 コンテンツにスキップ
コンテンツにスキップ 中国から打錠機を調達後, 錠剤プレス機が法規制を満たしていないという失望に直面したことがありますか, 一貫性のない工具が原因で医薬品錠剤の品質が不適格になっていた, または、メンテナンスコストとダウンタイムを増大させる不安定なコンポーネントに悩まされている?
中国の錠剤プレス機の広大な市場を開拓することは、製薬機器の購入者にとって困難な取り組みになる可能性があります. 無数の錠剤プレス機のモデルと機械サプライヤーを揃えています, コストのかかる調達ミスのリスクがしばしば存在する.
この挑戦を確実な投資に変えるために, よく考えられたアプローチが必要です. 製薬機械を購入する際の落とし穴を回避するのに役立ちます, 打錠機を選択する前に、4 つの重要な考慮事項を概説した最終的なチェックリストを提供します。:
1. 規制遵守 cGMP規格
2. 医薬品錠剤の重量均一性の保証
3. タブレットコンプレッサーの生産能力 & 能力を制限する隠れた要因
4. 安全性と環境への配慮

1. タブレットプレス機は cGMP に準拠していますか?
タブレット印刷機が cGMP 規格に準拠していることを確認することが最も重要な考慮事項です。, 非準拠の機器設計の場合、医薬品錠剤の汚染のリスクが発生する, 規制措置, 高額な製品リコール, 患者の安全とブランドの誠実性に直接影響を与える. 錠剤プレスにおける cGMP 準拠は 3 つの柱に基づいて構築されています:
●高級ステンレス採用。
●スムーズな衛生的な機械設計。, 丸い角, 掃除のため簡単に分解できます
● アクセス制御, 追跡可能なタブレット製造記録のデータ整合性
1.1 製薬用丸薬プレス向けの戦略的なステンレス鋼の選択
無毒であるという cGMP 要件を満たすため, 無臭, 耐腐食性, プレス打錠機は高品質のステンレス鋼を採用する必要があります, 医薬品錠剤を汚染する塗料や電気メッキを排除する. 医薬品錠剤製造機のこの材料採用にはステンレス鋼を組み込む必要があります 304, ステンレス鋼 316, およびステンレス鋼 2Cr13.
| SS 304 | SS 316 | SS 2Cr13 | |
| 主な利点 | 中程度の耐食性, 費用対効果の高い | 強い腐食に強い, 高温安定性 | 高強度, 低コスト |
| 主な欠点 | 塩化物環境に対する耐性が低い | コストが高い | 耐食性が低い, 機械加工が難しい |
| 代表的な用途 | 機械フレーム, 台所用品 | 製薬または化学処理装置のツーリング | バルブ, 高強度機械部品 |
● ステンレス鋼 304
✜アンチ-腐食 & プラスチック: 幅広い化学薬品に対して優れた耐食性を発揮します, 複雑な構造に成形しやすい.
✜アプリケーション: 回転錠剤機の主要構造部品および非薬剤接触部品に使用されます。, 機械のケーシングを含む, フレーム, そしてカバー.
● ステンレス鋼 316
✜強化された耐腐食性: モリブデンを添加すると, SS316 は医薬品有効成分の腐食性物質に対する耐性を強化します.
✜アプリケーション: 原材料と接触するあらゆる部分に, 飼料ホッパーを含む, 粉体供給用強制フィーダー, タブレットマシンのパンチとダイス.
● ステンレス鋼 2Cr13
✜高強度: 表面硬度が高い, 耐久性があり、衝撃に強い, 熱, 粉末および顆粒製剤による摩耗.
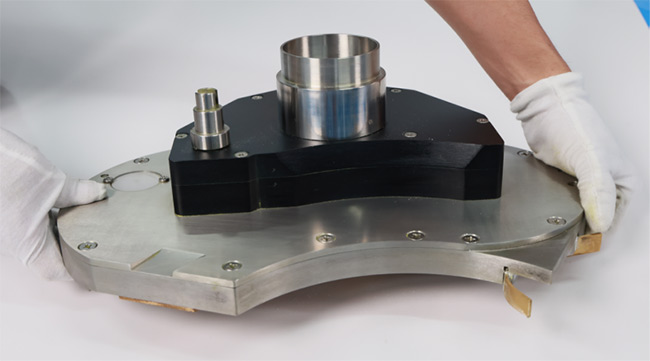
✜アプリケーション: タレットなどの高圧に耐える可能性のあるコンポーネントに適しています. HGZP 40D などの一部の先進的なタブレット コンプレッサーは、長寿命を確保するためにタレットの材質に SS2Cr13 を採用しています。.
一言で言えば, 一方、SS304 は錠剤製造機の骨格を形成します。, 医薬品錠剤の最高レベルの安全性を保証するには、すべての重要な薬剤接触面が SS316 で製造されている必要があります。. 加えて, すべての製品接触部分の表面粗さはRa≤0.4μmを達成する必要があります。, 粉末の付着と潜在的な微生物の増殖を防止します.
1.2 錠剤製造機の衛生設計
丸薬プレス機の衛生的な設計には大きなプラットフォームが必要です, 掃除が簡単な構造. このような設計を定義する重要な要素には、粉末回収機構が含まれます。, 粉末保持プレート, および内蔵集塵機, 粉体の分散を制御する目的.

●大規模なプラットフォーム設計: この衛生の基盤は、鋭利な角や隠れた隙間のない大型プラットフォームの設計です。. この構造により、あらゆる表面にアクセスして汚染物質を除去できるようになります。, それにより相互汚染を軽減します.
●P注文 R回復 デバイス: 粉末リサイクル装置を備えたインテリジェント打錠機. 主砲塔の旋回を利用して, 装置は残留粉末を回収チャネルに戻して再利用します, 粉残りの少ないタレット表面を確保.
●粉止めプレート: 強制フィーダーと上パンチがダイの穴に下降するポイントの間に配置します。, ダイス穴からの粉飛びを防止し、環境に優しい錠剤圧縮に貢献します。.
●内蔵 集塵機: タレットの上下に吸引ポートを配置, 統合された集塵機が浮遊粒子を積極的に吸引します, 医薬品錠剤の製造に必要な環境基準を維持する.
1.3 データの完全性とトレーサビリティ
現代の錠剤製造において, データの完全性とトレーサビリティは、EU GMP 付属書の規制遵守を満たすために交渉の余地のない機能です 11 とFDA 21 CFR Part 11. アクセス制御を通じて実現されます, 監査証跡, そして電子署名.
●アクセス制御: さまざまなユーザーの役割に応じてアクセス制限を保証. これにより、タブレットの圧縮力などの重要なパラメータへの不正な変更が防止されます。錠剤製造の安全性と一貫性を保護するために、資格のある担当者のみが錠剤設定を変更できます。.
●監査証跡: すべての電子記録を継続的に文書化する自動ログ. タブレット圧縮レシピへの変更, 較正, またはパラメータがキャプチャされる, 規制監査に不可欠, 責任追及, および機器のトラブルシューティング.
●電子署名: 錠剤生産記録のバッチが完了したとき, 責任ある監督者はそれに電子署名することができます, 彼らの身元を承認に結び付け、すべてのデータと監査証跡がコンプライアンスに関してレビューされていることを確認する.
厳密な錠剤製造において, HGZP-26D などの GMP 錠剤プレス機のインテリジェント データ システムにより、錠剤製造バッチに関連するすべてのアクションとパラメータ設定が正確に記録され、追跡可能になります。.

2. あなたの丸薬プレス機は錠剤の重量を均一に維持できますか?
医薬品の錠剤の重さが異なることを想像してください. 薬の効果と患者の安全にとってはなんと悪夢だろう. 均一な錠剤重量を維持することで正確な投与量が保証されます, 薬の治療効果, 規制遵守と. 医薬品の錠剤プレス機で, タブレットの重量の均一性は、精密に機械加工されたツールによって実現されます。, 効率的な強制給餌装置, リアルタイムタブレット重量監視システム.
2.1 ユニフォームの鍵 医薬品 タブレット: 機械的 ただイオン & 効率
効率的な強制フィーダーと組み合わせた精密ツールが錠剤の重量均一性の主な決定要因です.
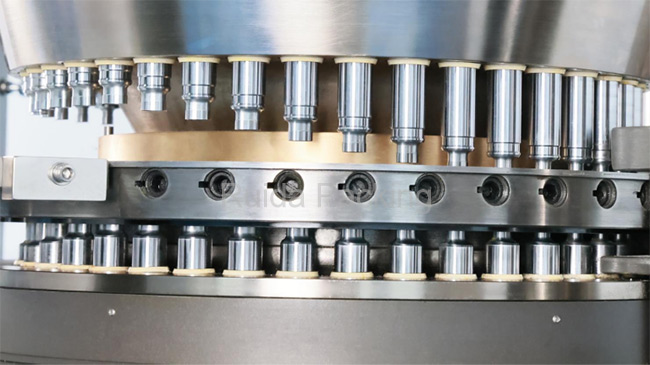
●正確さ Tにじみ出る: 安定した錠剤重量は、正確に機械加工されたパンチとダイから始まります。一貫した金型寸法と最適なクリアランスを備えた非常に厳しい公差に従ってパンチとダイが製造される場合, 各錠剤圧縮サイクルで均一なダイキャビティ容積を作成します。, 各ダイ穴内の上部と下部のパンチによって同量の粉末が圧縮されることになります。.
●高効率強制供給機: 均一な金型キャビティ容積だけでは不十分です. 安定した粉体供給のために, 効率的な強制給餌装置が不可欠であることが判明. 粉末を積極的にダイキャビティに押し込みます, 通常の重力フィーダーで発生する可能性のあるエアギャップや不均一な粉体密度を排除します。, 錠剤の重量の一貫性を保護する.

2.2 機械的精度を超えて: タブレットの重量管理におけるリアルタイム監視の役割
精密なツールにより安定したタブレット重量の基礎が確立されます。, この標準を高いタブレット圧縮速度で維持するには、リアルタイムの監視が必要です. 最新の錠剤プレス機には、リアルタイムの錠剤重量制御システムが組み込まれており、 3 主要コンポーネント: 圧縮力の異常を検知する圧力偏差モニター, 充填量を即座に調整するための粉末充填深さ制御, 規格外のタブレット拒否システム.
●リアルタイム圧力モニタリング: メイン圧縮ロールシャフトと下パンチに設置されたスルーセンサー, システムは、すべてのタブレットにかかる圧力をアクティブに監視します。. これにより、各パンチの圧縮力をリアルタイムで追跡できます。, 圧力偏差の即時検出が可能.
●自動化 充填深さ コントロール: パンチ圧力のフィードバックに基づいて, モニターが設定圧力値からの逸脱を検出した場合, これは錠剤の重量が変動する可能性があることを示しています, ダイキャビティ内の粉末の充填量が増えると、より高い圧力が必要になるためです。. 瞬時に, システムはサーボモーターにコマンドを送信し、下パンチの移動深さを微調整します。. この調整により、粉末の充填量が変わります, これにより、タブレットの重量をリアルタイムで修正します.
●Rリアルタイム 廃棄物R排出 Sシステム: この制度を通じて, 設定された圧力パラメータからの逸脱は、不適合な錠剤の製造として自動的に識別されます。. システムは、重量が不適格な完成錠剤を正確に拒否します。. このプロセスにより、重量不足または重量超過の医薬品錠剤の連続的または単一の拒否が可能になります。, バッチ全体を通して投与量の正確性を保護する.
自動錠剤重量制御システムは投与量の均一性を守る役割を果たします, 厳しい錠剤製造基準に準拠した錠剤プレス機に不可欠.
3. タブレット端末の出力を考慮する: 制約と解決策とは何ですか
医薬品打錠機の生産能力について, 出力の明らかな違い—から 8,000 に 350,000 1 時間あたりのタブレット数 - タブレット生産の規模と目標に直接相関します。, したがって、必要な錠剤製造能力を評価する必要があります。.

3.1 理論上の容量 VS 実際の容量
すべての錠剤プレス購入者に思い出していただきたいのは、サプライヤーの理論上の生産量を超えて目を向けることです。錠剤プレス機の最大生産量, 多くの場合、砲塔の速度に基づいて, いくつかの制約があるため、実際には達成されることはほとんどありません:
●原材料 C嫌がらせ: 流動性の悪い粉末は、高速で金型キャビティを迅速または均一に充填できない場合があります。, 医薬品錠剤の重量の一貫性を維持するために、錠剤の圧縮速度を強制的に低下させます。.
●Tタブレット Dデザイン: 大きい錠剤や厚い錠剤では、より長い圧縮滞留時間が必要となり、達成可能な製造速度が制限される可能性があります。, エッジのある不規則な形状の錠剤もいくつかあります, コーナー, 曲面の場合は、より多くの時間を費やすことになります.
●商品変更 & ダウンタイム: メーカーはさまざまな種類の医薬品の錠剤や丸薬を製造する必要がある. 商品変更のため, 工具の交換や装置の清掃により、システムのダウンタイムが増加します。 高速錠剤圧縮機.
自動化錠剤マシンの実際の生産能力を理解するための実用的な方法は、ターゲットマシンと原材料を使用して実際に試運転することです。.
3.2 戦術タブレットを最小化する コンプレッサー ダウンタイム
上記の生産能力の制約に直面している, 機械のダウンタイムを削減することは、錠剤製造機がもたらすと考えられる事前対策です。.
生産性を最大化するには、自動打錠機のダウンタイムを最小限に抑えることが重要です. タブレット圧縮マシンを選択する際, 次の戦略的設計特性を考慮する必要があります。.
●デジタルセットアップ & レシピ管理: ユーザーフレンドリーなヒューマン・マシン・インターフェース (HMI) オペレータは、さまざまな製品のすべての錠剤圧縮パラメータを保存し、ラベルを付けることができます. ワンタッチでレシピ活用が可能, エラーやダウンタイムの長期化を引き起こす手動調整を排除します。.
●モジュラーデザイン & クイックリリース金型: 各種錠剤の打錠に, モジュール設計が不可欠です. フィードホッパーなどのコンポーネント, パンチ, 死ぬ, 排出シュートは簡単に掃除できるよう迅速に分解できる必要があります。, 錠剤製造バッチ間の洗浄とセットアップ時間を短縮するため.
さらに, 長いリードタイムや単一のサプライヤーへの依存を避けるために、錠剤プレッサーが標準化された金型を使用していることを確認するため、工具の互換性に注意を払う必要があります。. メンテナンスの面では, パンチなどの摩耗部品を検査および交換するための計画されたプログラム, 死ぬ, 圧縮ロールは予期せぬ故障を防ぐことができます.
4. cGMP 不可欠: タブレット圧縮機は適合していますか 安全性と環境コンプライアンス?
錠剤プレス機の安全性と環境基準への準拠は、cGMP 準拠と持続可能な錠剤製造を維持するための基本的な側面です. cGMP 基準では、リスク管理に対する積極的なアプローチが義務付けられています, 包含するもの:
●安全装置と警報によりオペレーターの安全を保護
●妥協のないコンポーネントの品質
●責任ある業務遂行による環境保護
4.1 オペレーターの安全: 打錠機の必須の機械的保護
錠剤プレスの機械的安全機能には、錠剤圧縮操作中にオペレーターを怪我から保護するように設計された安全装置が組み込まれています。, 設備のメンテナンス, とクリーニング.
●安全扉: インターロックスイッチ付きの安全ドアによって一次保護が提供されます, マシンの稼働中はタブレット圧縮ゾーンへのアクセスを物理的に防止します。, ドアが開いたら動作を停止します.
●非常停止ボタン: 戦略的な場所に配置する, あらゆる危険な状況で機械を即時停止して、ユーザーの安全リスクを最小限に抑えることができます。.
●安全監視・警報システム: 回転丸薬プレスのステータスを継続的にスキャンします. システムは錠剤圧縮中の圧力過負荷などの異常を検出します。, 機械的障害によるモーターの過負荷, パンチガイドレールの異常振動. 早期警告と自動停止を提供することにより, このシステムは、人員や自動錠剤プレス機を危険にさらす致命的な故障を防ぎます。.

●精密金型加工 & 片手での金型交換: 丸薬プレス工具の加工はオペレーターの安全に影響しますか? それはYESであることが判明. 極めて高い精度と刃物台と金型の互換性により, 自動打錠機 のような HGZP-17D 工具不要の金型交換を社内で可能にします 30 分. オペレーターは金型やパンチを交換する際にハンマーや特別な工具を必要としません。, 複雑な工具を使用して骨の折れる金型交換を行う際に怪我をするリスクを最小限に抑えます。.
4.2 自動打錠機の環境配慮設計
この種の設計は、持続可能な医薬品錠剤製造の重要な側面です. この総合的なアプローチには次の要素が含まれます 3 主要分野: 騒音公害防止, エネルギー消費の節約, 潤滑油汚染の低減.
●騒音制御
高度なノイズ低減は、複数の設計ソリューションによって実現されます。.
✜あ音響エンクロージャ: タブレット圧縮ゾーンを囲む, 音波を発生源で効果的に封じ込める.
✜F柔軟な減衰要素: エレメントはパンチの周囲に取り付けられます, エネルギー吸収体として機能します; 弾性素材が錠剤圧縮機のフレームを介して伝わる振動を減衰します。, 振動が空気伝播騒音に変換されるのを防ぐ.
✜m磁気減衰要素: これらの要素は非接触ブレーキ効果を提供します. パンチの移動経路の端近くに固定磁石を設置し、対応する磁石をパンチ自体に設置することにより、, 生じる反発力により、パンチは徐々に減速します。. これ “ソフトストップ” 機械的衝突によって発生する衝撃音を防止します。.
●エネルギー消費の節約
サーボモーターの採用により, 先進医療の錠剤マシンは電力使用量を最小限に抑えます. 米国が提出した文書によると. エネルギー省, 産業機械に高度なサーボ技術を採用すると、エネルギーの節約につながります。 15-35% 従来の非同期モーターと比較して. これはサーボモーターのパワーオンデマンド機能によって実現されます。.
●潤滑剤の汚染防止
インテリジェントな潤滑システムの助けを借りて, 潤滑剤の過剰使用や流出のリスクが軽減されます。. これらのシステムは正確な結果を提供します, 圧縮ホイールなどの重要なトランスミッションコンポーネントに計量された量の潤滑剤を供給, ガイドレール, 必要な場合にのみギアシャフトを使用します. この的を絞ったアプローチにより、手動潤滑でよくある過剰なオイルやグリースの塗布を防ぎます。, これにより、潤滑剤の無駄や薬の錠剤への汚染の可能性が軽減されます。.
結びの言葉
打錠機を購入する前に, 初値以外にも目を向ける. cGMP準拠の徹底した評価, タブレットの重量管理, 業務効率化, 内蔵のインテリジェントなデザイン, 安全保護は極めて重要です. これらの重要な領域に優先順位を付けることで、医薬品錠剤の品質を保証する錠剤プレス機を導き出すことができます。, 稼働時間を最大化します, 長期的な価値を提供します.





















