1. 錠剤とカプセルの色が違うのはなぜですか?
の色彩 錠剤とカプセル 単に美観のためだけのものではありません。実用的なニーズと心理的効果の両方に応えるいくつかの重要な機能を果たします。
1) 識別と区別
医薬品で異なる色を使用する主な理由の一つは、薬剤を区別するためです。市場には数千種類もの医薬品があり、投与量、製剤、用途も様々です。そのため、独自の色を使用することで、医療従事者、薬剤師、そして患者は正しい薬剤を素早く識別することができます。これは、特に病院や介護施設など、複数の薬剤が投与される環境において、投薬ミスを防ぐ上で非常に重要です。

2) ブランド認知とマーケティング
市販薬において、色はブランドアイデンティティにおいて重要な役割を果たします。企業は、消費者が容易に認識できるよう、製品に独自のビジュアルアイデンティティを与えるために、特定の色を使用することがよくあります。例えば、鎮痛剤や風邪薬の特定のブランドには特定の色が使用されており、顧客が一目で好みの製品を識別するのに役立ちます。

3) 患者のコンプライアンス
色は、患者が処方薬をきちんと服用する意欲に影響を与える可能性があります。研究によると、錠剤が見た目に魅力的であったり、薬効との関連性があったりすると、患者は服薬スケジュールを守る可能性が高くなることが示されています。例えば、明るく大胆な色はより力強い印象を与えることが多く、柔らかな色調は安心感や優しさを喚起することがあります。

4) 心理的影響
色には心理的な効果があることが知られており、これは医薬品にも当てはまります。例えば:
- 赤またはオレンジ色の錠剤は、興奮剤や活力を与えるための薬によく使用されます。
- 青または緑の錠剤は、心を落ち着かせたり鎮静させたりする効果があります。
- 白いタブレットは、シンプルさと純粋さを暗示することが多いです。

これらの微妙なヒントは、薬の効果の認識をその本来の目的と一致させるのに役立ち、患者の体験を向上させます。
2. 色はどのように作られるのでしょうか?
錠剤やカプセルの色を作るには、科学、規制、そして芸術が融合する必要があります。そのプロセスは、薬剤が錠剤、カプセル、あるいはコーティング剤であるかによって異なりますが、以下に一般的な手順を概説します。
1) 承認された着色剤の選択
医薬品メーカーは、着色料の選択において厳格な規制ガイドラインを遵守する必要があります。米国FDA(食品医薬品局)や欧州EMA(欧州医薬品庁)などの規制当局によって承認された食品グレードの染料と顔料のみを使用できます。これには以下が含まれます。
- FD&C 色素などの合成染料 (例: FD&Cレッド 40 番号)。
- 天然着色料カロテノイドやクロロフィルなど。
- 鉱物系顔料例えば、白色の場合は二酸化チタン、赤色や黄色の場合は酸化鉄などです。

2) 着色剤と賦形剤を混合する
着色料が選定されると、錠剤やカプセルを形成する不活性成分である他の賦形剤と混合されます。これらの賦形剤は、着色料の均一な分布を保証し、錠剤の質感、安定性、および溶解性に貢献します。
3) 錠剤の着色コーティング
コーティング錠の場合、着色剤は外層の一部として塗布されます。このコーティングは、スプレーコーティングやフィルムコーティングなどの方法で実現できます。着色剤を含むポリマーベースの溶液を、錠剤を専用の機械で転がしながら噴霧することで、滑らかで均一な仕上がりを実現します。

4) カプセルシェルの着色
ハードシェル型、ソフトジェル型を問わず、カプセルは通常、ゼラチンまたはヒドロキシプロピルメチルセルロース(HPMC)などの植物由来の材料で作られています。シェルの製造過程では、ゼラチン溶液に液体染料を混ぜるか、粉末顔料を加えることで着色されます。また、キャップと本体を異なる色にすることでツートンカラーのデザインにすることもでき、薬剤の識別を容易にします。

5) 品質管理とテスト
着色錠剤やカプセル剤はすべて、一貫性を確保するために厳格な品質管理を受けています。色合い、均一、安定性といったパラメータを試験し、製品が仕様を満たしていることを確認しています。これにより、患者様には見た目に一貫性のある医薬品をお届けすることができ、これはブランドの完全性と患者の信頼にとって非常に重要です。

3. 機能性と安全性のバランス
医薬品において着色料は様々な用途で利用されていますが、その使用においては、美観と実用性に加え、最高水準の安全性と機能性を両立させる必要があります。製造業者は、着色料の使用が健康、安定性、そして包括性を損なうことなく、製品の品質向上につながるよう、様々な考慮事項に直面することになります。
1) 低アレルギー性に関する考慮事項
一部の患者様は、特定の着色料、特に合成着色料に対して過敏症やアレルギー反応を起こすことがあります。こうした状況に対処するため、製薬会社は着色料不使用または天然着色料を使用した代替品の提供をますます増やしています。例えば、小児用医薬品は、合成着色料と多動性などの副作用との関連性が懸念されるため、人工着色料を配合しない処方に変更されることがよくあります。同様に、既知のアレルギーを持つ方向けの医薬品には「着色料不使用」と明記されるようになり、アレルギー反応を起こしやすい患者様にとって、より安全な選択肢が確保されています。

2) 光過敏症
着色料は、特定の医薬品の安定性を保つ上で重要な役割を果たします。光に敏感な医薬品、例えば光分解しやすい有効成分を含む医薬品には、濃い色や不透明なコーティングが効果的です。これらのコーティングはバリアとして機能し、時間の経過とともに医薬品の効力や効果を低下させる可能性のある有害な光への曝露を防ぎます。例えば、透明または半透明の包装に保管されている医薬品は、保管および輸送中の医薬品の完全性を維持するために、堅牢な着色コーティングが施されている場合があります。これにより、患者は意図された効力と形態で医薬品を受け取ることができます。
3) 文化的および倫理的要因
今日のグローバル化した医薬品市場では、着色料の選択において、文化、食生活、倫理的な配慮が極めて重要です。伝統的に動物由来の副産物から作られるゼラチンカプセルは、特定の宗教団体やベジタリアンには適さない場合があります。こうした消費者のニーズに応えるため、メーカーはヒドロキシプロピルメチルセルロース(HPMC)などの植物由来の素材と、動物由来ではない色素を組み合わせて着色料として使用するケースが増えています。さらに、文化的な嗜好も色の選択に影響を与え、特定の地域では特定の色合いが肯定的な意味合いを想起させる場合があります。例えば、赤はある文化では活力を象徴しますが、別の文化では慎重さを連想させる場合があります。企業は処方をカスタマイズすることで、文化的な感受性に配慮し、多様な患者グループからの信頼と受容性を高めることができます。
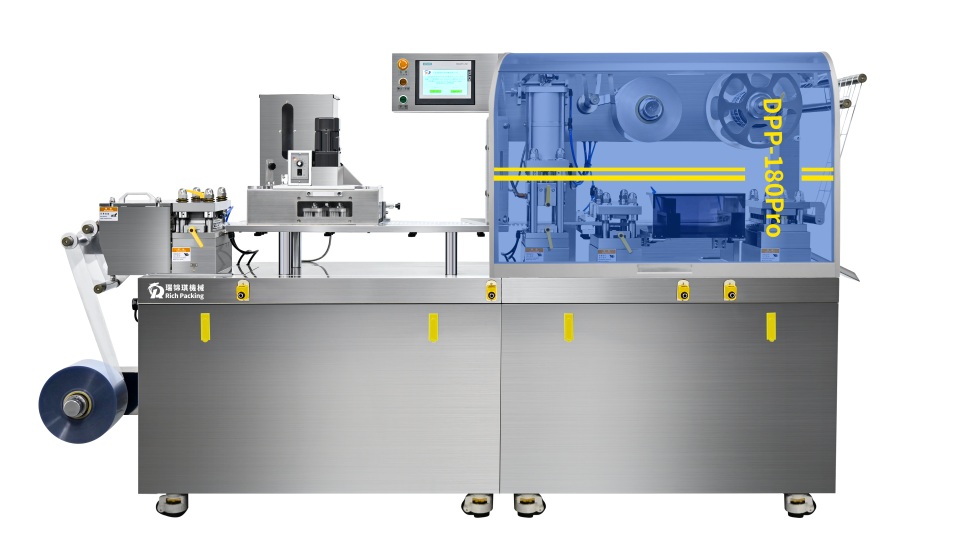
4 . 先進的な錠剤フィルムコーティング機のご紹介
その 錠剤フィルムコーティング機 現代の医薬品製造において不可欠なツールであり、錠剤の表面に均一で均一なコーティング層を塗布するために設計されています。この高度な装置は、錠剤の機能性と外観の両方を向上させ、高品質な仕上がりを保証します。 タブレットマシン および包装機械を統合し、シームレスな生産と優れた結果を保証します。
主な特徴
- 堅牢な仕様:バッチあたり最大 64 kg をサポートし、小規模および大規模生産の両方に適しており、熱風キャビネットにより一貫した空気の流れが確保され、正確な乾燥が実現します。
- 効率的な噴霧システム:高度なスプレーガンは、さまざまなデザインやバッチ サイズに合わせて設定を調整でき、正確で均一なコーティング塗布を実現します。
- 混合およびタンブリング機構:回転パンにより、錠剤が均等に回転して均一に塗布され、材料の無駄が最小限に抑えられ、高品質の仕上がりが保証されます。
- 高性能乾燥システム:統合された熱風システムは溶剤を効率的に蒸発させ、スプレーと同期してスムーズな凝固を実現し、排気システムは水分を効果的に除去します。
- カスタマイズ可能なコーティング層:段階的なスプレーと乾燥のサイクルにより、さまざまな保護、機能、または美観の用途に適したコーティングの厚さ、テクスチャ、外観を実現します。
このマシンの詳細については、下のビデオをクリックしてください。
5. 結論は
医薬品における色彩は、単なる美的選択にとどまりません。医薬品開発、ブランディング、そして患者体験において重要な要素です。識別や差別化の促進から、服薬コンプライアンスや心理的認知への影響まで、錠剤やカプセルの色彩の背後にある科学は、機能性と消費者エンゲージメントの相互作用を浮き彫りにしています。こうした状況において、錠剤フィルムコーティング機は市場のニーズに合った錠剤を製造する上で非常に重要です。 ルイダパッキングお客様に信頼性の高い機械と効率的なカスタマーサポートを提供することに尽力しております。コーティング技術を必要とする新製品の開発をお考えなら、当社の錠剤フィルムコーティング機が最適です。ご興味がございましたら、お気軽にお問い合わせください。 お問い合わせ.