In pharmaceutical and nutraceutical manufacturing, precision is not a luxury—it is a regulatory and commercial necessity. Whether counting tablets, 캡슐, softgels, or gummy, manufacturers must ensure that every bottle leaving the production line contains the correct quantity and meets strict quality standards.
A vision counting machine represents a major advancement over traditional photoelectric counting machine. By integrating optics, electronics, software algorithms, and mechanical control, it achieves accurate counting, real-time defect detection, and automatic rejection—all at high speed.
This article explains, in a structured and technical manner, how a vision counting machine performs counting, 점검, and rejection, and why it has become a preferred solution in regulated industries.
1. Image Acquisition and Signal Conversion
The first step in visual counting is obtaining a distortion-free, high-resolution image of fast-moving materials. Without high-quality image data, downstream algorithms cannot perform reliably.
1.1 Optical Imaging System and Illumination
When tablets or capsules pass through the detection zone—often in a waterfall-style free-fall channel—the system triggers an industrial camera. 하지만, the camera alone is insufficient. Controlled illumination is critical.
Common lighting configurations include:
Dome lights for uniform reflection suppression
Backlights for contour extraction
Coaxial lighting for surface defect detection
Spectral lighting (red-enhanced) for improving contrast on specific tablet colors
The purpose is to eliminate ambient light interference and create consistent contrast between the object and background. In pharmaceutical production, even minor lighting inconsistency can lead to false detection or missed defects.
1.2 From Optical Signal to Digital Image
Inside the camera, millions of pixels in the CCD sensor convert reflected photons into analog electrical signals. These signals pass through an Analog-to-Digital Converter (ADC), becoming digital grayscale or color data.
The result is a binary-coded digital image composed of pixel intensity values—essentially a structured data matrix representing the physical object.
This transformation—from light to structured digital data—is the foundation of the entire counting logic.
1.3 Counting Logic Implementation
Once the digital image is acquired, an industrial computer (IPC) processes it in real time.
Core image-processing steps include:
Threshold segmentation – separating object from background
Edge detection – identifying contours
Morphological filtering – eliminating noise
Connected component analysis – isolating individual objects
Each recognized object is registered as a countable unit. Unlike weight-based systems, visual counting is not affected by individual tablet mass variations.
Advanced systems can exceed 1000 pieces per second, even under high-speed cascading conditions. Sophisticated segmentation algorithms allow overlapping tablets to be separated digitally, maintaining counting accuracy.
2. Feature Recognition and Quality Inspection
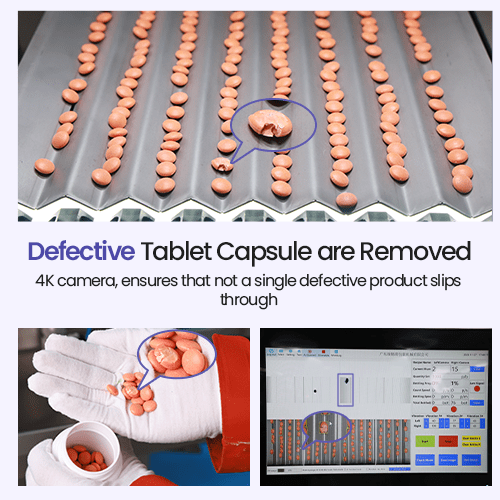
The defining advantage of a vision counting machine over traditional photoelectric counters is its inspection capability. It does not merely count—it evaluates quality.
2.1 Morphological Feature Extraction
Before confirming each unit as valid, the system extracts multiple dimensional features and compares them against a predefined “recipe” template.
Common measurable parameters include: area (pixel count), perimeter length, length and width ratios, roundness (circularity coefficient), aspect ratio
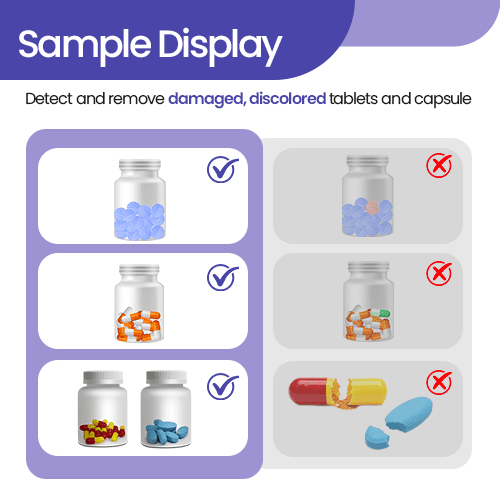
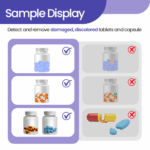
If a detected object’s geometric parameters fall outside acceptable tolerance ranges, it is classified as defective.
예를 들어:
Smaller-than-threshold area → broken fragment
Larger-than-threshold area → overlapping tablets
Irregular circularity → chipped tablet
2.2 Color and Grayscale Analysis
In pharmaceutical manufacturing, color uniformity is critical. Variations may indicate coating issues, 오염, or degradation.
Vision systems analyze:
RGB or HSV color distribution
Localized color deviation (black spots, yellow stains)
Global color consistency against standard template
If color deviation exceeds preset tolerances, the object is flagged.
2.3 Overlapping Objects and Foreign Matter Detection
Traditional photoelectric systems struggle with overlapping or stacked tablets. Advanced vision systems—especially those integrating AI deep learning—can differentiate:
Acceptable overlapping but intact tablets
Mixed foreign particles
Broken fragments
Hair or fiber contamination
Deep learning models trained on defect datasets improve recognition in complex environments, reducing false positives and improving detection sensitivity.
3. Defect Tracking and Rejection Execution
Inspection alone is insufficient. Once a defect is identified, the system must physically remove affected output without disrupting production flow.
3.1 Decision Logic and Position Tracking
After inspection, the IPC transmits detection results to a PLC controller. The PLC calculates the precise travel time required for the defective item—or the bottle containing it—to reach the rejection station.
This requires:
Encoder synchronization
Conveyor speed monitoring
Real-time communication between IPC and PLC
Timing precision is typically in milliseconds.
3.2 Rejection Mechanisms
Depending on system design, rejection may occur at two levels:
Individual item removal (via air jet or robotic arm)
Bottle-level rejection (entire bottle removed if incorrect count or defect detected)
Common rejection technologies include:
Pneumatic air blow systems
Servo-driven mechanical pushers
Robotic arms for delicate handling
The objective is absolute segregation of non-conforming product while maintaining uninterrupted throughput.
4. Integrated Core Architecture
A vision counting machine integrates multiple subsystems into a coordinated unit:
| Core Stage | Key Technologies | Functional Outcome |
| Image Acquisition | Industrial camera, precision optics, LED lighting, ADC | Converts optical reflection into high-resolution digital image |
| 계산 & Processing | Image segmentation algorithms, morphology analysis | Identifies and counts objects accurately at high speed |
| Feature Inspection | Color space analysis, geometric comparison, AI deep learning | Detects defects such as breakage, deformation, 오염 |
| Rejection Execution | PLC control, servo motors, robotic actuators | Removes non-conforming items or bottles |
This closed-loop architecture ensures that detection decisions immediately translate into mechanical action.
5. Why Vision Counting Is Superior to Traditional Counting Methods
From an operational and regulatory standpoint, vision-based counting offers measurable advantages:
Accuracy Independence from Weight Variation
Unlike weight-based counters, visual systems do not rely on mass equivalency assumptions.
Defect Detection Capability
Photoelectric systems detect presence; vision systems evaluate quality.
Regulatory Compliance Support
With integrated data logging, systems can interface with MES/ERP for traceability and audit readiness—an essential requirement in regulated industries.
Scalability and Intelligence
AI-based upgrades enable continuous improvement without major hardware changes.
6. Performance in Pharmaceutical and Nutraceutical Production
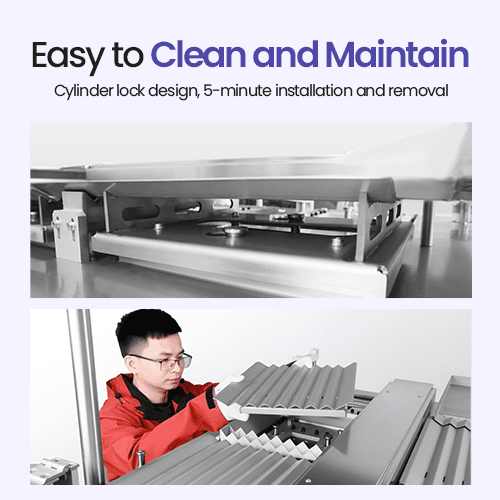
In tablet and capsule bottling lines, high-speed counting must coexist with: Zero-defect quality assurance, Cleanability and hygiene compliance, Long-term stability under continuous operation;
Vision couning machines are engineered to meet: cGMP production requirements, High-speed operation exceeding 1000 pcs/sec, Rapid product changeover through stored recipe management;
By combining real-time imaging, intelligent analysis, and precise rejection control, they transform counting from a passive measurement process into an active quality-control stage.
결론: From “Seeing” to “Deciding” to “Acting”
A vision counting machine operates through three tightly integrated phases:
Seeing – High-resolution image acquisition converts physical objects into digital signals.
Deciding – Algorithms and AI evaluate quantity and quality simultaneously.
Acting – PLC-controlled mechanisms remove defective output in real time.
This optical-mechanical-electrical-computational integration enables high-speed, high-accuracy, and high-intelligence processing of complex materials.
For pharmaceutical and nutraceutical manufacturers, the result is not merely improved counting—it is enhanced product integrity, reduced recall risk, and strengthened regulatory compliance.
In an industry where precision defines credibility, vision counting systems represent the evolution from simple counting devices to intelligent quality guardians on the production line.