

スライドを表示中 1 の 5




 コンテンツにスキップ
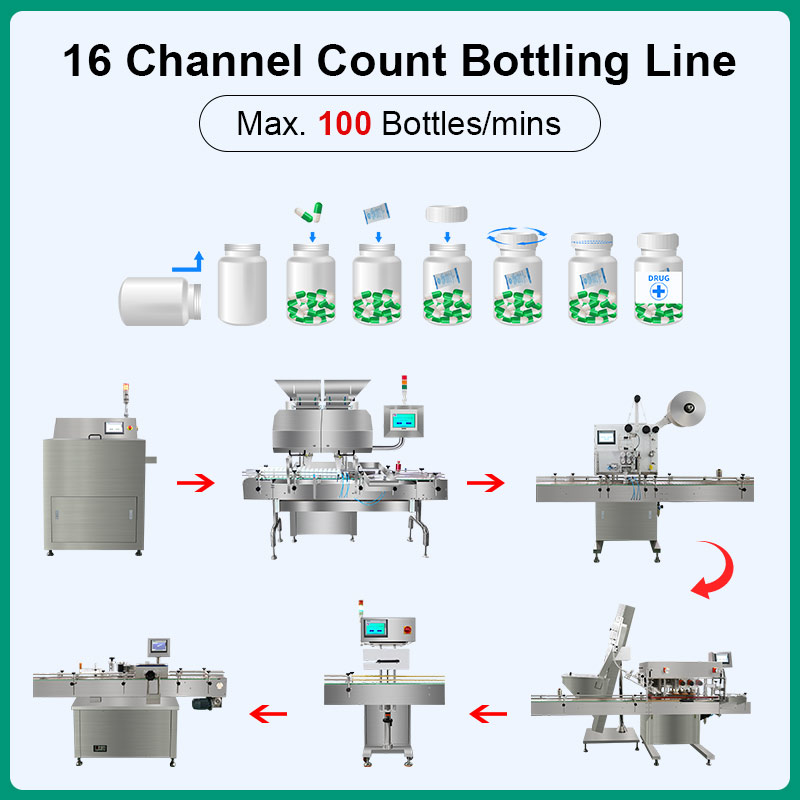
コンテンツにスキップ 製袋包装機とカートナーを統合したマルチレーンスティックカートン包装ライン. 初め, 複数のストリップが同時に生産されます, 粉末または顆粒のような製品が充填されています, そして封印された. これらのストリップは個別に切断され、同期コンベア システムを介して搬送されます。.
サーボ駆動制御により正確なタイミングと間隔を確保. システムはすべてのレーンからストリップを収集します, 必要に応じて積み重ねる, バケットコンベアに移送します. 箱詰めステーションにて, ブランクは雑誌から組み立てられます. 積み込み機構が積み重ねられたストリップをカートンに押し込みます. ついに, カートンは閉じられ、密封されています, 完全自動化を完了する, 未加工のストリップから完成した箱までの高速包装プロセス.
まで 40 サシェ/レーン/分, 320 カートン/分
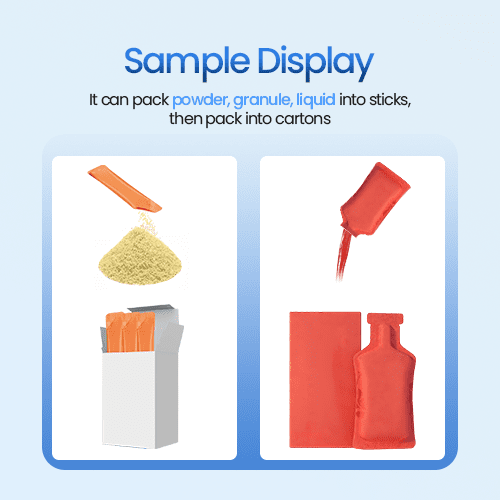
粉末を詰めることができる, 顆粒と液体をスティック状に, それからカートンに詰めます

| スティックカートナーマックス. フィルム幅 | 480んん |
| スティックカートナー生産能力 | 240 バッグ/分 |
| スティックカートナー制御スタイル | Siemens PLC制御システムを採用 |
| カートナー機の容量 | 320カートン/分 |
| カートンサイズ範囲 | 長さ:70~180mm;幅:35~80mm;高さ:14~50mm |
| カートン重量 | 250-360 g/㎡ |
フルサーボドライブ制御: ライン全体はサーボモーターによって駆動されます, 複数列のパック形成の正確な同期を確保, 運ぶ, および箱詰めアクション, スムーズで信頼性の高い操作を実現.
柔軟なマテリアルハンドリング: インテリジェントなマテリアルハンドリングおよび搬送システムとグリップ機構を搭載, 複数列のパックを整然と並べて積み重ね、箱詰め機のホッパーに正確に送り込むことができます。.
オンライン検査と拒否: 統合されたオンライン計量または視覚検査システムは、パックの重量と密封品質をリアルタイムで監視します。, 不良品を自動的に拒否する.
製薬において, 栄養補助食品, 食べ物, 日常の化学品製造, 包装効率はもはや単なるサポートプロセスではなく、生産競争力の重要な要素となっています。. 企業が生産性の向上を追求する中、, より厳格な品質管理, 労働依存度の低下, 自動包装技術は急速に進化しています.
これらのイノベーションの中には, ストリップパック箱詰め統合生産ラインは、包装自動化の重要な分野として浮上しています. この技術は、インテリジェントな搬送を通じてストリップ包装機と箱詰め機を直接接続します。, 数える, および給餌システム. その結果、ばらばらの素材をきちんと梱包された小売用のカートンに変える継続的なプロセスが実現します。.
この記事では、ストリップカートン詰め梱包ライン技術の重要な側面を探ります。, 工場レイアウト設計も含めて, ストリップ包装機の原理, 搬送および補充システム, カスタマイズされた箱詰めプロセス, と最新の品質管理方法.
伝統的に, ストリップ包装機と カートン機 工場内の別々のエリアに設置されることが多かった. ストリップ包装後, オペレーターが手動で小袋やストリップパックを収集し、箱詰めステーションに輸送しました. このアプローチは数十年にわたって一般的でしたが、, いくつかの運用上の問題が発生しました:
大量の仕掛品在庫
労働要件の増加
非効率的なマテリアルハンドリング
汚染リスクが高い
全体的な生産効率の低下
今日, メーカーは、こうした非効率性を排除する完全に統合された包装ラインに移行しつつあります。. ストリップ包装機とカートナーを直接接続することにより, 製品は手作業による介入を最小限に抑えながら、包装プロセスを継続的に移動します。.
この変革は生産性を向上させるだけでなく、製薬業界や栄養補助食品業界で一般的な、より厳格な規制遵守とトレーサビリティ要件にも対応します。.
ストリップパックカートンラインの成功は、インテリジェントな工場レイアウト計画から始まります. 従来の水平生産レイアウトでは、多くの場合、広い床面積が必要となり、材料とオペレーターのための複雑な物流経路が作成されます。.
最新の包装施設では、スペースを節約しながら生産効率を最大化するために、三次元空間レイアウトの採用が増えています。.
製造工場内, ストリップ包装機は低いレベルに配置され、オーバーヘッド搬送システムは完成したストリップパックを下流にある箱詰め機に輸送します。.
この設計にはいくつかの利点があります:
工場の縦型スペースを効率的に利用
フロア混雑の軽減
材料輸送距離の短縮
ワークフロー構成の改善
高架コンベアを介してストリップパックを移送することにより, 製品は箱詰めステーションの真上で配送可能, バッファリングされ、重力補助または機械的な供給システムを使用して箱詰め機に供給されます。.
このようなレイアウトを設計する場合, エンジニアは実際の運用要件も考慮する必要があります, 含む:
メンテナンスのために生産ラインの下に十分なスペースを確保
オペレーターのための安全で障害物のない通路
人員と物流の移動ルートを分離する
衛生および汚染管理基準の遵守
適切に設計された生産レイアウトにより、高効率だけでなく安全性も確保されます。, 準拠した, 保守可能な運用.
ストリップ包装機は、統合包装システムの中核となる出発点を形成します。. その主な機能は、材料を個々のストリップ パックに正確に充填して密封することです。.
製品の種類に応じて, ストリップ包装機は幅広い材料を処理できます, 含む: 液体サプリメント, 粉末製剤, 顆粒, 小さな錠剤またはペレット.
精度と信頼性を確保するには、材料の種類ごとに特定の充填機構が必要です.
液体製品の場合, ストリップ包装機は通常、ピストン充填に高精度セラミック ポンプ システムを採用しています。.
各ポンプはサーボモーターによって独立して駆動されます, 充填量の正確な制御が可能. この設計により、オペレーターは各ポンプの投与量を個別に調整できます。, さまざまな製品配合に対する柔軟性の向上.
充填精度とシールの完全性を維持するため, 機械にはいくつかの主要なテクノロジーが組み込まれています:
液だれ防止・逆吸引機構: ポンプシステムには逆流と吸引制御が含まれています, 充填時の液だれ防止.
サーボ制御の充填曲線: 充填プロセスは、プログラム可能なサーボ制御の動作曲線によって管理されます。. 充填速度を段階的に調整することで, このシステムは飛沫を最小限に抑え、投与精度を向上させます。.
| 充填量 | 正確さ |
| その上 2 ミリリットル | ≤ ±1% |
| 1–2ml | ≤ ±1.5% |
| 0.5–1ml | ≤ ±2.5% |
このような精度は、投与量の一貫性が製品の品質と規制順守に直接影響する製薬および栄養補助食品の用途では不可欠です。.
充填後, ストリップ包装機はいくつかの自動化されたステップを実行して小袋を完成させます: フィルムの巻き戻し, 縦シール, 横シール, 破れやすいノッチカット, 最終的な小袋の分離.
機械はフルサーボ制御システムを採用しています, すべての機械コンポーネントにわたる同期した動作を保証します.
もう 1 つの重要な設計特徴はモジュール構造です。, これにより、オペレーターは袋の幅を素早く変更できます。, シーリングパターン, 製品間の切り替え時のパッケージ形式.
このモジュール性により、ダウンタイムが大幅に短縮され、製造の柔軟性が向上します。.
ストリップパックが製造されたら, それらは組織化されなければなりません, 数えられた, 整然と箱詰め機に運ばれます.
この段階には単純な搬送以上のものが含まれます。機械システムと制御ソフトウェア間の正確な同期が必要です。.
包装機から出てくるストリップパックは通常、列に並べられ、調整された機械システムを使用して移送されます。. これらのシステムには以下が含まれます: 押し出し機構, 昇降装置, コンベヤーベルト.
一緒に, バラバラのストリップパックを箱詰め機の供給システムに移す前に、構造化されたスタックに整理します。.
カム駆動機構は、押し込み動作の制御によく使用されます。. 慎重に設計されたカムプロファイルにより、高い動作速度でも安定した正確な動作が保証されます。.
ほとんどの小売パッケージには、特定の数のストリップ パックが含まれています, のような 10 または 20 カートンあたりの小袋.
これを達成するには, 光電センサーはストリップパックの流れを監視し、事前定義されたグループに分割します。.
この自動計数システムにより、次のことが保証されます。:
各カートンには正しい数の小袋が入ります
一貫した生産速度を維持
手動による計数エラーが排除される
高速システムは、生産フローを中断することなくこれらの操作を継続的に実行できます。.
高速生産ラインで, 品質検査システムはストリップパックの欠陥を継続的に監視します。: 密閉性が悪い, プリントが欠けている, 間違ったコーディング, 破損した梱包.
しかし, 欠陥のあるパックを拒否すると、箱詰め機に入る材料の流れに一時的なギャップが生じる可能性があります. 機械の停止を防ぐために, 統合ラインにはバッファー保管と自動補充機構が含まれています.
ギャップを検出したとき, 補充システムは、適格なストリップパックをバッファーエリアから主要な製品ストリームに押し込みます。.
これにより、箱詰め機は常に継続的かつ正確に計数された製品の供給を受けることが保証されます。, 生産の安定性を維持する.
ストリップパックカートナーラインの最も革新的な側面の 1 つは、カスタマイズされた包装構造をサポートできることです。.
ハイエンドの栄養補助食品や医薬品には、多くの場合、洗練されたカートン デザインが必要です。, 含む: フリップトップ式リジッドボックス, 多層製品配置, ディスプレイスタイルのパッケージ.
これらのデザインに対応するために, 箱詰め機はいくつかの複雑な操作を実行します.
充填が始まる前に, 箱詰め機は、まず平らなカートンブランクを立体的な箱に変換する必要があります.
これは通常、次を使用して行われます:
カートンのブランクを持ち上げるための真空吸盤
箱を開ける機械アーム
充填中にカートンを所定の位置に保持するサポート構造
この自動成形プロセスにより、カートンの正確な位置決めと高速動作が保証されます。.
一部のパッケージデザインでは、カートン内で製品を複数の層に積み重ねる必要があります.
例えば, プレゼンテーションやスペース効率を向上させるために、ボックスにはストリップ パックの 2 つの別々の層が含まれる場合があります。.
これを達成するには, 箱詰め機は順次積み込み作業を実行します:
ストリップパックの最初のグループがカートンに押し込まれます.
内部の昇降機構または位置決め機構により製品の高さを調整します.
ストリップ パックの 2 番目のグループが最初の層の上に挿入されます.
このプロセスにより、メーカーは手動介入なしでカスタマイズされたパッケージ構成を作成できます。.
充填完了後, 機械はカートンのフラップを閉じ、最終圧縮を実行して確実に密封します。.
製品が欠落していたり、フラップが適切に密閉されていなかったりするなど、欠陥のあるカートンは、生産ラインから出る前にシステムによって自動的に拒否されます。.
これにより、完全に準拠した完成品のみがケース梱包やパレタイジングなどの下流プロセスに進むことが保証されます。.
ストリップパック箱詰め統合生産ラインは、包装自動化における大きな進歩を表します. 精密充填を組み合わせることで, インテリジェントな搬送, 自動箱詰め, リアルタイムの品質管理, これらのシステムは、包装を労働集約的なプロセスから非常に効率的で信頼性の高い作業に変換します。.
製薬メーカー向け, 栄養補助食品, 食べ物, および消費財産業, 統合された包装ラインを導入すると大きなメリットが得られます:
生産効率の向上
労働依存度の低減
製品の一貫性の向上
規制遵守の強化
パッケージングの柔軟性が向上
世界市場がより迅速な生産を要求する中, より高い品質基準, より洗練されたパッケージ形式, 自動ストリップパック箱詰めラインの役割は今後も拡大していくでしょう.



















*当社はお客様の機密性を尊重し、すべての情報は保護されます。