En la fabricación farmacéutica y nutracéutica., La precisión no es un lujo, es una necesidad regulatoria y comercial.. Ya sea para contar tabletas, cápsulas, chiceles suaves, o gomoso, Los fabricantes deben asegurarse de que cada botella que sale de la línea de producción contenga la cantidad correcta y cumpla con estrictos estándares de calidad..
Una máquina de conteo visual representa un avance importante respecto a las tradicionales. máquina de conteo fotoeléctrica. Al integrar la óptica, electrónica, algoritmos de software, y control mecanico, logra un conteo preciso, detección de defectos en tiempo real, y rechazo automático, todo a alta velocidad.
Este artículo explica, de manera estructurada y técnica, Cómo realiza el conteo una máquina de conteo visual, inspección, y rechazo, y por qué se ha convertido en una solución preferida en industrias reguladas.
1. Adquisición de imágenes y conversión de señales
El primer paso en el conteo visual es obtener una imagen libre de distorsiones., Imagen de alta resolución de materiales en rápido movimiento.. Sin datos de imagen de alta calidad, Los algoritmos posteriores no pueden funcionar de manera confiable..
1.1 Sistema de imágenes ópticas e iluminación.
Cuando las tabletas o cápsulas pasan por la zona de detección, a menudo en un canal de caída libre estilo cascada, el sistema activa una cámara industrial.. Sin embargo, la cámara por sí sola es insuficiente. La iluminación controlada es fundamental.
Las configuraciones de iluminación comunes incluyen:
Luces de techo para una supresión uniforme de los reflejos
Retroiluminación para extracción de contornos.
Iluminación coaxial para la detección de defectos en superficies.
Iluminación espectral (realzado en rojo) para mejorar el contraste en colores específicos de tabletas
El propósito es eliminar la interferencia de la luz ambiental y crear un contraste consistente entre el objeto y el fondo.. En la producción farmacéutica, Incluso una pequeña inconsistencia en la iluminación puede provocar una detección falsa o defectos perdidos..
1.2 De la señal óptica a la imagen digital
Dentro de la cámara, Millones de píxeles en el sensor CCD convierten los fotones reflejados en señales eléctricas analógicas.. Estas señales pasan a través de un convertidor analógico a digital. (CAD), convertirse en escala de grises digital o datos de color.
El resultado es una imagen digital codificada en binario compuesta de valores de intensidad de píxeles, esencialmente una matriz de datos estructurados que representa el objeto físico..
Esta transformación, de datos ligeros a datos digitales estructurados, es la base de toda la lógica de conteo..
1.3 Implementación de la lógica de conteo
Una vez adquirida la imagen digital, una computadora industrial (IPC) lo procesa en tiempo real.
Los pasos principales del procesamiento de imágenes incluyen:
Segmentación de umbral: separar el objeto del fondo
Detección de bordes: identificación de contornos
Filtrado morfológico: eliminación del ruido.
Análisis de componentes conectados: aislamiento de objetos individuales
Cada objeto reconocido se registra como una unidad contable.. A diferencia de los sistemas basados en el peso, El conteo visual no se ve afectado por las variaciones de masa de las tabletas individuales..
Los sistemas avanzados pueden superar 1000 piezas por segundo, incluso en condiciones de cascada de alta velocidad. Sofisticados algoritmos de segmentación permiten separar digitalmente tabletas superpuestas, manteniendo la precisión del conteo.
2. Reconocimiento de características e inspección de calidad
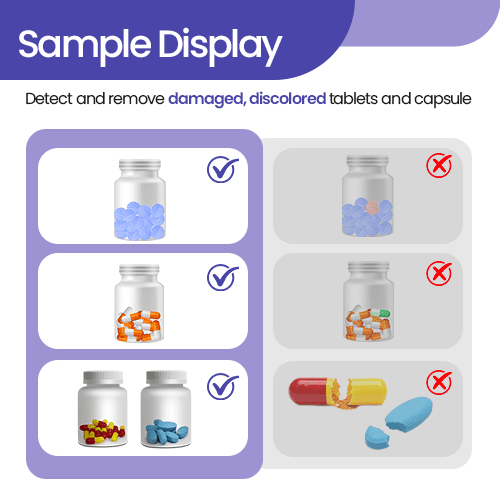
La ventaja definitoria de una máquina de conteo por visión sobre los contadores fotoeléctricos tradicionales es su capacidad de inspección.. No sólo cuenta: evalúa la calidad.
2.1 Extracción de características morfológicas
Antes de confirmar cada unidad como válida, el sistema extrae múltiples características dimensionales y las compara con una plantilla de "receta" predefinida.
Los parámetros medibles comunes incluyen: área (recuento de píxeles), longitud del perímetro, relaciones de largo y ancho, redondez (coeficiente de circularidad), relación de aspecto
Si los parámetros geométricos de un objeto detectado quedan fuera de los rangos de tolerancia aceptables, esta clasificado como defectuoso.
Por ejemplo:
Área menor que el umbral → fragmento roto
Área mayor que el umbral → tabletas superpuestas
Circularidad irregular → tableta astillada
2.2 Análisis de color y escala de grises
En la fabricación farmacéutica, la uniformidad del color es fundamental. Las variaciones pueden indicar problemas de recubrimiento., contaminación, o degradación.
Análisis de sistemas de visión.:
Distribución de color RGB o HSV
Desviación de color localizada (puntos negros, manchas amarillas)
Consistencia de color global frente a la plantilla estándar
Si la desviación del color excede las tolerancias preestablecidas, el objeto está marcado.
2.3 Detección de objetos superpuestos y materias extrañas
Los sistemas fotoeléctricos tradicionales luchan con tabletas superpuestas o apiladas. Los sistemas de visión avanzados, especialmente aquellos que integran el aprendizaje profundo de IA, pueden diferenciar:
Tabletas superpuestas pero intactas aceptables
Partículas extrañas mezcladas
Fragmentos rotos
Contaminación del cabello o la fibra.
Los modelos de aprendizaje profundo entrenados en conjuntos de datos de defectos mejoran el reconocimiento en entornos complejos, Reducir los falsos positivos y mejorar la sensibilidad de detección..
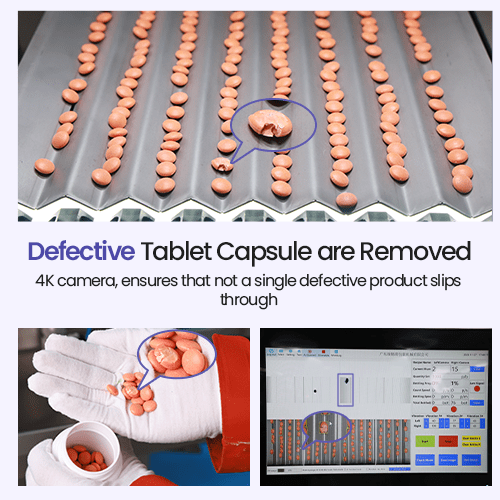
3. Seguimiento de defectos y ejecución de rechazos
La inspección por sí sola es insuficiente. Una vez que se identifica un defecto, El sistema debe eliminar físicamente la producción afectada sin interrumpir el flujo de producción..
3.1 Lógica de decisión y seguimiento de posición
Después de la inspección, el IPC transmite los resultados de la detección a un controlador PLC. El PLC calcula el tiempo de viaje preciso necesario para que el artículo defectuoso (o la botella que lo contiene) llegue a la estación de rechazo..
Esto requiere:
Sincronización del codificador
Monitoreo de la velocidad del transportador
Comunicación en tiempo real entre IPC y PLC.
La precisión del tiempo suele ser de milisegundos..
3.2 Mecanismos de rechazo
Dependiendo del diseño del sistema, El rechazo puede ocurrir en dos niveles.:
Eliminación de artículos individuales (mediante chorro de aire o brazo robótico)
Rechazo a nivel de botella (Se retira toda la botella si se detecta un recuento incorrecto o un defecto.)
Las tecnologías de rechazo comunes incluyen:
Sistemas neumáticos de soplado de aire.
Empujadores mecánicos servoaccionados
Brazos robóticos para un manejo delicado
El objetivo es la segregación absoluta del producto no conforme manteniendo al mismo tiempo un rendimiento ininterrumpido..
4. Arquitectura central integrada
Una máquina de conteo visual integra múltiples subsistemas en una unidad coordinada:
| Etapa central | Tecnologías clave | Resultado funcional |
| Adquisición de imágenes | cámara industrial, óptica de precisión, iluminación LED, CAD | Convierte el reflejo óptico en una imagen digital de alta resolución. |
| Cálculo & Tratamiento | Algoritmos de segmentación de imágenes, análisis de morfología | Identifica y cuenta objetos con precisión a alta velocidad. |
| Inspección de características | Análisis del espacio de color, comparación geométrica, Aprendizaje profundo de IA | Detecta defectos como roturas, deformación, contaminación |
| Ejecución de rechazo | control PLC, servomotores, actuadores robóticos | Elimina artículos o botellas no conformes |
Esta arquitectura de circuito cerrado garantiza que las decisiones de detección se traduzcan inmediatamente en acciones mecánicas..
5. Por qué el conteo visual es superior a los métodos de conteo tradicionales
Desde un punto de vista operativo y regulatorio, El conteo visual ofrece ventajas mensurables.:
Precisión Independencia de la variación de peso
A diferencia de los contadores basados en peso, Los sistemas visuales no se basan en supuestos de equivalencia de masa..
Capacidad de detección de defectos
Los sistemas fotoeléctricos detectan presencia; Los sistemas de visión evalúan la calidad..
Soporte de Cumplimiento Normativo
Con registro de datos integrado, Los sistemas pueden interactuar con MES/ERP para lograr trazabilidad y preparación para auditorías, un requisito esencial en industrias reguladas..
Escalabilidad e inteligencia
Las actualizaciones basadas en IA permiten una mejora continua sin cambios importantes de hardware.
6. Desempeño en la Producción Farmacéutica y Nutracéutica
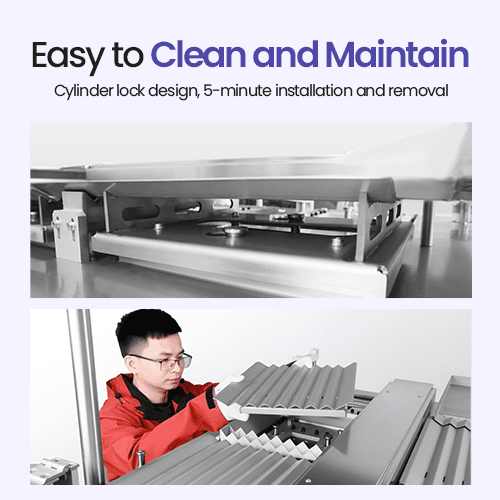
En líneas de envasado de comprimidos y cápsulas., El conteo de alta velocidad debe coexistir con: Garantía de calidad sin defectos, Cumplimiento de la limpieza y la higiene., Estabilidad a largo plazo bajo operación continua;
Las máquinas de conteo visual están diseñadas para cumplir: Requisitos de producción cGMP, Operación de alta velocidad que excede 1000 piezas/seg, Cambio rápido de productos mediante la gestión de recetas almacenadas;
Combinando imágenes en tiempo real, análisis inteligente, y control preciso del rechazo, transforman el conteo de un proceso de medición pasivo a una etapa activa de control de calidad.
Conclusión: De “Ver” a “Decidir” a “Actuar”
Una máquina de conteo visual opera a través de tres fases estrechamente integradas:
Ver: la adquisición de imágenes de alta resolución convierte objetos físicos en señales digitales.
Decidir: los algoritmos y la IA evalúan la cantidad y la calidad simultáneamente.
Actuación: los mecanismos controlados por PLC eliminan la salida defectuosa en tiempo real.
Esta integración óptico-mecánica-eléctrica-computacional permite alta velocidad, alta precisión, y procesamiento de alta inteligencia de materiales complejos.
Para fabricantes farmacéuticos y nutracéuticos, el resultado no es simplemente un mejor recuento: es una mayor integridad del producto, riesgo de retirada reducido, y cumplimiento normativo reforzado.
En una industria donde la precisión define la credibilidad, Los sistemas de conteo por visión representan la evolución desde simples dispositivos de conteo hasta guardianes inteligentes de la calidad en la línea de producción..
 Saltar al contenido
Saltar al contenido