Une encartonneuse transforme un produit emballé en une unité de vente au détail finie. Il ouvre un carton plat, charge le produit (et inserts si nécessaire), ferme le carton, et supprime tout pack qui échoue aux vérifications de base.
Ce qui décide généralement du succès n’est pas un seul CPM(Cartons par minute) nombre. Il s’agit de savoir si les cartons s’ouvrent en carré à chaque cycle, product arrives at the infeed on time, inserts feed cleanly, and closures form consistently. When those basics are stable, speed becomes a much easier conversation.
What a Cartoning Machine Does on a Packaging Line
On a packaging line, a cartoning machine sits after primary packaging and turns a protected unit into a finished sellable pack. It adds structure, improves handling, and creates a consistent surface for coding, étiquetage, and tamper-evidence features before cartons move to case packing.
The cartoner is also a control point. It helps confirm the right components are present, keeps carton presentation consistent, and removes incomplete packs so they don’t travel downstream.
When cartoning becomes the bottleneck, the cause is usually one of these mismatches: upstream discharge timing is unstable, carton quality variation is too high for the chosen closure and speed band, or the insert system is not controlled tightly enough. That’s why type selection and line handoff design matter before comparing CPM (Cartons par minute).
Cartoning Machine Types That Matter
“Cartoner” describes a family of machines. A few structural choices—orientation, mouvement, loading style, and closure—decide what products fit best and how tolerant the system is to variation.
Horizontal vs vertical
Horizontal cartoners (Horizontal cartoning machine) often suit items that are easiest to push in from the side. Vertical cartoners (Vertical cartoning machine) often suit products that can be placed or dropped in from above.
Intermittent vs continuous motion
Intermittent cartoning machines index from station to station. They’re a common fit when you run many SKUs and rely on repeatable changeovers. Continuous cartoning machines keep cartons moving and can reach higher speed bands, but they usually demand steadier infeed timing and more consistent cartons to stay stable.
End-load vs side-load
End-load designs insert through the carton end, commonly using a pusher. Side-load designs insert through a side opening. The best choice depends on carton design, product geometry, and how you want inserts to enter.
Closure styles
Tuck closure is common and forgiving. Lock-style tabs add holding force but are sensitive to crease quality. Hot-melt glue improves seal integrity but introduces glue control and cleaning.
Here’s a quick map to match type decisions with typical applications.
| Type decision | Common options | Often best for | Watch-outs |
| Carton orientation | Horizontal / Vertical | Blisters & pochettes / Bouteilles & pots | Product stability during transfer |
| Motion | Intermittent / Continu | Frequent format changes / Higher speed bands | Infeed timing, carton consistency |
| Loading style | End-load / Side-load | Push-in items / Side presentation | Carton design limits, insert coordination |
| Closure | Tuck / Lock / Glue | Standard cartons / Higher integrity needs | Dust, crease variation, glue control |
How a Cartoning Machine Works
Most cartoners share the same station flow. Layouts differ, but the logic is consistent: prepare the carton, synchronize product, add inserts, close, verify, and reject faults before downstream packing.
Carton pick and erection
Flat cartons are pulled from a magazine, opened by suction or mechanical fingers, and transferred into a flight chain or pocket that keeps the carton square. Erection quality is the foundation—if cartons aren’t square, every downstream fold and closure becomes less reliable.
Product infeed and timing
The product arrives from upstream equipment and must be presented at the exact moment the carton is ready. Insertion may be a pusher, a side lug, or a top-load placement head depending on the design. Timing drift at the handoff is a common reason lines stop.
Leaflet and insert handling
If your pack needs a leaflet, the insert station must separate one piece, confirm pick-up, then insert it cleanly. Paper dust, curl, and static are common issues, especially when leaflet suppliers or batches change.
Closing and coding
Cartons are closed by tuck, lock, or glue, then coded or labeled if the line uses the cartoner as the identification station. Closure reliability depends on carton quality and how consistently guides are set after changeover.
Detection and rejection
Sensors confirm essentials such as carton opened, product present, leaflet present, and closure formed. Faults are rejected so they don’t continue to case packing.
Infeed, Inserts, and Carton Quality
If your goal is fewer stops, this section is worth more than any speed chart. Cartoning is paper (instruction manual) handling and product handling at the same time, so variation shows up fast.
Infeed design
Choose an infeed that matches product stability and how upstream equipment discharges. A stiff blister card may run well with a push-in system. Light, unstable items may need gentler handling or better guiding. If upstream machines have micro-stops, consider buffering so the cartoner isn’t forced to stop every time a feeder pauses.
Leaflet insertion and folding
Treat leaflets like a format, not a checkbox. In pharma and nutraceutical packaging, leaflet insertion is part of the pack requirement, and a missing or double leaflet can become a compliance issue—so instability here quickly turns into scrap and downtime. That’s why a leaflet folding machine is often paired with the cartoner to keep folds consistent and improve pick reliability; for higher-speed lines or complex leaflets, some sites use a higher-end folder (such as GUK). Confirm how the system verifies picking, how it detects doubles, and how it handles thickness changes.
Carton consistency and sourcing
Carton variation is a common root cause of jams and poor closure. Crease quality, board stiffness, and dust affect erection and folding. If you see chronic issues, testing cartons from a second supplier or a different batch is one of the fastest ways to separate setup problems from material problems.
Performance Drivers: Speed vs Stability
CPM is helpful for benchmarking, but it doesn’t explain how a line behaves across a shift. Three drivers usually decide stability.
Timing and buffering
A cartoner can only run as steadily as its handoffs. When product arrival is uneven, you either buffer product or accept frequent stops. A small buffer can reduce stop-start cycles and improve net output even if peak CPM doesn’t change.
Changeover repeatability
Changeover is not only swapping format parts. It’s carton opening geometry, flap folding guides, insert pick settings, sensor positions, and reject timing. Machines that make these settings easy to repeat tend to run more consistently across shifts.
Detection logic
Clear detection and rejection logic reduces downstream confusion and rework. Ask what checks are standard, what is optional, and how alarms and rejects are recorded.
In-Process Control IPC Checks
In-process control (IPC) means regular checks during the run, done the same way each time, to catch drift early. In cartoning, IPC is less about measuring and more about confirming that the system is still assembling the right pack.
A practical IPC set usually includes: confirming code readability and correctness, checking leaflet presence if required, verifying closure integrity, and watching reject trends. The goal is to spot small changes—cartons not opening square, leaflets starting to misfeed, closure tabs not forming cleanly—before those changes turn into a full stop.
If you keep one simple record, keep a short stop log with the top alarm reason, the fix applied, and the time to restart. Over a few weeks, it becomes your fastest improvement tool.
Pharma and Compliance Basics
In regulated packaging, cartoning is part of mix-up prevention and packaging control. 21 CFR 211.130 requires written procedures and inspections to assure correct packaging and labeling materials are used, emphasizing line clearance and documentation.
At a practical level, that usually means a repeatable line clearance check before the run, controlled use of packaging materials at the station, and records showing what was checked and when.
Equipment design matters too. FDA’s CGMP equipment guidance highlights that equipment should be appropriate for its intended use and support cleaning and maintenance routines, which is especially relevant when you handle paper dust and hot-melt glue. (Administration américaine des denrées alimentaires et des médicaments)
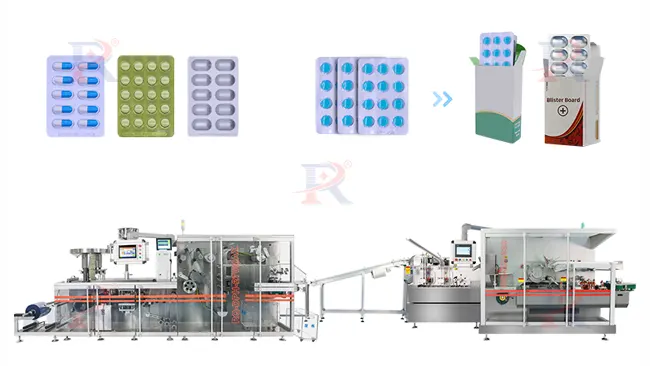
Line Integration: Blister or Bottle to Cartoner
ET machine à cartonner is rarely a standalone purchase. Most lines feed cartons from blistering or bottling, then send finished cartons to case packing.
For blister-to-cartoner projects, integration is often about clean timing and gentle handling so cards don’t bend or scuff. This is also where a machine d'emballage sous blister choice can simplify the handoff if discharge orientation is consistent.
Counting bottling lines can be more variable because upstream stops happen at capping, étiquetage, or accumulation. A short accumulation table or buffer often improves cartoning uptime, and pairing with a stable machine à compter les comprimés helps keep the handoff predictable.
Downstream, cartons may go to case packing, checkweighing, or palletizing. If downstream is automated, carton orientation and spacing must match the next machine. If downstream is manual, discharge should be stable and ergonomic to avoid damage and rework.
For many teams, it’s easier to start from the full line flow and then choose the cartoner type that fits it. That’s where integrated lines planning can prevent rework later.
How to Choose a Cartoning Machine
Selection becomes easier once you lock your format and understand the type tradeoffs.
Start by confirming product size range, carton size range, closure style, and insert requirements. Then match orientation and loading style to the product’s stable position during transfer.
Suivant, choose motion style based on changeover reality. If formats change often, prioritize repeatable setup and clear adjustments. If runs are long and speed is the priority, focus on steady infeed and carton consistency that supports the higher speed band.

Enfin, evaluate how the supplier explains setup. A strong supplier can describe how erection is tuned, how insertion is synchronized, how insert pick is stabilized, and how rejection logic is set. That explanation often predicts commissioning success better than a spec sheet.
When you’re ready to compare configurations, use a product-range page like machine à cartonner to shortlist by carton size, loading style, and speed band.
Conclusion
ET machine à cartonner adds structure and control to a packaging line, but it only performs as well as the handoffs and materials around it. The most reliable setups match the machine type to product orientation, carton style, insert needs, and upstream stability.
Choose steady running first, then push speed. When cartons erect square, infeed timing is controlled, inserts feed cleanly, and verification logic is clear, cartoning becomes a dependable finishing step instead of a daily bottleneck.
FAQ
1) What is a cartoning machine used for?
The cartoning machine is mainly used to load blisters, bouteilles, sticks and other products into paper boxes. It opens cartons, loads products (and inserts if needed), closes cartons, and rejects packs that fail basic checks.
2) Intermittent vs continuous motion: what changes most?
Intermittent motion is often easier when formats change often. Continuous motion can reach higher speed bands but demands steadier timing and tighter carton consistency.
3) Why do cartoners jam, and what’s the first fix?
Carton variation and setup drift are common causes. A fast way to isolate the variable is to test cartons from a different batch or supplier while keeping settings unchanged.
4) Do I need leaflet insertion, and what makes it reliable?
If leaflets are required for your market, confirm pick verification, double-sheet detection, and adjustability for paper variation.
5) What IPC checks matter most for cartoning?
Code correctness/readability, leaflet presence (if required), closure integrity, and reject trends are the most practical checks to run consistently.
8) How does a cartoning machine integrate with blister or bottling lines?
Integration depends on timing, buffering, and orientation. A short buffer often improves uptime by protecting the cartoner from upstream micro-stops.
Références
- FDA: Questions and Answers on Current Good Manufacturing Practice Requirements | Équipement.
- 21 CFR § 211.130 Packaging and labeling operations