

スライドを表示中 1 の 5





 コンテンツにスキップ
コンテンツにスキップ 高速錠剤プレス機では、精密に制御された一連のステップを通じて粉末または顆粒材料を錠剤に圧縮します。.
材料充填: 材料は金型キャビティに導かれます, 均等に分布しているところ. 各錠剤が適切な重量になるように、型内の材料の量が制御されます。.
圧縮: この機械には、金型キャビティ内の材料を圧縮するために正確なタイミングで下降および上昇する一連の上下パンチが装備されています。. 下部パンチが材料を所定の位置に保持し、上部パンチが押し下げます, 材料を圧縮して固体の錠剤にする. 圧力は調整可能です, 必要な錠剤の硬度に応じて.
出力: 圧縮後, 上のパンチが引っ込みます, 下部パンチが上昇して、完成した錠剤を金型キャビティから押し出します。. タブレットは排出シュートに導かれます。.
最大260,000個/時間
錠剤の最大直径25mm
主圧力 100 kN, 予圧21kN

| 最大生産能力 | 2610,000個/時間 |
| 錠剤の最大直径 | 25んん |
| ピンク | 7.5くぅ |
| 電圧 | 220V/380V 50Hz(カスタマイズ) |
| 寸法 | 820×1,100×1,750mm |
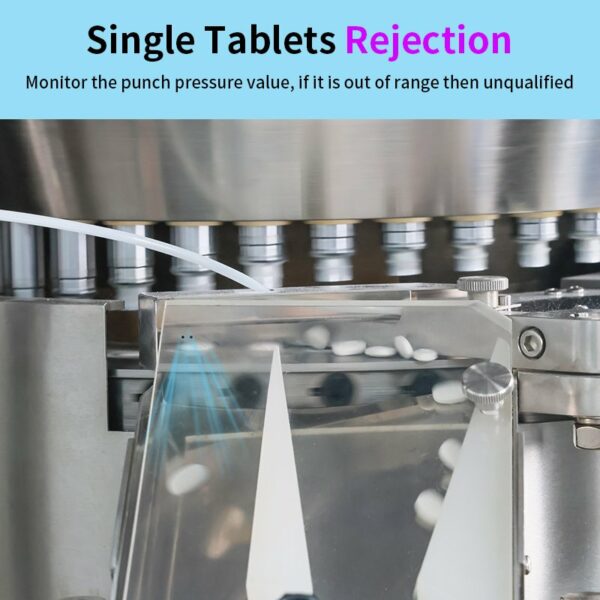
廃棄物の拒否: 高速打錠機には、品質基準を満たさない錠剤を検出して排除する廃棄物排除システムが装備されています。, 体重の間違いなど, 硬度, または外観.
自動給油: 機械の可動部分, 特にパンチとダイス, 摩耗を軽減し、スムーズな動作を保証するために自動的に潤滑されます。.
油圧制御: 一部の高速打錠機は、圧縮中に加えられる圧力を制御するために油圧システムを使用しています。, 各錠剤が正確に必要な圧力で製造されることを保証する.
全体, 錠剤圧縮機 大量の錠剤を効率的かつ正確に製造できるように設計されています。, 製薬業界では大量生産に欠かせないものとなっています.
高速錠剤圧縮機 (通常、1 時間あたり数十万個の錠剤を生産できる輪転機) 各錠剤の重量を通じて安定した錠剤の品質を確保することは、各パンチの圧力をリアルタイムで監視することによって保証されます。. 主な目的は重量の均一性を維持することです, 厚さ, 硬度, 高い生産速度であっても、すべての錠剤の崩壊を実現します。. それを可能にする主要な技術と施策は以下のとおりです.
堅牢な機械的基盤が不可欠です。貧弱なハードウェアを補償できる制御システムはありません。.
打錠機は複数のセットのパンチとダイを使用します (26, 32, または 40 駅) 円形に配置されている. 砲塔が回転すると, 各ステーションは順番に充填を実行します, 圧縮, そして出力. 高精度の機械加工により、寸法が均一になり、パンチとダイ間のクリアランスが最小限に抑えられます。, 機械的変動の低減.
予圧縮: パウダー内のエアポケットを排除します, キャッピングとラミネート加工を最小限に抑える - 特に複雑な配合の場合に重要.
メイン圧縮: 最終的な圧力を加える. スムーズなメインプレスホイールを確保, 均等な力の配分, パンチの破損を防ぐ.
精密フィーダーにより一貫性を確保, 偏析のない粉末がダイキャビティに流入.
滑らかな出力ガイドにより、排出時のタブレットの損傷を防ぎます.
最新の高速錠剤製造機はリアルタイム調整の自動化に依存しています.
メインプレスホイールの圧力センサーが各パンチの圧力を監視します。.
仕組み: システムはリアルタイムの圧力測定値を目標値と比較します。. 圧力が高すぎる場合 (過剰な充填深さを示す), システムが自動的にそれを減らします。逆も同様です.
この閉ループフィードバックはミリ秒単位で動作します。, 均一な硬さと厚みを確保.
タブレットの重量は圧力に相関があるため (一貫した粉体流を想定), 圧力を制御することで間接的に体重を制御する.
一部の高度なモデルには、定期的な検証と微調整のためのインライン計量システムが含まれています.
従来のプレスは機械式クラッチを使用しています, 速度変更時に衝撃や過圧縮を引き起こす可能性があります.
高速タブレットマシンにはサーボモーターを採用し、タレットの正確な位置決めを実現, 加速度, そして減速. これにより、 “ソフトスタート” そして “ソフトストップ,” 機械的ストレスを軽減し、工具を保護します.
ヒューマンマシンインターフェース (HMI) 圧力などのリアルタイムの指標を表示する, 生産率, と重量の偏差.
cGMPに準拠, すべてのデータは監査のために追跡可能です.
高度なシステムは機械学習を使用します (ML) 予知保全とプロセスの最適化のため.
最高の打錠機であっても、低品質の粉末から高品質の錠剤を製造することはできません。.
粉末は均一にダイスに流れ込む必要があります. 造粒 (濡れた, ドライ, または流動床) または流動促進剤 (コロイダルシリカ) 流れを改善できる.
ブレンドは圧力下で安定した錠剤を形成する必要があります. 微結晶セルロースや乳糖などの賦形剤により圧縮性が向上します.
均一な粒子サイズにより、取り扱い中の分離を防止, コンテンツの均一性を確保する.
耐摩耗性の高い工具 (プレミアムスチール) タブレットの寸法を維持するには、定期的に検査して交換する必要があります.
定期的な洗浄により、二次汚染や残留物の蓄積を防ぎます.
重要な可動部品には精度を維持するために潤滑が必要です.
生産前キャリブレーション (塗りつぶしの深さ, プレッシャー, スピード) IQ/OQ/PQ基準を満たす必要があります.
高速打錠機は安定した品質を実現します。:
ハードウェア: 精密加工されたコンポーネント部品.
コントロール: リアルタイムの圧力監視によりタブレットの重量の安定性を制御.
ドライブ: スムーズなサーボモーター, 正確な操作.
管理: ATによる監視, トレーサビリティ, そして厳重なメンテナンス.
結局のところ, このイノベーションの組み合わせにより、打錠機のプロセスがデジタル制御されたプロセスに変わります。, データドリブンな運用, 驚異的なスピードで高品質な錠剤の生産を可能にします.
錠剤プレス機は、フィーダーの連携動作により、残留粉末のないきれいなタレット表面を保証します。, パウダープレスプレート, 粉体回収システム.
よく知られているように, ターンテーブル上に残った粉体はフィーダーから来ます. フィーダー内の残留粉体の漏れが抑制されている限り, ターンテーブルに粉末が残ることはありません.
物理的障壁 – 機械部品が粉体を指定領域に閉じ込めます (ダイキャビティとフィーダー).
効率的な回復 – 逃げた粉末は真空吸引または機械的リサイクルによって捕捉され、フィーダーに戻されます。.
フィーダーは粉体の漏洩に対する最初の最も重要な防御線です.
砲塔の上に配置, フィーダーは最小限のギャップを維持します (通常 10 ~ 100 ミクロン) ベースとタレット表面の間 - 粉末をブロックするのに十分小さいが、摩擦を避けるのに十分な大きさ.
内部の逆回転パドルがダイ内の粉末を撹拌し、圧縮します。, 粉塵の発生を最小限に抑えながら均一な充填を保証します.
精密なギャップ制御 – 高公差の機械加工により、フィーダーとタレットの間のほぼ完璧なシールが保証されます。.
磁気シール (プレミアムモデル) – フィーダーに埋め込まれた強力な磁石により、適応性のある “フローティング” ステンレス鋼タレットによるシール, 表面の凹凸を補正する.
最適化されたパドル設計 – ブレードの形状と速度は、過度の撹拌をせずに粉末を優しくガイドするように調整されています。.
見落とされがちな, パウダープレスプレートは残留パウダーの除去に重要な役割を果たします.
ポリテトラフルオロエチレン (テフロン) バッフルはフィーダーの後ろに設置されており、上パンチが金型に入る前にフィーダーから溢れ出る余分な粉体を粉体循環システムに誘導します。.
直接スクレーピング – 浮遊粉末を除去します, それを回復システムに誘導する.
密閉チャンバーの形成 – フィーダーと連動, パンチガイド, 半密閉空間を作り出すためのターレット, さらにゴミが入っている.
掻き取った粉体を回収し再利用するシステムです.
回収された粉末をフィーダーに戻して再利用します, 無駄を減らす.
相互汚染防止に重要 - 最新のデザインは滑らかな機能を備えています, 取り外し可能な, CIP (定置洗浄)-互換性のあるコンポーネント.
クローズドループリサイクル – 粉末の蓄積と再飛来を防止.
バッチ切り替えの安全性 – 製品の実行間に残留物が残らないことを保証します.
これらのコンポーネントは統合封じ込めシステムとして動作します。:
一次バリア – フィーダーブロック >95% 粉漏れの原因.
二次防御 – スクレーパーは残留粉末を捕捉し、チャンバーの密閉を助けます。.
持続可能な回復 – 回収された粉体はフィーダーに戻されます, 老廃物や塵の蓄積を排除する.
これを通して “メカニカルシール + アクティブリカバリー” アプローチ, 最新の高速打錠機は cGMP 準拠を実現, 最高の生産速度でも、粉塵のない動作.



















*当社はお客様の機密性を尊重し、すべての情報は保護されます。