Tablet compression machine is essential equipment for producing solid tablets by compacting powdered or granular materials. Powder or granules enter the double impeller forced feeder, where upper and lower punches apply immense mechanical pressure to compress powder or granules into uniform tablet weight tablets.
The compacted tablet is then ejected vertically by the lower punch, guided to collection via scrapers. HGZP-15/20D rotary tablet presses achieve high-speed production through simultaneous multi-station compression cycles. This automated cycle ensures strict control over tablet weight uniformity, 硬度, and thickness, critical for pharmaceutical efficacy, nutraceutical dosage accuracy, and industrial product consistency.
How is the automatic rotary tablet presses working?
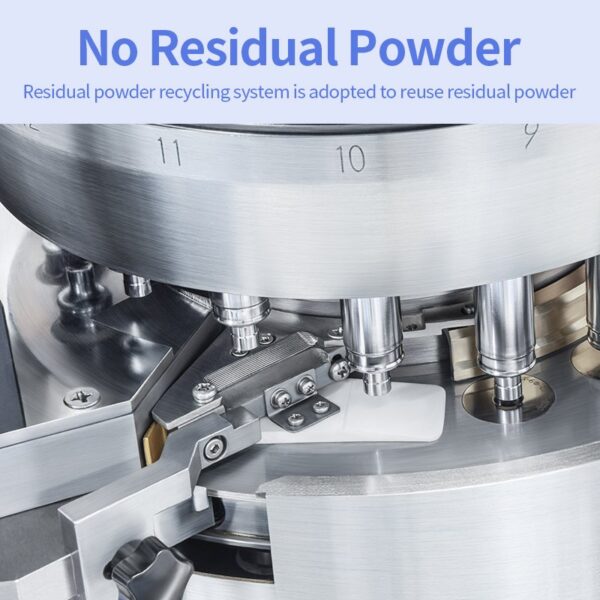
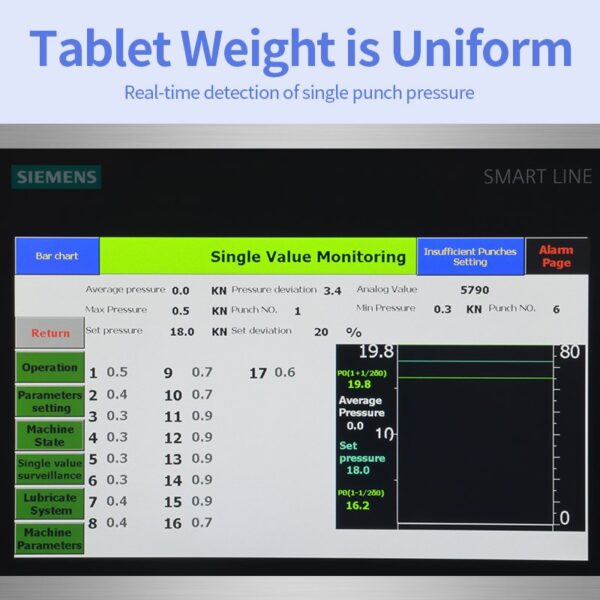
It can continuously and stably compress tablets of uniform weight, mainly by monitoring the pressure of each punch, the tablets that do not meet the requirements are rejected to improve tablets qualification rate.
主な特徴
モデル
HGZP-15D
HGZP-17D
HGZP-20D
Max Production Output
65,000 個/時間
75,000 個/時間
95,000 個/時間
マックス. Tablet Diameter
25 んん
16 んん
13 んん
Max Depth of Filling
20 んん
16 んん
16 んん
Max Tablet Thickness
10 んん
8 んん
8 んん
Main Pressure/Pre-pressure
100 kN, 12 kN
80 kN, 12 kN
80 kN, 12 kN
HGZP-15/20D Advantages
The turntable is made of high-strength 2Cr13 stainless steel, it has higher hygiene standards and strong hardness and impact resistance.
Servo motor to control filling cam tracks. This system automatically compensates filling volume according to set parameters, achieving an average tablet weight accuracy of ≤±2%.
Real-time online inspection and rejection system automatically identifies and rejects non-compliant tablets by weight, and supports both continuous rejection and precise single-tablet rejection.
Tablet stability control, compression forces of upper and lower punches are adjustable, with PLC auto-response ensuring stable tablet formation, low noise, and consistent tablet weight.
医薬品製造において, tablet weight uniformity isn’t just a metric—it’s a non-negotiable pillar of cGMP compliance, product safety, and operational efficiency. Conventional tablet press pill press machine often struggle with inconsistent dosing, leading to costly waste, regulatory risks, and batch failures. ルイダパッキングにて, we’ve engineered a next-generation tablet making machine that eliminates variability through four revolutionary technologies, ensuring error ≤±2% weight uniformity and near-zero rejection rates.
Technological Innovation
1. Auto-Adjusting Weight Control System
Traditional pharmaceutical tablet press machine rely on manual handwheel adjustments—a slow, error-prone process vulnerable to operator fatigue and drift. Our solution:
AI-Driven Servo Motors replace mechanical handwheels, continuously fine-tuning fill depth in real-time.
Closed-Loop Feedback compares each tablet’s weight against target values, making micro-corrections every 0.5 秒.
Result: Sustained ≤±2% average weight deviation, even with hygroscopic or cohesive powders.
HGZP-15/20D
2. Real-Time In-Line Rejection System
Waiting for QC lab results means thousands of non-compliant tablets enter bulk streams. HGZP-15/20D prevents this proactively:
Precision Ejection Technology removes outliers with surgical accuracy—whether continuous or single-tablet rejection.
Impact: Zero out-of-spec tablets reach packaging, slashing cGMP deviation reports by 99%.
HGZP-15/20D
3. Dual Forced Feeding System
Powder segregation during feeding causes fatal weight fluctuations. We combat this with:
Twin Asymmetric Stirrers: A primary metering stirrer precisely doses powder, while a secondary homogenizing stirrer prevents particle stratification.
Anti-Cavitation Design: Patented agitators maintain uniform bulk density at ≥300,000 tablets/hour speeds.
Outcome: Eliminated weight drift due to material settling or air entrapment.
 コンテンツにスキップ
コンテンツにスキップ