Lorsque vous parcourez les allées d’une pharmacie ou que vous ouvrez une bouteille de médicamentsLa variété des couleurs des comprimés et des gélules saute immédiatement aux yeux. Des rouges et bleus éclatants aux blancs et pastels subtils, le spectre chromatique est aussi varié qu'intrigant. Mais pourquoi tant de couleurs, et à quoi servent-elles ? Cet article explore les raisons de l'utilisation des couleurs dans les produits pharmaceutiques et les processus de création de ces teintes, mettant en lumière un aspect fascinant de la santé. développement de médicaments et la psychologie du consommateur.

1. Pourquoi les comprimés et les capsules sont-ils de couleurs différentes ?
Les couleurs de comprimés et capsules Ils ne sont pas uniquement destinés à l’esthétique ; ils remplissent plusieurs fonctions importantes qui répondent à la fois à des besoins pratiques et à des effets psychologiques.
1) Identification et différenciation
L'une des principales raisons de l'utilisation de couleurs différentes dans les produits pharmaceutiques est de permettre de distinguer les médicaments les uns des autres. Avec des milliers de médicaments sur le marché, aux dosages, formulations et usages variés, des couleurs uniques aident les professionnels de santé, les pharmaciens et les patients à identifier rapidement le bon médicament. Ceci est particulièrement crucial pour prévenir les erreurs médicamenteuses, notamment dans les environnements où plusieurs médicaments sont administrés, comme les hôpitaux ou les maisons de retraite.

2) Reconnaissance de la marque et marketing
Pour les médicaments en vente libre, la couleur joue un rôle important dans l'identité de marque. Les entreprises utilisent souvent des couleurs spécifiques pour créer une identité visuelle unique et rendre leurs produits facilement reconnaissables par les consommateurs. Par exemple, certaines marques d'analgésiques ou de médicaments contre le rhume sont associées à des couleurs spécifiques, permettant aux clients d'identifier leur produit préféré d'un seul coup d'œil.

3) Conformité des patients
Les couleurs peuvent influencer la volonté d'un patient de prendre ses médicaments comme prescrit. Des études ont montré que les patients sont plus enclins à respecter leur schéma thérapeutique lorsque les comprimés sont visuellement attrayants ou associés à une efficacité. Par exemple, les couleurs vives et audacieuses sont souvent perçues comme plus puissantes, tandis que les tons plus doux peuvent évoquer un sentiment de sécurité ou de douceur.

4) Impact psychologique
Les couleurs sont connues pour leurs effets psychologiques, et cela s'applique également aux produits pharmaceutiques. Par exemple :
- Les comprimés rouges ou oranges sont souvent utilisés pour les stimulants ou les médicaments destinés à dynamiser.
- Les comprimés bleus ou verts sont associés à des effets calmants ou sédatifs.
- Les comprimés blancs suggèrent souvent la simplicité et la pureté.

Ces signaux subtils aident à aligner la perception de l’effet du médicament avec son objectif prévu, améliorant ainsi l’expérience du patient.
2. Comment les couleurs sont-elles créées ?
La création des couleurs des comprimés et des capsules est un mélange de science, de réglementation et d'art. Le processus varie selon que le médicament est sous forme de comprimé, de capsule ou d'enrobage, mais les étapes suivantes décrivent la procédure générale.
1) Sélection de colorants approuvés
Les fabricants de produits pharmaceutiques doivent respecter des directives réglementaires strictes lors du choix de leurs colorants. Seuls les colorants et pigments de qualité alimentaire approuvés par les organismes de réglementation, tels que la FDA aux États-Unis ou l'EMA en Europe, peuvent être utilisés. Parmi ces colorants, on trouve :
- Colorants synthétiques, tels que les colorants FD&C (par exemple, FD&C rouge n° 40).
- Colorants naturels, comme les caroténoïdes ou la chlorophylle.
- Pigments à base minérale, comme le dioxyde de titane pour le blanc ou les oxydes de fer pour le rouge et le jaune.

2) Mélange du colorant avec les excipients
Une fois le colorant choisi, il est mélangé à d'autres excipients, c'est-à-dire les ingrédients inactifs qui composent le comprimé ou la capsule. Ces excipients assurent une répartition uniforme de la couleur et contribuent à la texture, à la stabilité et à la dissolution du comprimé.
3) Enrobage coloré pour comprimés
Pour les comprimés enrobés, la couleur est appliquée sur la couche externe. Cet enrobage peut être réalisé par pulvérisation ou pelliculage. Une solution à base de polymère contenant le colorant est pulvérisée sur le comprimé pendant son passage dans une machine spécialisée, garantissant ainsi une finition lisse et uniforme.

4) Coloration de la coque de la capsule
Les capsules, qu'elles soient à enveloppe dure ou molle, sont généralement fabriquées à partir de gélatine ou de matières végétales comme l'hydroxypropylméthylcellulose (HPMC). La couleur est ajoutée lors de la fabrication de l'enveloppe, soit en mélangeant des colorants liquides à la solution de gélatine, soit en ajoutant des pigments en poudre. Les capsules peuvent également être bicolores en colorant différemment le capuchon et le corps, ce qui facilite l'identification du médicament.

5) Contrôle de la qualité et tests
Chaque lot de comprimés ou de gélules colorés est soumis à un contrôle qualité rigoureux pour garantir leur homogénéité. Des paramètres tels que la teinte, l'uniformité et la stabilité sont testés pour confirmer la conformité du produit aux spécifications. Cela garantit aux patients des médicaments visuellement uniformes, essentiels à l'intégrité de la marque et à la confiance des patients.

3. Équilibrer fonctionnalité et sécurité
Bien que les colorants remplissent de multiples fonctions dans les produits pharmaceutiques, leur utilisation doit concilier avantages esthétiques et pratiques avec les normes les plus strictes de sécurité et de fonctionnalité. Les fabricants doivent prendre en compte plusieurs facteurs pour garantir que l'utilisation de colorants améliore le produit sans compromettre la santé, la stabilité ou l'inclusivité.
1) Considérations hypoallergéniques
Certains patients peuvent présenter des sensibilités ou des réactions allergiques à certains colorants, notamment synthétiques. Pour y remédier, les laboratoires pharmaceutiques proposent de plus en plus d'alternatives sans colorants ou à base de colorants naturels. Par exemple, les médicaments pour enfants sont souvent reformulés sans colorants artificiels, en raison des inquiétudes concernant les liens potentiels entre les colorants synthétiques et l'hyperactivité ou d'autres effets indésirables. De même, les médicaments destinés aux personnes souffrant d'allergies connues sont désormais explicitement étiquetés « sans colorant », ce qui facilite l'accès et garantit des choix plus sûrs pour les patients sensibles.

2) sensibilité à la lumière
Les colorants jouent un rôle essentiel dans la stabilité de certains médicaments. Les médicaments sensibles à la lumière, comme ceux contenant des principes actifs sujets à la photodégradation, bénéficient d'un enrobage plus foncé ou opaque. Cet enrobage agit comme une barrière, empêchant l'exposition à une lumière nocive susceptible de dégrader l'efficacité du médicament au fil du temps. Par exemple, les médicaments conservés dans des emballages transparents ou semi-transparents peuvent nécessiter un enrobage coloré robuste pour préserver leur intégrité pendant le stockage et le transport, garantissant ainsi au patient la dose et la forme prévues.
3) Facteurs culturels et éthiques
Dans le marché pharmaceutique mondialisé d'aujourd'hui, les considérations culturelles, alimentaires et éthiques sont primordiales lors du choix des colorants. Les capsules de gélatine, traditionnellement fabriquées à partir de sous-produits animaux, peuvent ne pas convenir à certains groupes religieux ou végétariens. Pour répondre aux besoins de ces consommateurs, les fabricants utilisent de plus en plus de matières premières végétales comme l'hydroxypropylméthylcellulose (HPMC), associées à des pigments non animaux. De plus, les préférences culturelles influencent le choix des couleurs, certaines teintes ayant des connotations positives dans certaines régions. Par exemple, le rouge peut symboliser la vitalité dans une culture, mais être associé à la prudence dans une autre. En adaptant leurs formulations, les entreprises peuvent s'adapter aux sensibilités culturelles, renforçant ainsi la confiance et l'acceptation parmi divers groupes de patients.
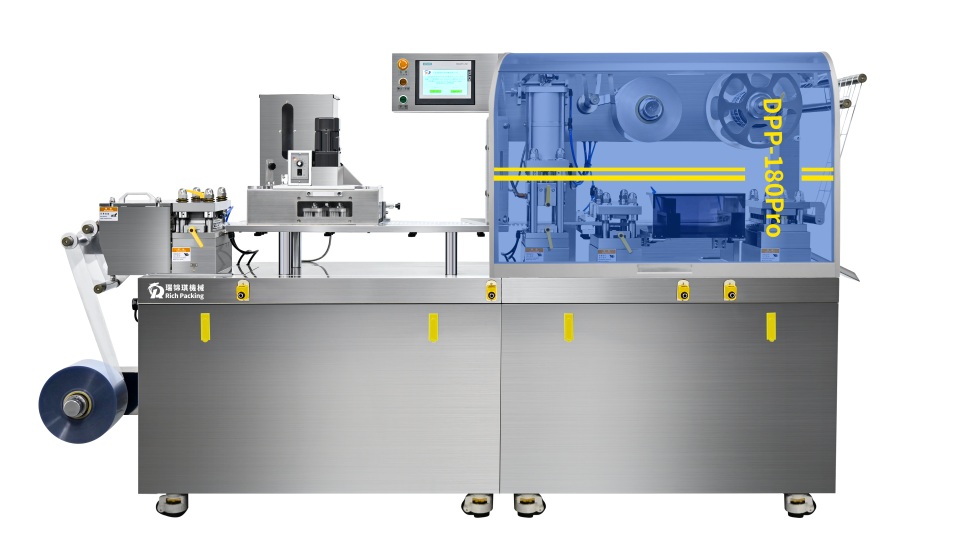
4 . Présentation de notre machine avancée de pelliculage de comprimés
Le Machine d'enrobage de comprimés Outil essentiel de la production pharmaceutique moderne, il permet d'appliquer une couche d'enrobage uniforme et contrôlée à la surface des comprimés. Cet équipement de pointe garantit des finitions de haute qualité, améliorant ainsi la fonctionnalité et l'apparence des comprimés. Il constitue un partenaire indispensable pour presse à comprimés et des machines d'emballage, garantissant une production sans faille et des résultats supérieurs.
Caractéristiques principales
- Spécifications robustes :Prend en charge jusqu'à 64 kg par lot, adapté à la production à petite et grande échelle, avec une armoire à air chaud assurant un flux d'air constant pour un séchage précis.
- Système de pulvérisation efficace :Les pistolets pulvérisateurs avancés permettent une application de revêtement précise et uniforme, avec des réglages réglables pour différentes conceptions et tailles de lots.
- Mécanisme de mélange et de culbutage :Les plateaux rotatifs assurent un retournement uniforme des comprimés pour une couverture uniforme, minimisant le gaspillage de matériaux et garantissant des finitions de haute qualité.
- Système de séchage haute performance :Les systèmes d'air chaud intégrés évaporent efficacement les solvants, synchronisés avec la pulvérisation pour une solidification en douceur, tandis qu'un système d'échappement élimine efficacement l'humidité.
- Construction de revêtement personnalisable :Des cycles de pulvérisation et de séchage progressifs permettent d'obtenir l'épaisseur, la texture et l'apparence de revêtement souhaitées pour diverses applications protectrices, fonctionnelles ou esthétiques.
Veuillez cliquer sur la vidéo ci-dessous pour en savoir plus sur cette machine.
5. Conclusion
Les couleurs dans les produits pharmaceutiques sont bien plus qu'un choix esthétique : elles constituent un aspect essentiel du développement des médicaments, de l'image de marque et de l'expérience patient. Qu'il s'agisse de faciliter l'identification et la différenciation, d'influencer l'observance thérapeutique et la perception psychologique, la science derrière les couleurs des comprimés et des gélules met en évidence l'interaction entre fonctionnalité et engagement du consommateur. Dans ce contexte, la machine de pelliculage des comprimés est essentielle pour fabriquer des comprimés adaptés aux besoins du marché. Emballage RuidaNous nous engageons à fournir à nos clients des machines fiables et un service client efficace. Si vous développez de nouveaux produits nécessitant une telle technique d'enrobage, notre machine d'enrobage de comprimés est le choix idéal. Si vous êtes intéressé, n'hésitez pas à nous contacter. Contactez-nous.