When you walk down the aisles of a pharmacy or open a bottle of medication, the variety of colors on tablets and capsules is immediately apparent. From vibrant reds and blues to subtle whites and pastels, the color spectrum is as diverse as it is intriguing. But why are there so many colors, and what purpose do they serve? This article explores the reasons behind the use of colors in pharmaceuticals and the processes involved in creating these hues, shedding light on a fascinating aspect of drug development and consumer psychology.

1. ¿Por qué las tabletas y las cápsulas vienen en diferentes colores??
The colors of comprimidos y cápsulas are not merely for aesthetics; Cumplen varias funciones importantes que satisfacen tanto las necesidades prácticas como los efectos psicológicos..
1) Identification and Differentiation
One of the primary reasons for using different colors in pharmaceuticals is to distinguish one drug from another. With thousands of medications on the market, varying in dosage, formulación, and purpose, unique colors help healthcare providers, pharmacists, and patients quickly identify the correct drug. This is particularly crucial in preventing medication errors, especially in environments where multiple medications are administered, such as hospitals or nursing homes.

2) Brand Recognition and Marketing
For over-the-counter medications, color plays a significant role in brand identity. Companies often use specific colors to create a unique visual identity for their products, making them easily recognizable to consumers. Por ejemplo, certain brands of pain relievers or cold medicines are associated with specific colors, helping customers identify their preferred product at a glance.

3) Cumplimiento por parte del paciente
Colors can influence a patient’s willingness to take medication as prescribed. Studies have shown that patients are more likely to adhere to their medication schedule when tablets are visually appealing or have an association with efficacy. Por ejemplo, bright, bold colors are often perceived as more powerful, while softer tones may evoke a sense of safety or gentleness.

4) Psychological Impact
Colors are known to have psychological effects, and this extends to pharmaceuticals. Por ejemplo:
- Red or orange tabletsare often used for stimulants or medications intended to energize.
- Blue or green tabletsare associated with calming or sedative effects.
- White tabletsoften suggest simplicity and purity.

These subtle cues help align the perception of the drug’s effect with its intended purpose, enhancing the patient experience.
2. How Are the Colors Created?
Creating the colors of tablets and capsules involves a combination of science, regulation, and art. The process varies depending on whether the medication is a tablet, cápsula, or coated form, but the following steps outline the general procedure.
1) Selection of Approved Colorants
Pharmaceutical manufacturers must adhere to strict regulatory guidelines when selecting colorants. Only food-grade dyes and pigments approved by regulatory agencies, such as the FDA in the United States or EMA in Europe, can be used. These include:
- Synthetic dyes, such as FD&C colors (p.ej., FD&C Red No. 40).
- Natural colorants, like carotenoids or chlorophyll.
- Mineral-based pigments, such as titanium dioxide for white or iron oxides for red and yellow.

2) Mixing the Colorant with Excipients
Once the colorant is chosen, it is blended with other excipients—inactive ingredients that form the tablet or capsule. These excipients ensure the even distribution of color and contribute to the Tablet’s texture, estabilidad, y propiedades de disolución.
3) Color Coating for Tablets
For coated tablets, the color is applied as part of the outer layer. This coating can be achieved through processes like spray coating or film coating. A polymer-based solution containing the colorant is sprayed onto the tablet while it tumbles in a specialized machine, ensuring a smooth and even finish.

4) Capsule Shell Coloring
Cápsulas, whether hard-shell or soft-gel, are typically made of gelatin or plant-based materials like hydroxypropyl methylcellulose (HPMC). Color is added during the manufacturing of the shell, ya sea mezclando tintes líquidos con la solución de gelatina o agregando pigmentos en polvo. Las cápsulas también se pueden fabricar en diseños de dos tonos coloreando la tapa y el cuerpo de forma diferente., Ayuda adicional en la identificación de drogas..

5) Control de calidad y pruebas
Cada lote de tabletas o cápsulas coloreadas se somete a un riguroso control de calidad para garantizar la coherencia.. Parámetros como sombra., uniformidad, y la estabilidad se prueban para confirmar que el producto cumple con las especificaciones. Esto garantiza que los pacientes reciban medicamentos visualmente consistentes., Lo cual es fundamental para la integridad de la marca y la confianza del paciente..

3. Equilibrio entre funcionalidad y seguridad
Mientras que los colores tienen múltiples propósitos en el sector farmacéutico, su inclusión debe equilibrar los beneficios estéticos y prácticos con los más altos estándares de seguridad y funcionalidad.. Manufacturers face several considerations to ensure that the use of colorants enhances the product without compromising health, estabilidad, or inclusivity.
1) Hypoallergenic Considerations
Some patients may experience sensitivities or allergic reactions to specific dyes, especially synthetic ones. Para abordar esto, pharmaceutical companies are increasingly offering dye-free or naturally colored alternatives. Por ejemplo, children’s medications are often reformulated without artificial colors due to concerns about potential links between synthetic dyes and hyperactivity or other adverse effects. Similarmente, medications intended for individuals with known allergies are now labeled explicitly as “dye-free,” expanding accessibility and ensuring safer choices for sensitive patient populations.

2) Light Sensitivity
Los colorantes desempeñan un papel fundamental a la hora de salvaguardar la estabilidad de ciertos medicamentos.. Medicamentos sensibles a la luz, como aquellos que contienen ingredientes activos propensos a la fotodegradación, beneficiarse de recubrimientos más oscuros u opacos. Estos recubrimientos actúan como una barrera., prevenir la exposición a luz dañina que podría degradar la potencia y eficacia del medicamento con el tiempo. Por ejemplo, Los medicamentos almacenados en envases transparentes o semitransparentes pueden depender de un revestimiento de color resistente para mantener su integridad durante el almacenamiento y el transporte., garantizar que el paciente reciba el medicamento en la concentración y forma previstas.
3) Factores culturales y éticos
En el mercado farmacéutico globalizado actual, cultural, dietético, y las consideraciones éticas son primordiales al seleccionar colorantes. Cápsulas de gelatina, Elaborado tradicionalmente a partir de subproductos animales., may not be suitable for certain religious groups or vegetarians. To cater to these consumers, manufacturers increasingly use plant-based materials like hydroxypropyl methylcellulose (HPMC), combined with non-animal-derived pigments for coloration. Además, cultural preferences influence the choice of colors, with certain hues evoking positive connotations in specific regions—for instance, red might symbolize vitality in one culture but be associated with caution in another. By tailoring their formulations, companies can align with cultural sensitivities, enhancing trust and acceptance among diverse patient groups.
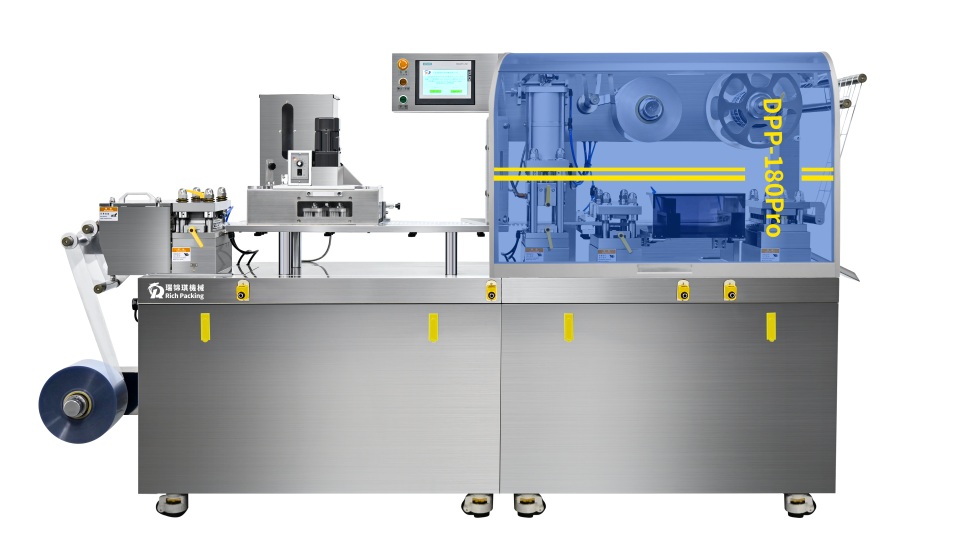
4 . Introducing Our Advanced Tablet Film Coating Machine
El Máquina de recubrimiento de película para tabletas is an essential tool in modern pharmaceutical production, designed to apply a controlled, uniform coating layer to the surface of tablets. This advanced equipment ensures high-quality finishes, enhancing both the functionality and appearance of the tablets. It serves as an indispensable partner to prensa de tabletas and packaging machines, ensuring seamless production and superior results.
Características principales
- Robust Specifications:Supports up to 64 kg per batch, suitable for both small and large-scale production, with a hot air cabinet ensuring consistent airflow for precise drying.
- Efficient Spraying System:Advanced spray guns provide precise, uniform coating application, with adjustable settings for different designs and batch sizes.
- Mixing and Tumbling Mechanism:Rotating pans ensure even tablet tumbling for uniform coverage, minimizing material waste and ensuring high-quality finishes.
- High-Performance Drying System:Integrated hot air systems efficiently evaporate solvents, synchronized with spraying for smooth solidification, while an exhaust system removes moisture effectively.
- Customizable Coating Build-Up:Gradual spraying and drying cycles achieve the desired coating thickness, texture, and appearance for diverse protective, functional, or aesthetic applications.
Please click the video below to learn more details about this machine.
5. Conclusión
Colors in pharmaceuticals are far more than an aesthetic choice—they are a vital aspect of drug development, herrada, and patient experience. From aiding identification and differentiation to influencing compliance and psychological perception, the science behind tablet and capsule shades highlights the interplay between functionality and consumer engagement. Under this circumstance, the tablet film coating machine is very important for making the tablets that suits the market’s need. At Embalaje Ruida, we are dedicated in proving our customers reliable machines and efficient customer’s support. If you are developing some new products that needs such coating technique, our tablet film coating machine is your perfect choice. If you are interested, please feel free to Contáctanos.