コンテンツにスキップ
コンテンツにスキップ 医薬品および栄養補助食品の製造において, タブレットの品質 製品の安全性に直接影響する, 生産効率, そしてブランドの評判. 途中の小さなトラブルでも、 タブレットマシン 製造中に錠剤の亀裂が生じる可能性があります, こだわり, キャッピング, または体重の変化.
貧しい 錠剤圧縮 原材料の廃棄物が増えるだけではなく、, しかし、機械のダウンタイムや品質検査の不合格も発生します.
医薬品製造において, タブレットの品質 規制遵守と密接に関係しています。タブレットの一貫性が低いと顧客からの苦情が生じる可能性がある, 製品リコール, またはGMP検査に不合格. このため, 多くのメーカーが投資しています 錠剤圧縮機 自動監視および圧力制御技術を備えた装置.
今日, メーカーは安定性を重視しています 錠剤圧縮機 システム, インテリジェントな監視, および配合管理. 機器サプライヤーは、製薬会社が自動生産技術を通じて圧縮エラーを削減し、より信頼性の高い生産パフォーマンスを維持できるよう支援しています。.
この記事では、 5 影響を与える主な要因 タブレットの品質 その間 打錠機の製造 タブレットの一般的な欠陥を減らすための実践的な方法を共有します.
打錠機製造における錠剤の品質の低下の問題
貧しい タブレットの品質 医薬品生産のあらゆる段階に影響を与える可能性がある, 圧縮から梱包、輸送まで. 弱い錠剤は輸送中に破損したり、溶解テストに失敗したりする可能性があります.
医薬品の錠剤製造において, メーカーは、有効成分含有量がバッチ全体にわたって許容可能な生産制限内に留まるように、投与量の変動を注意深く制御する必要があります。 [1].
高速な本番環境で, たとえ小さな圧縮の問題であっても、短期間のうちに数千台のタブレットに即座に影響を与える可能性があります。. オペレーターが問題を早期に発見しなかった場合, メーカーは大量の原材料と生産時間を失う可能性がある.
錠剤の一部の欠陥は、下流の包装プロセスにも影響を与える可能性があります. 例えば, ひび割れた錠剤やキャップの付いた錠剤は、ボトルの充填やブリスター包装中に破損する可能性があります。, 最終検査時の不合格率の増加.
タブレットの品質の悪さがメーカーに与える影響
タブレットの品質が悪いと、次のような問題が発生することがよくあります。:
- 高い拒否率
- 生産のダウンタイム
- 材料廃棄物の増加
- 梱包の難しさ
- 不合格の検査
- 不安定 錠剤の硬度
大規模な医薬品生産において, これらの問題は工場の効率を大幅に低下させる可能性があります.
要素 1: 圧縮力
その間 タブレットマシン 生産, 圧縮設定は、タブレットの最終的な構造と物理的特性に大きな影響を与えます。, 硬さも含めて, 厚さ, そして全体的なコンパクトさ.
圧力が低すぎる場合, 錠剤が柔らかくなり、壊れやすくなる可能性があります. 圧力が高すぎる場合, 錠剤にひび割れやラミネートが発生する場合があります.
多くの医薬品生産ラインで, 錠剤の圧縮は 1 回のプレスプロセスではなく、複数の段階で完了します。. 最終圧縮が行われる前に、予備圧縮により顆粒内に閉じ込められた空気が除去されます。. このプロセスは錠剤の密度を向上させ、高速生産時のキャッピングやラミネートのリスクを軽減します。.
タブレット製品が異なれば、必要な圧縮設定も異なります. 例えば, 発泡錠剤 過度の圧力が溶解性能に影響を与える可能性があるため、通常は標準的な医薬品錠剤と比較して低い圧縮圧力が必要です。.
圧縮圧力が錠剤の硬度に与える影響
圧縮圧力は錠剤の硬度に直接影響します, 厚さ, および構造強度 タブレットマシン 生産.
圧縮圧力が低すぎる場合, 錠剤が柔らかくなり、壊れやすくなる可能性があります. 弱い錠剤はコーティング中に破損する可能性があります, 梱包, または交通機関. 圧力が低いと、エッジの欠けや錠剤の重量が不安定になる可能性もあります.
過度の圧力は生産にさまざまな問題を引き起こす可能性があります. タブレットが硬くなりすぎる可能性があります, よりゆっくりと溶ける, または圧縮後に内部応力亀裂が発生する. 場合によっては, 過剰な力を加えると、閉じ込められた空気が顆粒から適切に逃げることができないため、キャッピングやラミネートが発生する可能性があります。.
配合が異なれば、必要な圧縮範囲も異なります. 発泡錠剤, ハーブ錠剤, 医薬品錠剤は、粉末の密度と水分レベルが同じではないため、圧縮力に対する反応が異なることがよくあります。.
安定した状態を維持するには タブレットの品質, オペレータは通常、生産サイクル全体を通じて圧縮力を監視します. 多くの医薬品生産ラインでは圧力センサーが使用されています, PLC制御システム, 操作中の圧力変化を追跡するためのタッチスクリーン操作パネル.
圧力変動が現れた場合, オペレーターは充填深さを素早く調整できます, 砲塔速度, またはフィーダー設定により錠剤の欠陥を減らし、より信頼性の高い圧縮パフォーマンスを維持します。.
圧縮設定は通常、次の基準に基づいて調整されます。:
- タブレットのサイズ
- 粉末密度
- 材料特性
- 生産速度
要素 2: 材料の配合と粉末の流れ
材料の配合も重要な要素です。 打錠機の製造. 粉体流動性, 水分含有量, および賦形剤の適合性はすべて最終的な錠剤の品質に影響します.
たとえ高品質であっても、 ロータリー打錠機 原料の流れが悪いと安定した生産を維持できない.
粒度分布は粉末の流動性と圧縮の一貫性にも影響します. 粒度が不均一すぎる場合, 給餌中に粉末の分離が発生する可能性があります. これにより、充填深さが不安定になり、錠剤の重量が変動する可能性があります。.
粉体の流れと水分が重要な理由
供給システム内の一貫した材料移動により、生産サイクル全体を通じて均一な金型充填を維持できます。.
良好なマテリアルフローが向上します:
- 錠剤の重量の一貫性
- 投与量の正確さ
- 圧縮安定性
- 生産効率
水分含有量も影響します タブレットの品質. 水分が多すぎるとベタつきの原因になります, 水分が少ないとひび割れが発生する可能性がありますが、.
メーカーは通常、次のような方法で材料の性能を向上させます。:
- 適切な造粒
- 湿気のコントロール
- 粒子サイズの最適化
- 流動添加剤
湿式造粒は製薬分野で広く使用されています タブレットマシン 粉末の流れと錠剤の結合性能が向上するため、生産性が向上します。. 乾式造粒は、湿式処理条件に耐えられない湿気に敏感な材料のもう 1 つの一般的な方法です。.
どちらの造粒方法も、圧縮安定性を向上させ、高速錠剤製造時の製造欠陥を減らすことを目的としています。.

製剤の互換性が錠剤の品質に与える影響
賦形剤は、改善のために添加される不活性成分です 錠剤圧縮 パフォーマンス.
錠剤の製造では数種類の賦形剤が一般的に使用されます:
- バインダーは錠剤の粒子をまとめるのに役立ちます
- 崩壊剤が改善する 錠剤の溶解
- 潤滑剤は圧縮時の摩擦を軽減します
- 流動促進剤により粉末の流動性が向上します
適切な賦形剤の選択により大幅な改善が可能 タブレットの品質 生産上の問題を軽減します.
製剤の適合性が低いと、多くの場合、:
- 硬さのばらつき
- 表面欠陥
- 重量の変化
- 圧縮の不安定性
製造業者は大規模な規模の前に材料の適合性をテストする必要があります タブレットマシン 生産が始まります.
要素 3: パンチとダイの品質
パンチとダイは、機械内部の重要な工具コンポーネントです。 錠剤圧縮機.
それらの状態は錠剤の形状に直接影響します, 厚さ, と一貫性.
ツールがタブレットの一貫性に与える影響
高品質のツールにより、次のようなタブレットの製造が可能になります。:
- 均一な厚さ
- 滑らかな表面
- 安定した寸法
- より良い外観
不適切なツールにより、高速走行中に欠陥が発生するリスクが高まります 錠剤圧縮.
打錠機の工具が磨耗した跡
メーカーは工具を定期的に検査する必要があります。:
- 表面の傷
- 貼り付き跡
- 不均一な厚さ
- タブレットの端の損傷
摩耗した工具を早期に交換すると、無駄が削減され、生産の安定性が向上します。.
要素 4: 打錠機の速度
生産速度は生産量と生産量の両方に影響します。 タブレットの品質.
多くの工場では、生産性を向上させるために機械の速度を上げています. しかし, 速度が高すぎると圧縮の安定性が低下することがよくあります.
生産速度が上がるにつれて, 砲塔内部の遠心力も増加. これは、粉末供給の安定性と錠剤の充填の一貫性に影響を与える可能性があります。. 速度が高すぎると、長い生産サイクル中に追加の熱や機械の振動が発生する可能性があります。.
このため, 高速医薬品生産環境で, オペレータは多くの場合、圧縮の問題を早期に検出するために自動監視機能を利用します。.
高速生産の課題
高速 ロータリー打錠機 生産によって作成される可能性があります:
- 重量の変化
- 充填が不完全
- 機械の振動
- 熱の蓄積
粉体の流れが不安定な場合、これらの問題はさらに深刻になります.
速度とタブレットの品質のバランスをとる
マシンの出力を増やしても、タブレットの一貫性が損なわれないようにする必要があります, 特に厳格な品質管理が必要な医薬品製造環境では.
医薬品 打錠機設備 よく使う:
- PLC制御システム
- リアルタイムの圧力監視
- 自動調整システム
- インテリジェントな拒否システム
高速 ロータリー打錠機 生産には安定した機械性能と正確な圧縮制御が必要です. 現代の製薬メーカーは、リアルタイムの圧力監視を備えたインテリジェントな制御システムを使用することがよくあります。, 自動送り調整, 自動排除機能により、連続生産中に錠剤の一貫性を維持します。.
より優れた圧力追跡とフィーダー制御により、長時間の生産作業中の錠剤の重量変動を軽減できます。 [2].
要素 5: 打錠機の安定性
機械の安定性は信頼性の基盤の 1 つです 打錠機の製造.
機械の小さな振動でも、圧縮精度やタブレットの一貫性に影響を与える可能性があります。.
タブレットの品質が不安定になる隠れた原因の 1 つは機械の振動です. 過度の振動は不均一な圧縮力を引き起こす可能性があります, 砲塔偏差, 長い生産サイクル中に工具の摩耗が早くなる.
高速で タブレットマシン 生産, 安定した機械的性能を維持することは、錠剤の一貫性を改善し、機械のダウンタイムを短縮するために特に重要です。.
機械の精度が重要な理由
機械精度の影響:
- 圧縮力
- 充填深さ
- タブレットの重量
- 生産の一貫性
高精度 錠剤圧縮機 製造全体を通して投与量の精度を安定させる必要があるため、システムは医薬品製造において特に重要です。 [3].
現在、多くの医薬品生産ラインでは PLC コントロール パネルとタッチスクリーン インターフェイスが使用されているため、オペレーターは生産中に圧縮データを観察できます。これらのシステムは、オペレーターの圧力調整に役立ちます, 充填深さ, 砲塔速度をより正確に.
自動排除システムにより、製造中に欠陥のある錠剤を除去することもできます, 品質が異なるバッチのリスクを軽減する.
高品質打錠機の特長
高品質 錠剤圧縮機 通常は含まれます:
- 安定した砲塔構造
- 正確な圧力制御
- 自動給油
- GMP準拠の設計
- インテリジェントな監視システム
新しい 打錠機設備 多くの場合、自動圧力追跡機能やより簡単なオペレーター制御機能が含まれています。リアルタイム圧力検出などの機能, 自動重量調整, およびオンライン排除システムは、メーカーが継続生産中に安定した錠剤の品質を維持するのに役立ちます.
多くの高度な機械は、素早い工具交換や自動制御インターフェースもサポートしています。, 手動調整時間を短縮し、GMP 製造環境における全体的な生産効率を向上させます。 [3].

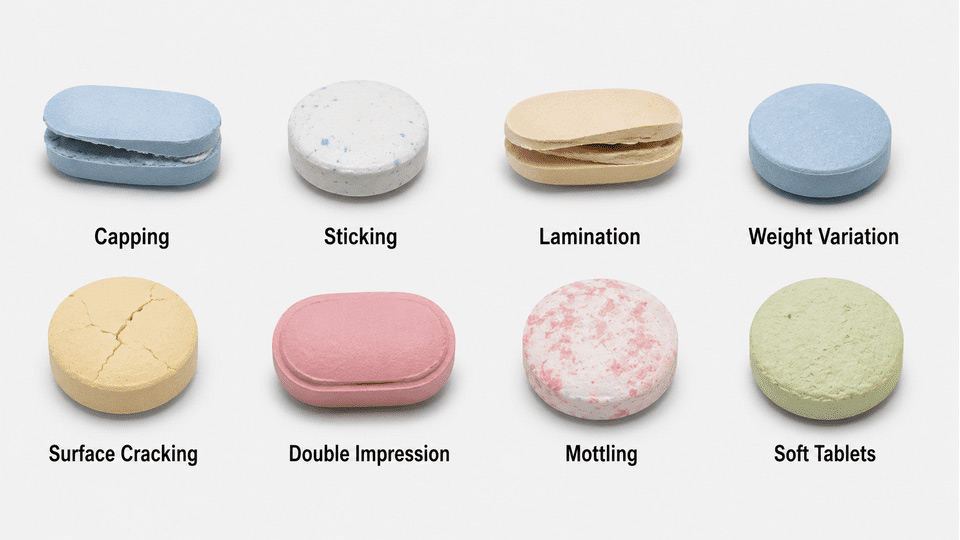
タブレット プレスの一般的な問題と解決策
タブレットの不具合は次のような状況でよく発生します。 打錠機の製造, 特に高速製造環境では. 多くの場合, タブレットの問題は配合上の問題の組み合わせによって引き起こされます, 圧縮設定, ツーリングの状態, 粉体流動挙動, そして機械の振動.
一部の欠陥は下流の梱包プロセスにも影響を与える可能性があります. 例えば, ひび割れた錠剤はボトル充填中に破損する可能性があります, 一方、キャップ付きの錠剤はブリスター包装時の検査に合格しない可能性があります。.
以下の表は、タブレットの一般的ないくつかの欠陥と、その際に考えられる原因をまとめたものです。 錠剤圧縮 生産.
| タブレットの問題 | 制作出演 | 一般的な原因 |
| キャッピング | 圧縮後に上部または下部の錠剤セクションが分離します | 高い砲塔速度, 予圧が不十分, 過剰な主圧力, 低湿度, バインダーが不足しています, 不均一な粒子サイズ, 過剰な潤滑剤, 磨耗した工具, 速い排出速度 |
| ラミネート加工 | 内部の錠剤層が分割される | 高速, 予圧が不十分, 過度の圧力, 閉じ込められた空気, 低湿度, バインダーが不足しています, 過剰な潤滑剤, 粒度が不均一, 急速な圧力解放 |
| こだわり | パンチやダイスに粉が付着する | 高湿度, 高温, 糖度が高い, 潤滑剤が不十分です, 粗いパンチ表面, 深い彫刻, 過度の圧力, 高湿度 |
| 重量の変化 | タブレットの重量が一定しない | 粉体の流れが悪い, 材料レベルが不安定, フィーダーの問題, 高速, 不均一な粒子サイズ, 過剰な微粉, 不均一な湿気, パンチ位置変動, ツーリングウェア, 機械の振動 |
| 表面割れ | タブレットの表面または端に目に見える亀裂が現れる | 低水分, 過度の圧縮力, 粒径が大きい, バインダーが不足しています, 過剰な潤滑剤, 速い排出速度, 磨耗した工具, タブレットの形状設計が悪い, 高温 |
生産チームは通常、圧縮力をレビューします, マテリアルフロー, 水分レベル, 砲塔速度, タブレットの不具合をトラブルシューティングする際には、工具の状態も合わせて確認してください.
キャッピング
圧縮後に錠剤の上部または下部が分離すると、キャッピングが発生します。.
この問題は一般的に以下に関連しています:
- 砲塔速度が高すぎる
- 予圧が不十分
- 過大な主圧縮力
- 顆粒水分が少ない
- バインダーの分散が不十分
- 不均一な粒子サイズ
圧縮時に顆粒内に閉じ込められた空気がうまく抜けない場合, 取り出し中にタブレットの表面が剥がれる可能性があります.
オペレーターは予圧縮圧力を調整することでキャッピングを減らすことがよくあります。, 砲塔速度の低下, 造粒品質の向上, 水分含有量をより慎重に管理する.
ラミネート加工
ラミネートとは、圧縮後の錠剤構造内の水平方向の分離を指します。.
いくつかの製造条件により、ラミネートのリスクが増加する可能性があります:
- 顆粒内に余分な空気が閉じ込められている
- 解凍速度が速い
- 過度の圧縮力
- 粒度分布が悪い
- バインダーが不十分です
- 低含水率
高速で ロータリー打錠機 生産, 圧力解放が速すぎると、内部の錠剤が分離する可能性があります.
顆粒密度を改善し、圧縮滞留時間を調整すると、連続製造中の積層問題を軽減できます。.
こだわり
圧縮中に粉末材料がパンチまたはダイの表面に付着したままになると、スティッキングが発生します。.
この問題は、糖分が多い錠剤や水分の多い製剤を製造する場合に特によく発生します。.
一般的な原因には次のようなものがあります。:
- 高い含水率
- 高い生産温度
- 潤滑不足
- 粗いパンチ表面
- 深いパンチ彫刻
- 過度の圧縮力
- 生産環境内の高湿度
生産チームは湿度管理を通じて固着の問題を軽減することがよくあります, パンチ研磨, 潤滑調整, 定期的な工具の洗浄.
粘着防止パンチコーティングは、長い生産サイクル中の粘着を軽減するために医薬品錠剤の製造でも一般的に使用されています。.
重量の変化
重量の変動は通常、製造中に粉体の供給が不安定になると発生します。.
この問題の原因として考えられるのは、:
- 粉体流動性が悪い
- 不均一な粒子サイズ
- 微粉過多
- フィーダーの詰まり
- 不安定な材料レベル
- 機械の振動
- 磨耗した工具
- 高速動作
粉末が金型キャビティに均一に進入できない場合, 錠剤の重量は連続圧縮中に変動する可能性があります.
オペレーターは造粒品質を最適化することで重量管理を向上させることがよくあります。, フィーダー速度の安定化, 内部の過剰な振動を低減します。 錠剤圧縮機.
表面割れ
表面亀裂とは、圧縮後に錠剤の端または表面に現れる目に見える亀裂を指します。.
この問題は一般的に次のような問題に関連しています。:
- 低含水率
- 過度の圧縮力
- 粒径が大きい
- バインダーが不十分です
- 過剰な潤滑剤
- 錠剤の素早い取り出し
- 摩耗したパンチまたはダイス
- タブレットの形状デザインが悪い
- 高い生産温度
場合によっては, 錠剤は圧縮直後は正常に見えても、冷却中や輸送中に亀裂が生じることがあります。.
圧縮圧力を下げる, バインダーの分散を改善する, 顆粒サイズの最適化, 製造温度を制御することで、錠剤製造時の表面亀裂を最小限に抑えることができます。.
最新の打錠機製造における錠剤の品質を向上させる方法
改善する タブレットの品質 機械の最適化とプロセス制御の両方が必要.
メーカーは定期的に生産状況を監視し、圧縮パラメータを調整する必要があります。.
オペレーターのトレーニングも安定した状態を維持するために重要な役割を果たします タブレットマシン 生産. 経験豊富なオペレーターが機械の異常音を特定, 圧力の変化, または重大な欠陥が現れる前に給餌の問題が発生する.
生産データのモニタリングも品質管理を改善するための重要な方法です. 多くの製薬メーカーは現在、バッチのトレーサビリティとプロセスの最適化のためにリアルタイムの圧縮データを記録しています。.
定期的な機械のメンテナンス
定期的なメンテナンスが予防に役立ちます:
- ツーリングの摩耗
- 圧力の不安定性
- 潤滑の問題
- 予期せぬダウンタイム
Fette Compacting などの製薬機器サプライヤー, コルシュAG, そして ルイダパッキング 技術サポートも提供します, ツーリングのガイダンス, タブレット製造ラインのメンテナンスサービス.
自動打錠機の使用
自動化の共通機能 打錠機設備 含む:
- リアルタイム監視
- インテリジェントな圧力制御
- 自動拒否システム
- 生産データの追跡
より優れた圧力制御と充填調整により, オペレーターは材料の無駄を削減し、より均一な錠剤生産を維持できます。.
いくつかの 錠剤圧縮機 タッチスクリーン操作パネルも使用, 自動圧力追跡, 連続製造中の材料の無駄を削減するオンライン拒否機能.

結論は
いくつかの重要な要因が影響を及ぼします タブレットの品質 その間 打錠機の製造. 圧縮力, 材料配合, ツーリングの状態, 生産速度, とマシンの安定性はすべて、最終的なタブレットのパフォーマンスに影響します.
これらの要因を注意深く監視するメーカーは、欠陥を減らすことができます, 効率を向上させる, 安定した生産品質を維持します.
医薬品製造は自動化とインテリジェント生産への移行を続ける, 安定した 錠剤圧縮機 システムは品質管理と生産効率にとってさらに重要になる.
機器メーカーは現在、サーボ駆動制御を使用しています。, デジタル圧力追跡, 医薬品錠剤生産ラインにおける自動排除機能により、長い生産サイクルにおける製品のばらつきを低減します。.
自動化 打錠機設備 また、制作チームのダウンタイムを削減し、より信頼性の高い圧縮パフォーマンスを維持するのにも役立ちます。機器サプライヤーは安定した製品で医薬品および栄養補助食品メーカーをサポートし続けます。, 高効率打錠機ソリューション.
よくある質問
錠剤製造に理想的な水分含有量はどれくらいですか?
水分含有量は、さまざまな錠剤処方の材料特性と圧縮要件に従って調整する必要があります。バランスのとれた水分により接着が改善され、くっつきの問題が軽減されます。.
ロータリー打錠機はどのように錠剤の一貫性を向上させることができるか?
あ ロータリー打錠機 安定した供給システムにより一貫性を向上, 連続圧縮, 自動圧力制御.
打錠機の工具はどのくらいの頻度で交換する必要がありますか?
打錠機の工具は、生産強度と材料の摩耗性に基づいて定期的に検査する必要があります。. パンチやダイの摩耗を早期に検出すると、錠剤の欠陥や予期せぬ機械のダウンタイムを防ぐことができます。.
参考文献
[1] 私たち. 食品医薬品局 (FDA) — 医薬品品質リソース
https://www.fda.gov/drugs/development-approval-process-drugs/pharmaceutical-quality-resources
[2] 私たち. 食品医薬品局 (FDA) — 現在の適正製造基準 (CGMP)
https://www.fda.gov/drugs/pharmaceutical-quality-resources/facts-about-current-good-manufacturing-practice-cgmp
[3] 世界保健機関 (誰が) — 医薬品の適正製造基準
https://www.who.int/publications/m/item/trs986-annex2