Dành cho các công ty dược phẩm và dinh dưỡng muốn tiếp cận thị trường sinh lời của Hoa Kỳ. chợ, đạt được sự tuân thủ của FDA không chỉ là một mục tiêu—đó là một tiêu chuẩn xuất sắc bắt buộc. Nhưng điều thực sự tạo nên một viên thuốc hay viên nang “tuân thủ FDA”? Nó vượt xa việc kiểm tra sản phẩm cuối cùng đơn giản. Tuân thủ là một cam kết từ đầu đến cuối, đan xen vào từng bước của quy trình sản xuất và đóng gói, từ nguyên liệu đến chai kín.
Tìm nguồn cung ứng và xử lý nguyên liệu thô
Tất cả bắt đầu với các thành phần. Tuân thủ FDA yêu cầu tuân thủ nghiêm ngặt các Thực hành Sản xuất Tốt Hiện hành (cGMP), bắt đầu với trình độ chuyên môn nghiêm ngặt của nhà cung cấp. Tất cả nguyên liệu thô—dù là hoạt chất dược phẩm (API) hoặc tá dược—phải có nguồn gốc từ các nhà cung cấp được phê duyệt, kèm theo tài liệu đầy đủ (Giấy chứng nhận phân tích) xác minh danh tính của họ, sự tinh khiết, sức mạnh, và thành phần. Mỗi lô hàng đều phải được cách ly, đã thử nghiệm, và được xác minh theo các thông số kỹ thuật nghiêm ngặt trước khi đưa vào sản xuất. Không có chỗ cho sự không chắc chắn ở giai đoạn nền tảng này.
Giai đoạn sản xuất
Việc chuyển đổi những nguyên liệu thô này thành dạng bào chế thành phẩm là nơi mà kỹ thuật chính xác đáp ứng được quy trình nghiêm ngặt.
Máy tính bảng (nén): Trong quá trình nén máy tính bảng, bột được trộn và đưa vào máy ép viên. Máy sử dụng áp suất cực lớn để nén bột thành những viên đồng nhất trong khuôn được gia công chính xác. Tuân thủ ở đây có nghĩa là mọi máy tính bảng phải có trọng lượng chính xác, độ cứng, độ dày, và tính chất hòa tan. Máy ép hiện đại được trang bị hệ thống điều khiển tự động để liên tục theo dõi các thông số này và loại bỏ mọi viên thuốc không đạt thông số kỹ thuật trong thời gian thực., đảm bảo tính nhất quán hàng loạt.
Các Máy đóng gói: Đối với viên nang, máy đóng gói đổ đầy chính xác hai mảnh gelatin hoặc vỏ chay với một lượng bột được xác định trước, viên, hoặc chất lỏng. Các cài đặt của máy phải được hiệu chỉnh để đảm bảo mỗi viên nang được đổ đầy đúng trọng lượng và hai nửa được đóng kín hoàn hảo. Bất kỳ sự cố nào dẫn đến việc đổ đầy không đầy đủ, quá đầy, hoặc viên nang bị biến dạng phải được phát hiện và khắc phục ngay.
Đảm bảo độ tinh khiết và an toàn
Sau khi hình thành, viên nén và viên nang trải qua các giai đoạn làm sạch và kiểm tra quan trọng.
Khử bụi và đánh bóng: Máy tính bảng mới ép thường tiếp xúc với bụi và hạt dư thừa từ quá trình nén. Chúng phải đi qua hệ thống khử bụi hoặc sàng lọc để loại bỏ hạt mịn này., đảm bảo sạch sẽ, vẻ ngoài chuyên nghiệp và ngăn ngừa lây nhiễm chéo. Tương tự, viên nang thoát ra khỏi máy đóng gói với bột còn sót lại và cần được đánh bóng trong máy đánh bóng viên nang để đạt được độ bóng rực rỡ, hoàn thiện sẵn sàng cho thị trường.
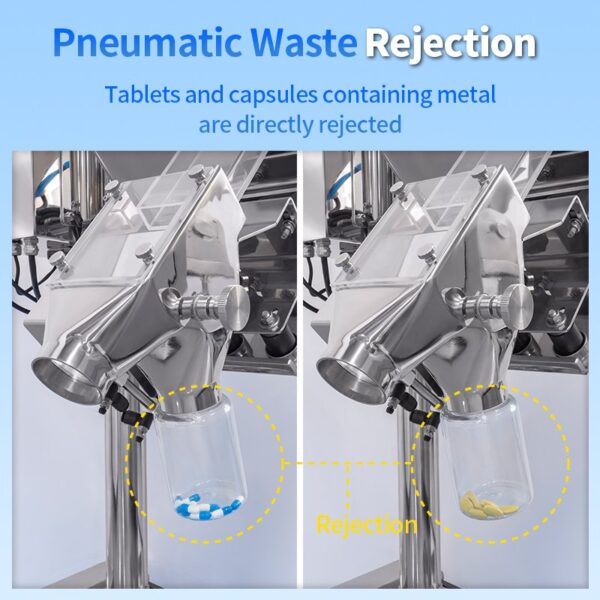
Máy dò kim loại không thể thương lượng: Đây là điểm kiểm soát quan trọng. Bất chấp môi trường được kiểm soát, các hạt kim loại nhỏ do hao mòn của thiết bị sản xuất (giống như máy tính bảng bấm đấm và chết) có khả năng gây ô nhiễm cho sản phẩm. Vì thế, mỗi viên thuốc và viên nang phải đi qua máy phát hiện kim loại cấp dược phẩm có độ nhạy cao. Máy dò này phải được hiệu chuẩn để loại bỏ bất kỳ sản phẩm nào có chứa sắt, kim loại màu, hoặc chất gây ô nhiễm thép không gỉ, đảm bảo 100% sản phẩm không chứa kim loại và bảo vệ người tiêu dùng khỏi bị tổn hại.
Bao bì cuối cùng: Tuyến phòng thủ cuối cùng
Bước cuối cùng là đóng gói, nhằm bảo vệ sự ổn định và toàn vẹn của sản phẩm. Việc đóng gói phải được thực hiện trong môi trường được kiểm soát để ngăn ngừa ô nhiễm. Thiết bị phải đếm và đổ đầy chai hoặc vỉ một cách chính xác. Điều quan trọng, Bản thân quy trình đóng gói phải được xác nhận để đảm bảo nó không đưa vào bất kỳ vật liệu lạ nào. Cuối cùng, nhãn phải chính xác và tuân thủ tất cả các quy định của FDA về thông tin, xây dựng thương hiệu, và cảnh báo an toàn.
Phần kết luận: Tuân thủ là một quá trình liên tục
Tóm lại, viên nén hoặc viên nang tuân thủ FDA là kết quả của một quá trình nghiên cứu toàn diện, quy trình được xác thực—không một hành động nào. Nó là sản phẩm của nguyên liệu thô được kiểm soát, sản xuất chính xác trên các thiết bị được hiệu chuẩn như máy ép viên và máy đóng gói, vệ sinh sau sản xuất tỉ mỉ, phát hiện chất gây ô nhiễm nghiêm ngặt thông qua máy kiểm tra kim loại, và an toàn, đóng gói chính xác. Chính sự cống hiến không ngừng nghỉ cho chất lượng ở mọi giai đoạn đã tạo nên niềm tin và sự an toàn theo yêu cầu của FDA và, quan trọng nhất, bởi người tiêu dùng cuối cùng.
 Bỏ qua nội dung
Bỏ qua nội dung