कार्टनिंग मशीन एक पैक किए गए उत्पाद को एक तैयार खुदरा इकाई में बदल देती है. यह एक सपाट कार्टन खोलता है, उत्पाद लोड करता है (और यदि आवश्यक हो तो सम्मिलित करता है), closes the carton, and removes any pack that fails basic checks.
What usually decides success is not a single CPM(Cartons Per Minute) number. It’s whether cartons open square every cycle, product arrives at the infeed on time, inserts feed cleanly, and closures form consistently. When those basics are stable, speed becomes a much easier conversation.
What a Cartoning Machine Does on a Packaging Line
On a packaging line, a cartoning machine sits after primary packaging and turns a protected unit into a finished sellable pack. It adds structure, improves handling, and creates a consistent surface for coding, लेबलिंग, and tamper-evidence features before cartons move to case packing.
The cartoner is also a control point. It helps confirm the right components are present, कार्टन प्रस्तुति को सुसंगत रखता है, और अधूरे पैक्स को हटा देता है ताकि वे नीचे की ओर यात्रा न करें.
जब कार्टिंग बाधा बन जाती है, इसका कारण आमतौर पर इन बेमेल में से एक है: अपस्ट्रीम डिस्चार्ज टाइमिंग अस्थिर है, चुने गए क्लोजर और स्पीड बैंड के लिए कार्टन गुणवत्ता भिन्नता बहुत अधिक है, या इन्सर्ट सिस्टम को पर्याप्त रूप से नियंत्रित नहीं किया गया है. इसीलिए सीपीएम की तुलना करने से पहले टाइप चयन और लाइन हैंडऑफ़ डिज़ाइन मायने रखता है (Cartons Per Minute).
कार्टोनिंग मशीन के प्रकार जो मायने रखते हैं
"कार्टनर" मशीनों के एक परिवार का वर्णन करता है. कुछ संरचनात्मक विकल्प-अभिविन्यास, गति, लोडिंग शैली, और समापन—यह तय करें कि कौन से उत्पाद सबसे उपयुक्त हैं और सिस्टम भिन्नता के प्रति कितना सहनशील है.
क्षैतिज बनाम ऊर्ध्वाधर
क्षैतिज कार्टोनर (क्षैतिज कार्टोनिंग मशीन) अक्सर ऐसी वस्तुएं उपयुक्त होती हैं जिन्हें किनारे से धकेलना सबसे आसान होता है. लंबवत कार्टनर (लंबवत कार्टोनिंग मशीन) अक्सर ऐसे उत्पाद उपयुक्त होते हैं जिन्हें ऊपर से रखा या गिराया जा सकता है.
रुक-रुक कर बनाम निरंतर गति
रुक-रुक कर कार्टनिंग मशीनें एक स्टेशन से दूसरे स्टेशन पर अनुक्रमित होती हैं. जब आप कई SKU चलाते हैं और दोहराए जाने वाले बदलावों पर भरोसा करते हैं तो वे आम तौर पर फिट होते हैं. निरंतर कार्टिंग मशीनें डिब्बों को गतिशील रखती हैं और उच्च गति बैंड तक पहुंच सकती हैं, लेकिन वे आम तौर पर स्थिर रहने के लिए स्थिर फ़ीड समय और अधिक सुसंगत डिब्बों की मांग करते हैं.
एंड-लोड बनाम साइड-लोड
एंड-लोड डिज़ाइन को कार्टन के सिरे से डाला जाता है, आमतौर पर पुशर का उपयोग करना. साइड-लोड डिज़ाइन को साइड ओपनिंग के माध्यम से डाला जाता है. सबसे अच्छा विकल्प कार्टन डिज़ाइन पर निर्भर करता है, उत्पाद ज्यामिति, और आप आवेषण कैसे दर्ज करना चाहते हैं.
समापन शैलियाँ
टक बंद करना सामान्य और क्षमाशील है. लॉक-स्टाइल टैब होल्डिंग बल जोड़ते हैं लेकिन क्रीज़ गुणवत्ता के प्रति संवेदनशील होते हैं. Hot-melt glue improves seal integrity but introduces glue control and cleaning.
Here’s a quick map to match type decisions with typical applications.
| Type decision | Common options | Often best for | Watch-outs |
| Carton orientation | Horizontal / Vertical | Blisters & pouches / बोतलों & jars | Product stability during transfer |
| Motion | Intermittent / Continuous | Frequent format changes / Higher speed bands | Infeed timing, carton consistency |
| Loading style | End-load / Side-load | Push-in items / Side presentation | Carton design limits, insert coordination |
| Closure | Tuck / Lock / Glue | Standard cartons / Higher integrity needs | Dust, crease variation, glue control |
How a Cartoning Machine Works
Most cartoners share the same station flow. Layouts differ, but the logic is consistent: prepare the carton, synchronize product, add inserts, close, verify, and reject faults before downstream packing.
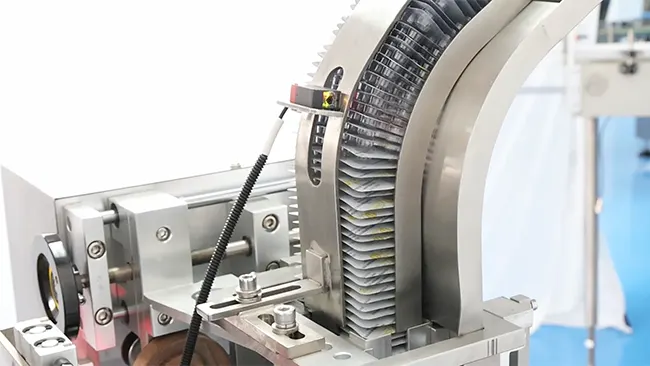
Carton pick and erection
Flat cartons are pulled from a magazine, opened by suction or mechanical fingers, and transferred into a flight chain or pocket that keeps the carton square. Erection quality is the foundation—if cartons aren’t square, every downstream fold and closure becomes less reliable.
Product infeed and timing
The product arrives from upstream equipment and must be presented at the exact moment the carton is ready. Insertion may be a pusher, a side lug, or a top-load placement head depending on the design. Timing drift at the handoff is a common reason lines stop.
Leaflet and insert handling
If your pack needs a leaflet, the insert station must separate one piece, confirm pick-up, then insert it cleanly. Paper dust, curl, and static are common issues, especially when leaflet suppliers or batches change.
Closing and coding
Cartons are closed by tuck, lock, or glue, then coded or labeled if the line uses the cartoner as the identification station. Closure reliability depends on carton quality and how consistently guides are set after changeover.
Detection and rejection
Sensors confirm essentials such as carton opened, product present, leaflet present, and closure formed. Faults are rejected so they don’t continue to case packing.
Infeed, Inserts, and Carton Quality
If your goal is fewer stops, this section is worth more than any speed chart. Cartoning is paper (instruction manual) handling and product handling at the same time, so variation shows up fast.
Infeed design
Choose an infeed that matches product stability and how upstream equipment discharges. A stiff blister card may run well with a push-in system. Light, अस्थिर वस्तुओं को अधिक सावधानी से संभालने या बेहतर मार्गदर्शन की आवश्यकता हो सकती है. यदि अपस्ट्रीम मशीनों में माइक्रो-स्टॉप हैं, बफरिंग पर विचार करें ताकि हर बार फीडर रुकने पर कार्टनर को रुकने के लिए मजबूर न होना पड़े.
पत्रक प्रविष्टि और तह
पत्रकों को एक प्रारूप की तरह समझें, चेकबॉक्स नहीं. फार्मा और न्यूट्रास्युटिकल पैकेजिंग में, लीफलेट सम्मिलन पैक आवश्यकता का हिस्सा है, और एक गुम या दोहरा पत्रक एक अनुपालन मुद्दा बन सकता है - इसलिए यहां अस्थिरता जल्दी ही स्क्रैप और डाउनटाइम में बदल जाती है. यही कारण है कि सिलवटों को सुसंगत बनाए रखने और पिक विश्वसनीयता में सुधार करने के लिए लीफलेट फोल्डिंग मशीन को अक्सर कार्टनर के साथ जोड़ा जाता है; उच्च गति वाली लाइनों या जटिल पत्रक के लिए, कुछ साइटें उच्च-स्तरीय फ़ोल्डर का उपयोग करती हैं (जैसे कि जीयूके). पुष्टि करें कि सिस्टम चयन का सत्यापन कैसे करता है, यह कैसे दोहरेपन का पता लगाता है, और यह मोटाई में परिवर्तन को कैसे संभालता है.
कार्टन की स्थिरता और सोर्सिंग
कार्टन भिन्नता जाम और खराब समापन का एक आम मूल कारण है. क्रीज़ गुणवत्ता, बोर्ड की कठोरता, और धूल इरेक्शन और फोल्डिंग को प्रभावित करती है. यदि आप पुरानी समस्याएं देखते हैं, दूसरे आपूर्तिकर्ता या किसी भिन्न बैच से डिब्बों का परीक्षण करना सेटअप समस्याओं को भौतिक समस्याओं से अलग करने का सबसे तेज़ तरीकों में से एक है.
प्रदर्शन ड्राइवर: गति बनाम स्थिरता
सीपीएम बेंचमार्किंग के लिए सहायक है, लेकिन यह स्पष्ट नहीं करता कि एक लाइन एक शिफ्ट में कैसे व्यवहार करती है. तीन ड्राइवर आमतौर पर स्थिरता तय करते हैं.
समय और बफरिंग
एक कार्टनर केवल उतनी ही स्थिरता से चल सकता है जितना उसके हैंडऑफ़. जब उत्पाद की आवक असमान हो, आप या तो उत्पाद को बफर करते हैं या बार-बार रुकने को स्वीकार करते हैं. एक छोटा बफर स्टॉप-स्टार्ट चक्र को कम कर सकता है और पीक सीपीएम में बदलाव नहीं होने पर भी नेट आउटपुट में सुधार कर सकता है.
परिवर्तन की पुनरावृत्ति
परिवर्तन केवल प्रारूप भागों की अदला-बदली नहीं है. यह कार्टन खोलने की ज्यामिति है, फ्लैप फोल्डिंग गाइड, पिक सेटिंग्स डालें, सेंसर की स्थिति, और समय को अस्वीकार करें. जो मशीनें इन सेटिंग्स को दोहराना आसान बनाती हैं, वे सभी शिफ्टों में अधिक लगातार चलती हैं.
पता लगाने का तर्क
स्पष्ट पहचान और अस्वीकृति तर्क डाउनस्ट्रीम भ्रम और पुनर्कार्य को कम करता है. पूछें कि कौन से चेक मानक हैं, वैकल्पिक क्या है, और अलार्म और रिजेक्ट कैसे रिकॉर्ड किए जाते हैं.
इन-प्रोसेस नियंत्रण आईपीसी जाँच
प्रक्रिया में नियंत्रण (भारतीय दंड संहिता) मतलब दौड़ के दौरान नियमित जांच, हर बार इसी तरह किया, बहाव को जल्दी पकड़ने के लिए. कार्टनिंग में, आईपीसी मापने के बारे में कम और यह पुष्टि करने के बारे में अधिक है कि सिस्टम अभी भी सही पैक को असेंबल कर रहा है.
एक व्यावहारिक आईपीसी सेट में आमतौर पर शामिल होता है: कोड की पठनीयता और शुद्धता की पुष्टि करना, यदि आवश्यक हो तो पत्रक की उपस्थिति की जाँच करना, समापन अखंडता की पुष्टि करना, और अस्वीकार रुझानों को देखना. लक्ष्य छोटे बदलावों को पहचानना है - डिब्बों का चौकोर आकार नहीं खुलना, पर्चे मिसफ़ीड होने लगते हैं, क्लोजर टैब साफ़-साफ़ नहीं बन रहे हैं—उन परिवर्तनों के पूर्ण विराम में बदलने से पहले.
यदि आप एक साधारण रिकॉर्ड रखते हैं, शीर्ष अलार्म कारण के साथ एक छोटा स्टॉप लॉग रखें, सुधार लागू किया गया, और पुनः आरंभ करने का समय. कुछ हफ़्तों में, यह आपका सबसे तेज़ सुधार उपकरण बन जाता है.
फार्मा और अनुपालन मूल बातें
विनियमित पैकेजिंग में, कार्टनिंग मिश्रण-अप की रोकथाम और पैकेजिंग नियंत्रण का हिस्सा है. 21 सीएफआर 211.130 सही पैकेजिंग और लेबलिंग सामग्री का उपयोग सुनिश्चित करने के लिए लिखित प्रक्रियाओं और निरीक्षणों की आवश्यकता होती है, लाइन क्लीयरेंस और दस्तावेज़ीकरण पर जोर देना.
व्यावहारिक स्तर पर, इसका आमतौर पर मतलब होता है दौड़ से पहले दोहराई जा सकने वाली लाइन क्लीयरेंस जांच, स्टेशन पर पैकेजिंग सामग्री का नियंत्रित उपयोग, और रिकॉर्ड दिखाते हैं कि क्या जाँच की गई और कब.
उपकरण डिज़ाइन भी मायने रखता है. एफडीए का सीजीएमपी उपकरण मार्गदर्शन इस बात पर प्रकाश डालता है कि उपकरण अपने इच्छित उपयोग के लिए उपयुक्त होना चाहिए और सफाई और रखरखाव दिनचर्या का समर्थन करना चाहिए, जो विशेष रूप से प्रासंगिक है जब आप कागज की धूल और गर्म-पिघले गोंद को संभालते हैं. (हम. खाद्य और औषधि प्रशासन)
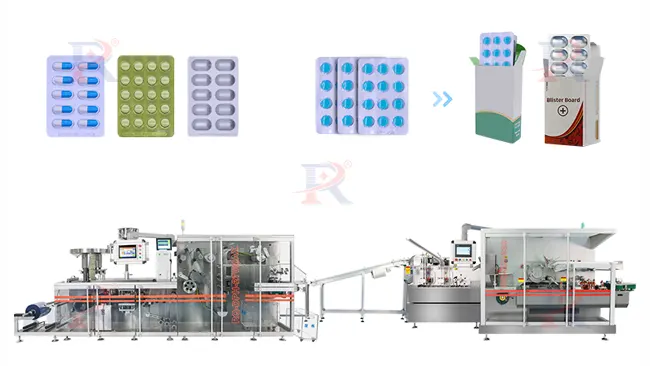
लाइन एकीकरण: कार्टनर को ब्लिस्टर या बोतल
ए कार्टनिंग मशीन शायद ही कभी एक स्टैंडअलोन खरीदारी होती है. अधिकांश लाइनें ब्लिस्टरिंग या बॉटलिंग से डिब्बों को खिलाती हैं, फिर तैयार डिब्बों को केस पैकिंग में भेजें.
ब्लिस्टर-टू-कार्टनर परियोजनाओं के लिए, एकीकरण अक्सर साफ-सुथरी टाइमिंग और सौम्य हैंडलिंग के बारे में होता है ताकि कार्ड मुड़ें या घिसें नहीं. यहीं पर ए ब्लिस्टर पैकिंग मशीन यदि डिस्चार्ज ओरिएंटेशन सुसंगत है तो विकल्प हैंडऑफ़ को सरल बना सकता है.
बॉटलिंग लाइनों की गिनती अधिक परिवर्तनशील हो सकती है क्योंकि कैपिंग पर अपस्ट्रीम स्टॉप होता है, लेबलिंग, या संचय. एक छोटी संचय तालिका या बफर अक्सर कार्टिंग अपटाइम में सुधार करता है, और एक अस्तबल के साथ युग्मित करना टैबलेट गिनने की मशीन हैंडऑफ़ को पूर्वानुमानित बनाए रखने में मदद करता है.
डाउनस्ट्रीम, कार्टन केस पैकिंग में जा सकते हैं, जांचना, या पैलेटाइज़िंग. यदि डाउनस्ट्रीम स्वचालित है, कार्टन का अभिविन्यास और रिक्ति अगली मशीन से मेल खाना चाहिए. यदि डाउनस्ट्रीम मैनुअल है, क्षति और पुनः कार्य से बचने के लिए डिस्चार्ज स्थिर और एर्गोनोमिक होना चाहिए.
कई टीमों के लिए, पूर्ण लाइन प्रवाह से शुरू करना और फिर उसमें फिट होने वाले कार्टनर प्रकार को चुनना आसान है. यहीं है एकीकृत लाइनें योजना बनाने से बाद में दोबारा काम करने से रोका जा सकता है.
कार्टोनिंग मशीन कैसे चुनें
एक बार जब आप अपना प्रारूप लॉक कर लेते हैं और प्रकार के ट्रेडऑफ़ को समझ लेते हैं तो चयन आसान हो जाता है.
उत्पाद आकार सीमा की पुष्टि करके प्रारंभ करें, कार्टन आकार सीमा, समापन शैली, और आवश्यकताएँ सम्मिलित करें. फिर स्थानांतरण के दौरान उत्पाद की स्थिर स्थिति के साथ ओरिएंटेशन और लोडिंग शैली का मिलान करें.
अगला, परिवर्तन की वास्तविकता के आधार पर गति शैली चुनें. यदि प्रारूप अक्सर बदलते रहते हैं, दोहराने योग्य सेटअप और स्पष्ट समायोजन को प्राथमिकता दें. यदि रन लंबे हैं और गति प्राथमिकता है, स्थिर इनफ़ीड और कार्टन स्थिरता पर ध्यान केंद्रित करें जो उच्च गति बैंड का समर्थन करता है.

अंत में, मूल्यांकन करें कि आपूर्तिकर्ता सेटअप कैसे समझाता है. एक मजबूत आपूर्तिकर्ता यह बता सकता है कि इरेक्शन को कैसे व्यवस्थित किया जाता है, प्रविष्टि को कैसे सिंक्रनाइज़ किया जाता है, इन्सर्ट पिक को कैसे स्थिर किया जाता है, और अस्वीकृति तर्क कैसे सेट किया जाता है. वह स्पष्टीकरण अक्सर किसी स्पेक शीट की तुलना में कमीशनिंग की सफलता की बेहतर भविष्यवाणी करता है.
जब आप कॉन्फ़िगरेशन की तुलना करने के लिए तैयार हों, जैसे उत्पाद-श्रेणी पृष्ठ का उपयोग करें कार्टनिंग मशीन कार्टन आकार के अनुसार शॉर्टलिस्ट करने के लिए, लोडिंग शैली, और स्पीड बैंड.
निष्कर्ष
ए कार्टनिंग मशीन पैकेजिंग लाइन में संरचना और नियंत्रण जोड़ता है, लेकिन यह केवल हैंडऑफ़ और इसके आस-पास की सामग्रियों के समान ही प्रदर्शन करता है. सबसे विश्वसनीय सेटअप मशीन के प्रकार से उत्पाद ओरिएंटेशन से मेल खाते हैं, कार्टन शैली, आवश्यकताओं को सम्मिलित करें, और अपस्ट्रीम स्थिरता.
पहले स्थिर दौड़ना चुनें, फिर धक्का की गति. जब डिब्बे वर्गाकार खड़े हो जाते हैं, इनफ़ीड टाइमिंग को नियंत्रित किया जाता है, inserts feed cleanly, और सत्यापन तर्क स्पष्ट है, कार्टनिंग एक दैनिक बाधा के बजाय एक भरोसेमंद अंतिम चरण बन जाती है.
अक्सर पूछे जाने वाले प्रश्न
1) कार्टनिंग मशीन का उपयोग किस लिए किया जाता है??
कार्टनिंग मशीन का उपयोग मुख्य रूप से फफोले को लोड करने के लिए किया जाता है, बोतलों, कागज के बक्सों में छड़ियाँ और अन्य उत्पाद. यह डिब्बों को खोलता है, उत्पाद लोड करता है (और यदि आवश्यक हो तो सम्मिलित करता है), डिब्बों को बंद कर देता है, और बुनियादी जांच में विफल रहने वाले पैक को अस्वीकार कर देता है.
2) रुक-रुक कर बनाम निरंतर गति: सबसे ज्यादा क्या बदलता है?
जब प्रारूप अक्सर बदलते रहते हैं तो रुक-रुक कर गति करना अक्सर आसान होता है. निरंतर गति उच्च गति बैंड तक पहुंच सकती है लेकिन स्थिर समय और सख्त कार्टन स्थिरता की मांग करती है.
3) कार्टनर जाम क्यों हो जाते हैं?, और पहला समाधान क्या है??
कार्टन भिन्नता और सेटअप बहाव सामान्य कारण हैं. वेरिएबल को अलग करने का एक तेज़ तरीका सेटिंग्स को अपरिवर्तित रखते हुए एक अलग बैच या आपूर्तिकर्ता से डिब्बों का परीक्षण करना है.
4) क्या मुझे पत्रक प्रविष्टि की आवश्यकता है, और क्या चीज़ इसे विश्वसनीय बनाती है?
यदि आपके बाज़ार के लिए पत्रक की आवश्यकता है, पिक सत्यापन की पुष्टि करें, डबल-शीट का पता लगाना, और कागज़ भिन्नता के लिए समायोजनशीलता.
5) कार्टिंग के लिए कौन सी आईपीसी जाँच सबसे अधिक मायने रखती है?
कोड की शुद्धता/पठनीयता, पत्रक उपस्थिति (यदि आवश्यक हुआ), समापन अखंडता, और रुझानों को अस्वीकार करना लगातार चलने वाली सबसे व्यावहारिक जांच है.
8) एक कार्टनिंग मशीन ब्लिस्टर या बॉटलिंग लाइनों के साथ कैसे एकीकृत होती है?
एकीकरण समय पर निर्भर करता है, बफ़र हो, और अभिविन्यास. एक छोटा बफर अक्सर कार्टनर को अपस्ट्रीम माइक्रो-स्टॉप से बचाकर अपटाइम में सुधार करता है.
संदर्भ
- एफडीए: वर्तमान अच्छे विनिर्माण अभ्यास आवश्यकताओं पर प्रश्न और उत्तर | उपकरण.
- 21 सीएफआर § 211.130 पैकेजिंग और लेबलिंग संचालन