फार्मास्युटिकल और न्यूट्रास्युटिकल विनिर्माण में, परिशुद्धता कोई विलासिता नहीं है - यह एक नियामक और व्यावसायिक आवश्यकता है. चाहे गोलियाँ गिनती हो, कैप्सूल, softgels, या चिपचिपा, निर्माताओं को यह सुनिश्चित करना होगा कि उत्पादन लाइन से निकलने वाली प्रत्येक बोतल में सही मात्रा हो और सख्त गुणवत्ता मानकों को पूरा किया जाए.
दृष्टि गणना मशीन पारंपरिक की तुलना में एक बड़ी प्रगति का प्रतिनिधित्व करती है फोटोइलेक्ट्रिक काउंटिंग मशीन. प्रकाशिकी को एकीकृत करके, इलेक्ट्रानिक्स, सॉफ्टवेयर एल्गोरिदम, और यांत्रिक नियंत्रण, यह सटीक गणना प्राप्त करता है, वास्तविक समय दोष का पता लगाना, और स्वचालित अस्वीकृति—सब कुछ तेज़ गति से.
यह लेख बताता है, संरचित और तकनीकी तरीके से, एक दृष्टि गिनती मशीन कैसे गिनती करती है, निरीक्षण, और अस्वीकृति, और यह विनियमित उद्योगों में एक पसंदीदा समाधान क्यों बन गया है.
1. छवि अधिग्रहण और सिग्नल रूपांतरण
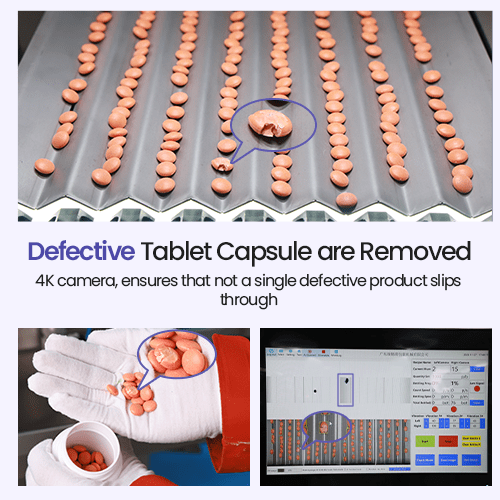
दृश्य गिनती में पहला कदम विरूपण-मुक्त प्राप्त करना है, तेज़ गति से चलने वाली सामग्रियों की उच्च-रिज़ॉल्यूशन छवि. उच्च गुणवत्ता वाली छवि डेटा के बिना, डाउनस्ट्रीम एल्गोरिदम विश्वसनीय रूप से कार्य नहीं कर सकता.
1.1 ऑप्टिकल इमेजिंग सिस्टम और रोशनी
जब टैबलेट या कैप्सूल डिटेक्शन ज़ोन से गुजरते हैं - अक्सर झरने-शैली के फ्री-फ़ॉल चैनल में - सिस्टम एक औद्योगिक कैमरा चालू करता है. तथापि, अकेले कैमरा अपर्याप्त है. नियंत्रित रोशनी महत्वपूर्ण है.
सामान्य प्रकाश विन्यास में शामिल हैं:
समान प्रतिबिंब दमन के लिए गुंबद रोशनी
समोच्च निष्कर्षण के लिए बैकलाइट
सतह दोष का पता लगाने के लिए समाक्षीय प्रकाश व्यवस्था
वर्णक्रमीय प्रकाश व्यवस्था (लाल-उन्नत) विशिष्ट टेबलेट रंगों पर कंट्रास्ट में सुधार के लिए
इसका उद्देश्य परिवेश प्रकाश हस्तक्षेप को खत्म करना और वस्तु और पृष्ठभूमि के बीच लगातार कंट्रास्ट बनाना है. फार्मास्युटिकल उत्पादन में, यहां तक कि प्रकाश की मामूली असंगतता भी गलत पहचान या चूक दोष का कारण बन सकती है.
1.2 ऑप्टिकल सिग्नल से लेकर डिजिटल इमेज तक
कैमरे के अंदर, सीसीडी सेंसर में लाखों पिक्सेल परावर्तित फोटॉनों को एनालॉग विद्युत संकेतों में परिवर्तित करते हैं. ये सिग्नल एनालॉग-टू-डिजिटल कनवर्टर से होकर गुजरते हैं (एडीसी), डिजिटल ग्रेस्केल या रंगीन डेटा बनना.
परिणाम पिक्सेल तीव्रता मानों से बनी एक बाइनरी-कोडित डिजिटल छवि है - अनिवार्य रूप से भौतिक वस्तु का प्रतिनिधित्व करने वाला एक संरचित डेटा मैट्रिक्स.
यह परिवर्तन - प्रकाश से संरचित डिजिटल डेटा तक - संपूर्ण गिनती तर्क की नींव है.
1.3 तर्क कार्यान्वयन की गिनती
एक बार डिजिटल छवि प्राप्त हो जाने के बाद, एक औद्योगिक कंप्यूटर (भारतीय दंड संहिता) इसे वास्तविक समय में संसाधित करता है.
मुख्य छवि-प्रसंस्करण चरणों में शामिल हैं:
दहलीज विभाजन - वस्तु को पृष्ठभूमि से अलग करना
किनारे का पता लगाना - आकृति की पहचान करना
रूपात्मक फ़िल्टरिंग - शोर को खत्म करना
कनेक्टेड घटक विश्लेषण - व्यक्तिगत वस्तुओं को अलग करना
प्रत्येक मान्यता प्राप्त वस्तु एक गणनीय इकाई के रूप में पंजीकृत है. वज़न-आधारित प्रणालियों के विपरीत, दृश्य गिनती व्यक्तिगत टैबलेट द्रव्यमान भिन्नता से प्रभावित नहीं होती है.
उन्नत प्रणालियाँ इससे अधिक हो सकती हैं 1000 प्रति सेकंड टुकड़े, यहां तक कि हाई-स्पीड कैस्केडिंग परिस्थितियों में भी. परिष्कृत विभाजन एल्गोरिदम ओवरलैपिंग टैबलेट को डिजिटल रूप से अलग करने की अनुमति देते हैं, गिनती की सटीकता बनाए रखना.
2. फ़ीचर पहचान और गुणवत्ता निरीक्षण
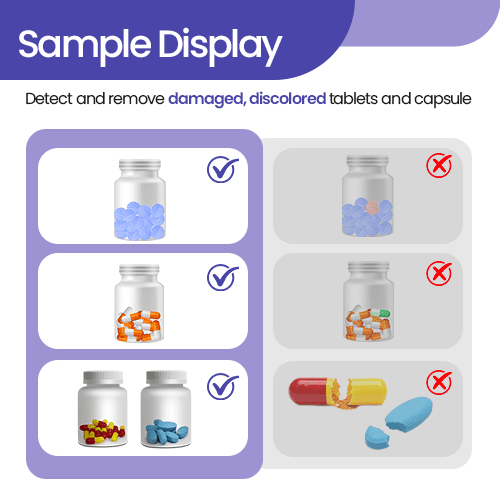
पारंपरिक फोटोइलेक्ट्रिक काउंटरों की तुलना में दृष्टि गणना मशीन का निर्णायक लाभ इसकी निरीक्षण क्षमता है. यह केवल गिनती नहीं करता-यह गुणवत्ता का मूल्यांकन करता है.
2.1 रूपात्मक विशेषता निष्कर्षण
प्रत्येक इकाई को वैध मानने से पहले, सिस्टम कई आयामी विशेषताएं निकालता है और उनकी तुलना पूर्वनिर्धारित "रेसिपी" टेम्पलेट से करता है.
सामान्य मापने योग्य मापदंडों में शामिल हैं: क्षेत्र (पिक्सेल गिनती), परिधि की लंबाई, लंबाई और चौड़ाई का अनुपात, गोलाई (वृत्ताकारता गुणांक), आस्पेक्ट अनुपात
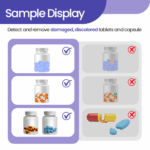
यदि किसी ज्ञात वस्तु के ज्यामितीय पैरामीटर स्वीकार्य सहनशीलता सीमा से बाहर आते हैं, इसे दोषपूर्ण के रूप में वर्गीकृत किया गया है.
उदाहरण के लिए:
सीमा से छोटा क्षेत्र → टूटा हुआ टुकड़ा
सीमा से बड़ा क्षेत्र → अतिव्यापी गोलियाँ
अनियमित गोलाकारता → चिपकी हुई गोली
2.2 रंग और ग्रेस्केल विश्लेषण
फार्मास्युटिकल निर्माण में, रंग एकरूपता महत्वपूर्ण है. भिन्नताएं कोटिंग संबंधी समस्याओं का संकेत दे सकती हैं, दूषण, या पतन.
विज़न सिस्टम विश्लेषण करते हैं:
आरजीबी या एचएसवी रंग वितरण
स्थानीयकृत रंग विचलन (काले धब्बे, पीले दाग)
मानक टेम्पलेट के विरुद्ध वैश्विक रंग स्थिरता
यदि रंग विचलन पूर्व निर्धारित सहनशीलता से अधिक है, वस्तु को ध्वजांकित किया गया है.
2.3 ओवरलैपिंग ऑब्जेक्ट और विदेशी पदार्थ का पता लगाना
पारंपरिक फोटोइलेक्ट्रिक सिस्टम ओवरलैपिंग या स्टैक्ड टैबलेट के साथ संघर्ष करते हैं. उन्नत दृष्टि प्रणालियाँ—विशेषकर वे जो एआई गहन शिक्षण को एकीकृत करती हैं—अंतर कर सकती हैं:
स्वीकार्य ओवरलैपिंग लेकिन अक्षुण्ण गोलियाँ
मिश्रित विदेशी कण
टूटे हुए टुकड़े
बाल या फाइबर संदूषण
दोष डेटासेट पर प्रशिक्षित गहन शिक्षण मॉडल जटिल वातावरण में पहचान में सुधार करते हैं, झूठी सकारात्मकता को कम करना और पहचान संवेदनशीलता में सुधार करना.
3. दोष ट्रैकिंग और अस्वीकृति निष्पादन
अकेले निरीक्षण अपर्याप्त है. एक बार दोष की पहचान हो जाती है, सिस्टम को उत्पादन प्रवाह को बाधित किए बिना प्रभावित आउटपुट को भौतिक रूप से हटाना होगा.
3.1 निर्णय तर्क और स्थिति ट्रैकिंग
निरीक्षण के बाद, आईपीसी पहचान परिणामों को पीएलसी नियंत्रक तक पहुंचाता है. पीएलसी दोषपूर्ण वस्तु - या उसमें मौजूद बोतल - को अस्वीकृति स्टेशन तक पहुंचने के लिए आवश्यक सटीक यात्रा समय की गणना करता है.
इस आवश्यकता है:
एनकोडर तुल्यकालन
कन्वेयर गति की निगरानी
आईपीसी और पीएलसी के बीच वास्तविक समय संचार
समय की सटीकता आमतौर पर मिलीसेकंड में होती है.
3.2 अस्वीकृति तंत्र
सिस्टम डिज़ाइन पर निर्भर करता है, अस्वीकृति दो स्तरों पर हो सकती है:
व्यक्तिगत आइटम हटाना (एयर जेट या रोबोटिक आर्म के माध्यम से)
बोतल-स्तर की अस्वीकृति (गलत गिनती या खराबी पाए जाने पर पूरी बोतल हटा दी जाती है)
सामान्य अस्वीकृति तकनीकों में शामिल हैं:
वायवीय वायु प्रवाह प्रणाली
सर्वो-चालित यांत्रिक पुशर
नाजुक संचालन के लिए रोबोटिक हथियार
इसका उद्देश्य निर्बाध थ्रूपुट को बनाए रखते हुए गैर-अनुरूप उत्पाद को पूर्ण रूप से अलग करना है.
4. इंटीग्रेटेड कोर आर्किटेक्चर
एक दृष्टि गिनती मशीन कई उपप्रणालियों को एक समन्वित इकाई में एकीकृत करती है:
| कोर स्टेज | प्रमुख प्रौद्योगिकियाँ | कार्यात्मक परिणाम |
| छवि अधिग्रहण | औद्योगिक कैमरा, सटीक प्रकाशिकी, प्रकाश नेतृत्व, एडीसी | ऑप्टिकल प्रतिबिंब को उच्च-रिज़ॉल्यूशन डिजिटल छवि में परिवर्तित करता है |
| गिनती & प्रसंस्करण | छवि विभाजन एल्गोरिदम, आकृति विज्ञान विश्लेषण | तेज़ गति से वस्तुओं को सटीकता से पहचानता और गिनता है |
| फ़ीचर निरीक्षण | रंग स्थान विश्लेषण, ज्यामितीय तुलना, एआई गहन शिक्षा | टूट-फूट जैसे दोषों का पता लगाता है, विकृति, दूषण |
| अस्वीकृति निष्पादन | पीएलसी नियंत्रण, सर्वो मोटर्स, रोबोटिक एक्चुएटर्स | गैर-अनुरूप वस्तुओं या बोतलों को हटा देता है |
यह बंद-लूप आर्किटेक्चर सुनिश्चित करता है कि पता लगाने के निर्णय तुरंत यांत्रिक कार्रवाई में तब्दील हो जाएं.
5. दृष्टि गणना पारंपरिक गणना पद्धतियों से बेहतर क्यों है?
परिचालन और नियामक दृष्टिकोण से, दृष्टि-आधारित गिनती मापने योग्य लाभ प्रदान करती है:
वजन भिन्नता से सटीकता स्वतंत्रता
वज़न-आधारित काउंटरों के विपरीत, विज़ुअल सिस्टम बड़े पैमाने पर तुल्यता मान्यताओं पर भरोसा नहीं करते हैं.
दोष का पता लगाने की क्षमता
फोटोइलेक्ट्रिक सिस्टम उपस्थिति का पता लगाते हैं; विज़न सिस्टम गुणवत्ता का मूल्यांकन करते हैं.
विनियामक अनुपालन समर्थन
एकीकृत डेटा लॉगिंग के साथ, सिस्टम ट्रेसबिलिटी और ऑडिट तैयारी के लिए एमईएस/ईआरपी के साथ इंटरफेस कर सकता है - जो विनियमित उद्योगों में एक आवश्यक आवश्यकता है.
स्केलेबिलिटी और इंटेलिजेंस
एआई-आधारित अपग्रेड बड़े हार्डवेयर परिवर्तनों के बिना निरंतर सुधार को सक्षम बनाता है.
6. फार्मास्युटिकल और न्यूट्रास्युटिकल उत्पादन में प्रदर्शन
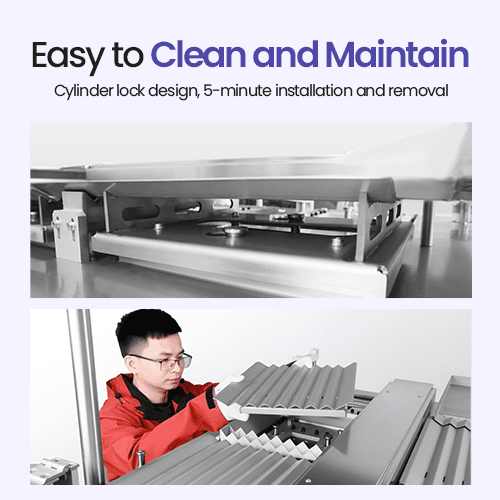
टैबलेट और कैप्सूल बॉटलिंग लाइनों में, उच्च गति की गिनती के साथ सह-अस्तित्व होना चाहिए: शून्य-दोष गुणवत्ता आश्वासन, साफ़-सफ़ाई और स्वच्छता का अनुपालन, निरंतर संचालन के तहत दीर्घकालिक स्थिरता;
विज़न काउंटिंग मशीनों को पूरा करने के लिए इंजीनियर किया गया है: सीजीएमपी उत्पादन आवश्यकताएँ, हाई-स्पीड ऑपरेशन से अधिक 1000 पीसी/सेकंड, संग्रहित नुस्खा प्रबंधन के माध्यम से तेजी से उत्पाद परिवर्तन;
वास्तविक समय इमेजिंग के संयोजन से, बुद्धिमान विश्लेषण, और सटीक अस्वीकृति नियंत्रण, वे गिनती को निष्क्रिय माप प्रक्रिया से सक्रिय गुणवत्ता-नियंत्रण चरण में बदल देते हैं.
निष्कर्ष: "देखने" से "निर्णय लेने" से "कार्य करने" तक
एक दृष्टि गिनती मशीन तीन कसकर एकीकृत चरणों के माध्यम से संचालित होती है:
देखना - उच्च-रिज़ॉल्यूशन छवि अधिग्रहण भौतिक वस्तुओं को डिजिटल सिग्नल में परिवर्तित करता है.
निर्णय लेना - एल्गोरिदम और एआई एक साथ मात्रा और गुणवत्ता का मूल्यांकन करते हैं.
अभिनय - पीएलसी-नियंत्रित तंत्र वास्तविक समय में दोषपूर्ण आउटपुट को हटा देते हैं.
यह ऑप्टिकल-मैकेनिकल-इलेक्ट्रिकल-कम्प्यूटेशनल एकीकरण उच्च गति को सक्षम बनाता है, उच्च सटीकता, और जटिल सामग्रियों का उच्च-बुद्धिमान प्रसंस्करण.
फार्मास्युटिकल और न्यूट्रास्युटिकल निर्माताओं के लिए, परिणाम केवल गिनती में सुधार नहीं है - बल्कि उत्पाद की अखंडता में वृद्धि हुई है, रिकॉल जोखिम कम हो गया, और नियामक अनुपालन को मजबूत किया.
ऐसे उद्योग में जहां परिशुद्धता विश्वसनीयता को परिभाषित करती है, दृष्टि गिनती प्रणाली सरल गिनती उपकरणों से उत्पादन लाइन पर बुद्धिमान गुणवत्ता अभिभावकों तक के विकास का प्रतिनिधित्व करती है.
 सामग्री पर जाएं
सामग्री पर जाएं