачи контролируется, вставки подаются чисто, и логика проверки понятна, картонирование становится надежным завершающим этапом, а не ежедневным узким местом.
Часто задаваемые вопросы
1) Для чего используется картонажная машина?
Картонирующая машина в основном используется для загрузки блистеров., бутылки, палочки и другие продукты в бумажные коробки. Он открывает коробки, загружает продукты (и вставляем при необходимости), закрывает коробки, и отклоняет пакеты, не прошедшие базовые проверки.
2) Прерывистое и непрерывное движение: что меняется больше всего?
Прерывистое движение зачастую проще, если форматы часто меняются.. Непрерывное движение может достигать более высоких скоростей, но требует более стабильного времени и более плотной упаковки..
3) Почему картонщики застревают, и какое первое исправление?
Распространенными причинами являются вариации картонных коробок и смещение настроек.. Быстрый способ изолировать переменную — протестировать коробки от другой партии или поставщика, сохранив при этом настройки неизменными..
4) Нужна ли мне вставка листовки, и что делает его надежным?
Если листовки необходимы для вашего рынка, подтвердить выбор, обнаружение двойного листа, и возможность регулировки для изменения бумаги.
5) Какие проверки IPC наиболее важны для упаковки в картонные коробки?
Корректность/читабельность кода, наличие листовки (если требуется), целостность закрытия, и отклонения тенденций — наиболее практичные проверки для последовательного выполнения..
8) Как картонажная машина интегрируется с линиями блистерной упаковки или розлива??
Интеграция зависит от времени, буферизация, и ориентация. Короткий буфер часто увеличивает время безотказной работы, защищая картонажную машину от микроостановок на входе..
Ссылки
- FDA: Вопросы и ответы по текущим требованиям надлежащей производственной практики | Оборудование.
- 21 CFR § 211.130 Операции по упаковке и маркировке





















