Mit 15 Jahrelange Branchenerfahrung im Bereich pharmazeutischer Verpackungsmaschinen, Ruidapacking ist sich der entscheidenden Bedeutung der Abfüllgenauigkeit für Pharmahersteller bewusst. Es wirkt sich direkt auf die Produktqualität aus, Einhaltung gesetzlicher Vorschriften, Rohstoffkosten, und Produktionseffizienz. Gewichtsschwankungen aufgrund ungenauer Abfüllung können zu erheblichen Verlusten führen, aus Chargenabfällen (nacharbeiten, verschrottete Materialien) zu Außerhalb der Spezifikation (OOS) Untersuchungen, Chargenablehnungen, und erinnert sich sogar.
Unten, Ruidapacking bietet eine detaillierte Analyse der Schlüsselfaktoren, die die Genauigkeit der Kapselfüllung beeinflussen:
1. Messprinzip: Die Grundlage der Genauigkeit
Grund: Verschiedene Prinzipien (Kolben, Kanüle, Dosierscheibe) variieren in der Materialanpassungsfähigkeit, theoretische Genauigkeitsgrenzen, und Stabilität. Durch falsche Auswahl oder inhärente Einschränkungen kann es zu systematischen Abweichungen kommen.
Kolben-/Ram-Systeme (Am genauesten & Weit verbreitet): Die Genauigkeit hängt davon ab:
Bearbeitungsgenauigkeit der Dosierbohrung/Dosierbohrung.
Abstand zwischen Stößel und Loch.
Kontrollierbarkeit und Wiederholbarkeit des Stößelhubs.
Empfindlich gegenüber Pulverkompressibilität.
2. Präzisionsbearbeitung & Starre Konstruktion
Grund: Die Starrheit, Bearbeitungsgenauigkeit, und Montagegenauigkeit des Rahmens, Drehscheibe, Antriebssystem, und Lager wirken sich direkt auf die Laufruhe und Vibrationen aus. Lockerheit, Verformung, oder Verschleiß verstärkt Fehler.
Toleranzen im Mikrometerbereich: Unverzichtbar für Dosierscheiben, Schläge, stirbt, und Drehtischlager.
Hochleistungsmaterialien: Verwendung von hoher Härte, verschleißfest, ermüdungsbeständige Materialien (z.B., Hochwertiger legierter Stahl, Hartmetall) sorgt bei entsprechender Wärmebehandlung für Langlebigkeit.
Präzisionsmontage: Strenge Prozesse, einschließlich Laser-Ausrichtungswerkzeugen, garantieren die Koaxialität des Arbeitsplatzes, Parallelität, und Rechtwinkligkeit.
3. Erweiterte BewegungssteuerungSystem
Grund: Herkömmliche Pneumatiksysteme haben Schwierigkeiten mit der präzisen Positionsbestimmung, Geschwindigkeit, und Beschleunigungskontrolle, vor allem bei hohen Geschwindigkeiten. Dies wirkt sich auf die Konsistenz der Schlagkompression aus, Indexierungsgenauigkeit des Plattenspielers, Füllgleichmäßigkeit, und sensiblem Materialhandling.
Vorteile der integrierten Kamera (Pneumatik austauschen):
Stufenlose Geschwindigkeitsregelung.
Präzise Positionskontrolle (Stößelhubtiefe).
Flexible Druckregelung (zur Pulververdichtung).
Mehrachssynchronisation reduziert mechanische Stöße.
4. Materialeigenschaften
Grund: Materialphysikalische Eigenschaften (Fließfähigkeit, Schüttdichte/Stampfdichte, Partikelgrößenverteilung, Form, Kompressibilität, Haftung, Hygroskopizität, statische Aufladung) sind die dynamischsten Variablen, die die Genauigkeit beeinflussen. Die Maschine muss sich an das Material anpassen.
Schlechte Fließfähigkeit (Hoher Ruhewinkel): Verursacht Brückenbildung und ungleichmäßige Füllung.
Ausgezeichnete Fließfähigkeit: Kann zur Segregation führen.
Dichte & Variationen der Kompressibilität: Beeinflussen Sie die Gewichtskonsistenz bei der volumetrischen Füllung; erfordern eine präzise Kontrolle der Kompressionskraft.
Haftung & Statische Elektrizität: Verursacht Materialansammlungen in Dosierlöchern/Kanülen, Dies führt zu Unterfüllung und Entladungsproblemen.
5. Umweltkontrolle
Grund: Schwankungen der Umgebungstemperatur und der Luftfeuchtigkeit wirken sich auf die Materialeigenschaften aus (z.B., Feuchtigkeitsaufnahme beeinträchtigt die Fließfähigkeit, Verklumpung) und Ausrüstung (Metallexpansion/-kontraktion, elektronische Stabilität).
Temperatur & Luftfeuchtigkeit: Entscheidend für sensible APIs/Hilfsstoffe.
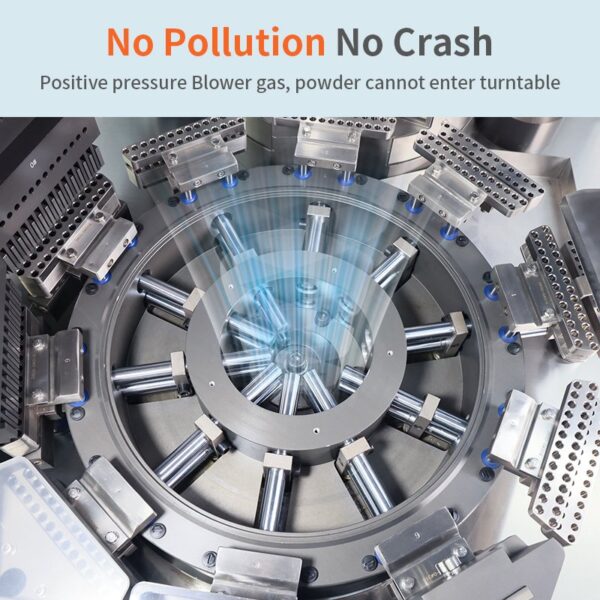
Staub: Beeinträchtigt Präzisionskomponenten (Führungsschienen, Lager) und Wägezellen.
Vibration: Externe Quellen können den Maschinenbetrieb und das Online-Wiegen stören.
6. Ausrüstung & Prozessvalidierung
Grund: Bei der Validierung handelt es sich um ein cGMP-Mandat und den systematischen Nachweis, dass die Ausrüstung unter tatsächlichen Bedingungen konsistent Produkte produziert, die den Spezifikationen entsprechen. Es identifiziert und behebt potenzielle Genauigkeitsprobleme.
IQ (Installationsqualifikation): Überprüft die korrekte Installation gemäß den Spezifikationen.
OQ (Betriebsqualifikation): Bestätigt alle Funktionen (Dosierung, Bewegungssteuerung, Wiege-Feedback, usw.) unter Leerlauf/simulierter Last ordnungsgemäß funktionieren.
PQ (Leistungsqualifizierung): Zeigt die konsistente Produktion konformer Produkte (Einhaltung der Gewichtsgenauigkeitsziele, RSD <3-5%) unter Verwendung tatsächlicher Materialien und Parameter.
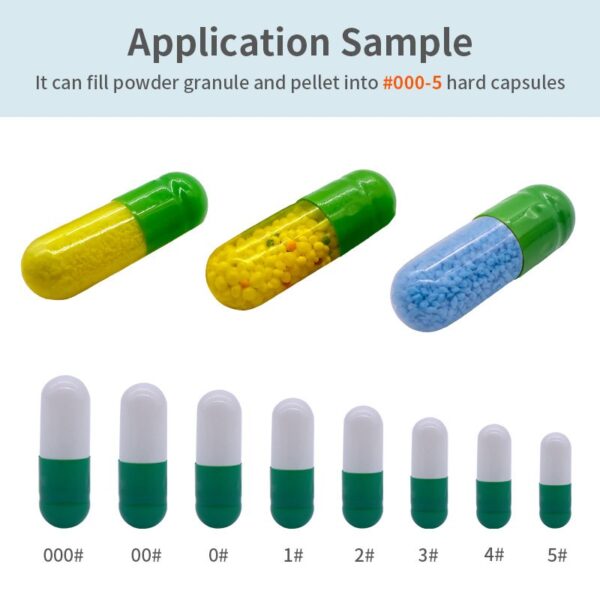
Prozessvalidierung: Stellt eine Robustheit her, wiederholbares Prozessfenster für ein bestimmtes Produkt (Material + Formel + Kapselgröße + Parameter).
Abschluss
Die Genauigkeit der Kapselfüllung wird nicht durch einen einzigen Faktor bestimmt. Es ist eine systematische Integration von:
Präzisionsmaschinen: Optimales Dosierprinzip (hauptsächlich Kolben), Herstellung im Mikrometerbereich.
Leistungskontrolle: Eingebaute Nockenantriebe, Druck-Position-Geschwindigkeits-Regelkreise.
Materialwissenschaft: Adaptive Hopper, Antihaftmittel, Prozessdatenbanken.
Umweltmanagement: Kontrollierte Betriebsbedingungen.
Strenge Validierung: Umfassende cGMP-konforme Protokolle und Datenintegrität.
Mit 15 Jahre im Umgang mit Pharmaherstellern’ Schmerzpunkte, Die hochpräzisen Kapselfüllmaschinen von Ruidapacking liefern es:
Reduziertes Risiko von Ausfällen aufgrund von Gewichtsschwankungen.
Geringerer Materialabfall und geringere Betriebskosten.
Erhöhte Produktionseffizienz.
Reibungslosere cGMP-Konformität.
Wählen Sie Ruidapacking, um Ihre Investition in Zuverlässigkeit umzuwandeln, hochwertig, und sichere Arzneimittel.
 Zum Inhalt springen
Zum Inhalt springen